Appendix 3 Waste streams with direct recycling potential
While the former sections of this chapter have dealt with waste streams at an overall level that often include several sub streams where only some can be expected to be enriched with CRMs, this next section highlights some selected waste streams that are considered to have direct CRM-recycling potential.
Mineral waste streams
Tailings
Tailings are the remains from the mineral industry, after the target minerals have been extracted. The tailings are by far the biggest volume of waste in the Nordics, with more than 100 million tons even when applying a strict definition of tailings.
Tailings will mineralogically and chemically differ greatly from case to case and even over time. It will also vary from highly toxic and problematic to inert and benign. Due to the massive amounts, the tailings will contain half or more of all CRMs ending up in waste in the Nordic. The category contains both the most interesting fractions, such as the REE-tailings from Kiruna, Sweden, but also several uninteresting fractions that never can be used for anything.
In the production overall statistics only processed tailings from certain mines. All waste rock is excluded, as is fines and several other fractions from industrial minerals mines and quarries. Downstream processing wastes are found under slags etc. Hence, the 100 million ton of tailings include only material that have been crushed and separated by basic mineral processing technologies.
Sweden and Finland have the dominating mining industries in the Nordics, generating 55 and 40 million tons of tailings each. Norway has a much smaller industry generating appr 5 million tons, as the Norwegian political consensus for the last +50 years has been to develop and promote the oil and gas industry, while mining of metals and minerals has had a low priority and political support.
In Svalbard, the last coal mine is about to close. There have been no legacy mines in any of these autonomous and semiautonomous areas that have generated tailings.
Denmark has mining of large volumes of materials, but only of industrial minerals which are used almost in entirety – such as limestone. Hence, no tailings are produced of importance.
There are no mines or quarries extracting metals or industrial minerals in Iceland, only aggregates and other materials for building purposes. Hence, there are no processable tailings from mining operations. There is also no mining in the autonomous areas of Faroes and Åland.
Even if Greenland has been touted as a mining region of the future due to the receding icecap, mining activity has actually been reduced in later years. At current, only one minor mine is active, producing anorthosite. It generates limited amounts of tailings which is rather low on most metals, but is included in the statistics.
Hudson Resources inc. Environmental Impact Assessment (EIA): White Mountain Anorthosite Mining Project. 2015.
During the production of this report, the mine was decided to close. Refinancing and new ownership is expected.
Giuliani et al. Ruby Deposits: A Review and Geological Classification. Minerals 2020
In the aggregated tailings statistics, we have only considered tailings from operating mines. Almost yearly, mining projects start, some end, and many are changed or restructured. Hence, the tonnages, composition and final waste disposal will fluctuate.
Notably, in the Nordic countries there are billions of tons of legacy tailings and waste rock dumps containing CRMs. The potential in such deposits have been pointed to in CRMA,
Rönnåsen, L. Hållbar utvinning och återvinning av metaller och mineral från sekundära resurser. SGU 2023.
Lewerentz et al. Hållbar utvinning och återvinning av mineral och metall från sekundära resurser. SGU 2021.
One legacy example would be Grängesberg in Bergslagen, Sweden. Appr. one hundred years of flotation of iron has left 10 million ton of tailings with 20% of apatite containing phosphate and REE. The company Grangex
Bergfald Environmental Consultants assist Grangex in the P/REE reprocessing preparations.
Producing more from existing mines by increasing extraction efficiency and reprocessing old tailings should be included in the CRM strategy for the Nordic Countries.
If future work also explore the potential CRM catch by going into historical tailings dumps, fines from industrial minerals and waste rock – it is fair to assume that the potential for supply of CRMs will be greatly increased.
Rhenium is a highly strategic material that currently is not on the EU critical list. We assume this is partly due to the supplies of primary Rhenium from Poland and the established recycling from its use as catalysts and alloys. However, in a world with increasing need for defence-sensitive materials, we find it opportune to mention rhenium also in the tailings context – because it is there we mainly find it. Rhenium is produced from copper ores, or more precisely, as a byproduct of the byproduct molybdenum concentrate sometimes found in copper ores. Sweden, as a dominating copper region with several important mines, there are rhenium values. This has been mapped in the Aitik region, where the critical rhenium currently is landfilled.
Trade-offs between resource utilization and economy
In mineral processing, the extraction efficiency is always influenced by economic trade-offs. In short, if power prices or interest rates go up – extraction efficiency goes down. It is always more costly to recover the last percentage of contained valuable material than the first. Hence, all mineral value chains are sensitive to changes in the economic sentiment.
In iron processing, it is common that tailings contain 1–3% iron, while in copper it is common to leave 500–1000 ppm, in gold – the tailings will normally contain <0,2 ppm. Prices and costs determine efficiency – and remaining levels in waste.
In all operating mines, extraction efficiency could be increased, both supplying more of target minerals (some of which are CRMs) and reduce the net landfilling rate if it was economical incentivized to do so.
The most important factors to increase efficiency is the price of the minerals. If prices of copper, REEs, PGMs etc is doubled – a lot of processing is more efficient and possible and extraction efficiency goes up and landfilling volumes go down.
The second most important is the costs, mainly of power and capital. All mineral processing plants are optimised with a trade-off between extraction efficiency and costs – meaning that reduced costs of power and capital will incentivise extraction.
With reduced cost of capital for CRM-producing mines, it will for example be possible to install secondary flotation plants after the primary, if there is only one flotation step, or a tertiary unit after the second – if there are two steps already. Any extra flotation step will extract additional CRMs (typically hundreds of ppms of copper or cobalt, PGMs etc) from the process stream, but will add extra capital costs and extra OPEX.
These trade-off issues would from a CRM perspective be most important for base metals mines and their tailings, as mapped by several institutions.
Lövgren et al. Immobilisation of trace metals in sulfidic mine tailings. IMWA 2011
Stolz, E. Release of metals and arsenic from various mine tailings by Eriophorum angustifolium. Plant Soil 2006.
One possible path towards greatly increased CRM supply from wastes would be to establish a banking mandate where CRM extraction gets loans at same terms as agriculture or renewable energy gets today.
It has not been straightforward to find proper data for volumes and composition of tailings. Waste is never that highly prioritized for analysis and documentation. Some of these data might be old or unprecise (for example XRF-analysis from university students), but the amount of data should provide sufficient confidence in the overall indicative tonnage.
A special look at phosphorous
Phosphorous (P) is one of the rather dull CRMs, even if it is essential to human life. Every human need appr. 4 grams of P per day, and the use of mineral fertilizers in agriculture is necessary to provide this. In the Nordic countries, we have one phosphate mine (Yara Sillinjärvi), one possible producer of phosphate byproducts (LKAB Kiruna) and three fertilizer plants, (Yara Herøya, Yara Glomfjord and Yara Finland). The two Norwegian plants are entirely based on imported apatite, almost all from outside of the Western Hemisphere. These plants import 1 million ton of rock phosphate, with a content of 152,000 tons of P annually. This is enough fertilizer to feed 40 million people. In comparison, 154,000 tons of P is landfilled in tailings in the Nordics annually without ever having been put to good use.
Tailings from Norwegian mineral industries (as well as Swedish and Finnish) have been tested,
Heim, M. Avgang fra bergindustrien brukt som steinmel i landbruk – Fakta, FoU-muligheter og –behov. NMBU 2006.
A special look at REE
The REE content of tailings currently landfilled from the main sources in Scandinavia (Yara Sillinjärvi,
Turunen et al. Factors Contr. the Migr. of Tailings-Derived As: A Case Study at the Yara Siilinjärvi Site. Mine W. Env. 2016.
Peelman et al. Hydrometallurgical Recovery of REEs from Mine Tailings and WEEE. J.ofSust. Metallurgy 2018.
Mählitz et al. Ch. the Urban Mine—Challenges of Simplified Chemical Anal. of Anthropogenic Mineral Residues. Res. 2019.
Haugene, M. Mob. av Ba fra et vekstmedium tilsatt apatitt-biotitt-karbonatittsteinmel ved kolonnef. M.Th. NMBU 2014.

Figure A1 PG stacks in Siilinjärvi has a growing inventory of CRMs.
Photo Yara.
Photo Yara.
Phosphogypsum from the Siilinjärvi plant, REE-extraction.
Virolainen, S. Recovering REEs from PG using a RIL process: Sel. of resin, leaching agent, and eluent. Hydromet. 2019.
This and other research have shown that it is realistic to recover 50–85% of REE-content of phosphogypsum, depending on material specific and cost-related issues.
Xie et al. A Critical Review of the Enhanced Recovery of Rare Earth Elements from Phosphogypsum. Metallurgy 2023.
REE-content of Siilinjärvi has been properly measured in ore, tailings and Phosphogypsum waste – as well as apatite concentrate.
Yang et al. Rare Earth Occurrences in Streams of Processing a Phosphate Ore. Minerals 2019
Figure A2 LKAB is investing billions in producing CRMs from its own waste.
Photo LKAB.
Sun et al. Pyrometall. Treatment of Apatite Conc. with the objective of REE Extraction. J. Sustain. Metall 2017.
Photo LKAB.
The most important REE-supplier in the years to come is however LKAB. The highly profitable magnetite production is dented with a small contamination of apatites, and these apatites contain some REEs. Grades are low,
Karlkvist, Tommy. Selectivity in Calcium Mineral Flotation - An analysis of novel and existing approaches. PhD Thesis. 2017
Friberg, V.K. Tolkning av kemiska analysresultat kopplade till LKAB: s framställning av apatitkoncentrat. Luleå University.
Chipakwe et al. Nanobubble-Assisted Flotation of Apatite Tailings: Insights on Beneficiation Options. ACS Omega 2021.
Consideration about the transition metals
The amounts of key metals for the Green Shift ending up in tailings is huge. For example, regarding transition metal CRMs like copper (5000t), cobalt (7000t), nickel (55,000t) and manganese (205,000t) are all landfilled annually in the Nordics. Each of these volumes would have mandated an own significant mining operation – if it was concentrated in one particular mineral waste stream. Unfortunately, these volumes are distributed all over the 100 million tons of tailings, in different minerals and concentrations. However, significant volumes of the transition metal CRMs currently ending in the tailings waste may be extracted if framework conditions improve.
One example could be to change the structure of the mineral royalty. Almost all mineral extraction is covered by a royalty, or mining rights fee, to the Government – partly to finance the Mineral directorates. These are fully tax-deductible costs, and they are often not connected to the extraction efficiency. Sometimes these fees are only connected to the right to extract – not the extraction itself.
These fees could be quadrupled by ton, and then turned around from extraction fees to landfill fees, such that the mineral processing companies would be incentivized to recover the CRMs. Such a change in fee structure would make it sensible for companies to install an extra flotation step, increase processing times, increase grinding etc – as they have the benefit of both extra income and reduced taxes with increased recovery and efficiency.
Alum Shale
Alum shale is common in the Scandinavian countries,
Anderson et al. The Scandinavian Alumshales. SGU 1985
Sweden has historically had the largest operations, with high-tech extraction plants operating for years. There have even been recent plans for restart of operations.
Denmark and Finland have less alum shales, but some. It is also found in Åland, but not in Iceland or the other autonomous regions.
Alum shale is rich in both toxic and critical elements, and is generated as a waste from building of infrastructure.
Alum shale contain all the CRMs,
Lecomte et al. U min. in the alum sh. form., Sweden: Ev. of a U-rich marine black sh. from sed. to metamorph. OGR 2017.
The important difference between commercial CRM ores and alum shales is that while commercial metallic ores have financial and environmental mining cost – the alum shale has additional disposal cost due to its mechanical and chemical properties.
Today, alum shales are a waste problem connected to newbuilds of roads and tunnels etc as well as the restrictions on certain urban areas from development due to legacy wastes from prior alum shale processing.
In all, there are several hundreds of millions of tons of legacy alum shale landfilled in the Nordics, as well as at least half a million ton of alum shale ash from burning of the shales. Indeed, in downtown Oslo there are lakes and regions named from this activity (Alunsjøen and Alna) as well as a road named after the residue from alum shale burning – Rødfyllgaten.
Tons
There are no commercial production of alum products currently. However, every year around 250–300,000 tons of alum shale
Including high-metal-concentration black shales.
The volumes of alum shale landfilled is varying from year-to-year dependent of which projects that are carried out in different regions, which makes proper waste treatment difficult.
In Norway, for the last years around 100,000 tons have been dug out. The excavation of the new government HQ in Oslo with 175,000 tons and a single large road project in E6 Expansion with above 100,000 tons have dwarfed the prior smaller
Santos, S.H. Pot. Mob. of radion. and trace elem. in bedrock mat. and in the dep. area at a tunnel constr. Site RV4 Gran, Hadeland. M.Th.NMBU 2014.
Wærsted, F.M. Mob. of nat. occ. Radion. and stable elements in alum sh.: A case study of Gran, RV4, Norway. PhD 2019.
Wærsted, F.M. The effect of water exchange on the leaching of alum shale. Applied Geochemistry 2020.
Petterson, A. Spårämnen i alunskiffer, rödfyrshögar och björkträd vid Andrarums alunbruk, Skåne. Lunds University 2011.
Based on the location of the alum shales, limited extent of their alum shale areas, population densities in the areas and probable coverage, we have assumed 10,000 tons per year in Finland. Denmark might be a special case, as they in addition to land-based alum shales have had an issue with deep drilling into high activity alum zones, generating drilling mud with high uranium levels. Denmark has issues both with the material from Kattegat and on land in Bornholm.
Hansen, S.F. Overordnet beskrivelse /screening af risici og farer ved indvinding af skifergas. DTU 2016.

Figure A3
Left: Norwegian alum shale problem.
Right: Swedish alum shale processing plant,
Left: Norwegian alum shale problem.
Fjermestad, H. Rv. 4 på Gran, nyttiggjering av svartskifer. Statens Vegvesen 2018.
Right: Swedish alum shale processing plant,
From waste to resource
The alum shale of Scandinavia could be turned from a problematic waste issue to a relevant regional resource.
As alum shale already is inflicted with a substantial gate fee for its treatment, it could be rather interesting to see if minor adjustments to the treatment practise could stimulate the extractability of some of the CRMs, providing a long-term supply of some volumes of amongst others REEs, uranium and some base metals.
Landfilling of alum shales in Scandinavian carry costs of appr. 1000 NOK/ton, including documentation and transport costs.
Personal communication with insiders in the roadbuilding and landfill industries in Norway.
The establishment of a multimetal processing plant somewhere in Scandinavia with the capacity of receiving for example 3–500,000 t of shale would both handle all volumes regularly arising with a gate fee of 200–300 MNOK as a steady income. In addition, it would be able to deplete some of the complex legacy sites which currently produces emission and groundwater issues and limit urban and logistical development. Such a plant would be able to cover a significant portion of the Nordic use of heavy REEs, such as dysprosium. In addition, a plant could supply uranium and some base metals.
While there is some experience in advanced processing of alum shales globally, some adaption would probably be needed, for example in handling radon issues. From a chemical perspective, there are substantial relevant industrial experiences in the region, for example from the Terrafame
The basic chemistry of alum shale processing is not very complicated. The shales were formed as sediments in the anoxic layers of primordial lakes. Due to the water chemistry, the metals precipitated from the water to the sediment and was enriched. When exposed to oxygen again, the sulphides are oxidized to sulphate, lowering the pH, increasing the temperature and resolubilizing much of the metals. If this can be done slowly in a controlled setting, like the black shale processing plant Terrafame in Finland, the resulting acidic water would become a PLS carrying valuable metals. While this in theory works well, there are substantial practical and regulatory issues that need to be solved.
Lippmaa, E. Estonian Graptolitic Argillites – Ancient ores or future fuels. Oil Shale 2009.
Wærsted, F.M. Lim. access to oxygen red. the release of harmful trace el. from submerged alum shale debris. SotTE 2023.
The basic chemistry of alum shale processing is not very complicated. The shales were formed as sediments in the anoxic layers of primordial lakes. Due to the water chemistry, the metals precipitated from the water to the sediment and was enriched. When exposed to oxygen again, the sulphides are oxidized to sulphate, lowering the pH, increasing the temperature and resolubilizing much of the metals. If this can be done slowly in a controlled setting, like the black shale processing plant Terrafame in Finland, the resulting acidic water would become a PLS carrying valuable metals. While this in theory works well, there are substantial practical and regulatory issues that need to be solved.
There have been several projects for commercial, processing of alum shale in Sweden
Voronin et al. Chemical weathering of lower paleozoic black shales of south Sweden. J.of Mining Inst. 2018.
Abreham, A.Y. Reactivity of alum and black shale in the Oslo region, Norway. M.Th. Oslo University 2007.
Freiberg, R. Rödfyr - En utredn. av användningsområden och hantering med fokus på ekonomi och miljö. Jönköping 2015.
Technology has been tested, with different maturities, for the extraction of vanadium,
Gunnarson, N. The content, ch. state and acc. of V in a drill core of Alum shale from Kinnekulle. Diss. Lund Uni. 2019.
Engstrøm et al. REEs in the Swedish Alum Shale Form.: A Study of Apatites in Fetsjön, Västerbotten. Uppsala Uni. 2019.
Hedvall et al. Producing K salts from Swedish raw material. The Swedberg (mem.vol.) 1944.
Beeson, R. The giant Alum Shale polymet. dep. of Jämtland, Sweden –a pot. low-cost suppl. of U for the future. IAEA 2014.
Maremaee et al. Metal extraction from alum shale ashes under the effect of ammonium sulphate. Oil Shale 1991.
Bench tests have indicated the Swedish alum shales as relevant feedstocks for uranium, vanadium, nickel and molybdenum and possibly also beryllium and rare earths.
Jackson et al. Energy Independence for Europe: Uranium and Oil from the Alum Shale. 2010
Possible actions to increase CRM recovery:
- Avoid imposing restrictions on alum shale of the kind established by Sweden in 2022.
- Consider the establishment of a joint Nordic shale processing plant with high CRM recovery mandates, financed by gate fees and a ban on all other shale disposals.
- Expect uranium to be included on next revision of CRM list, and uranium to be a key product from an alum shale processing plant.
Waste from processing raw materials
Jarosite – the zinc residue gold mine
Zinc is a versatile and low-priced metal with many applications. Its main use in corrosion protection of steels. Zinc is also recycled to a large degree. For this report, however, it is the primary production that is of most interest, more specifically – the jarosite leach residue with high content of CRMs.
Zinc itself is not regarded as a CRM by EU, in contrast to USA, Canada, South Korea, Russia and South Africa that see it otherwise. One of the main reasons for the EU consideration was the operation of the large Tara zinc mine in Ireland, the many zinc refineries in Europe and the rather well-developed recycling industry based on EAF dusts and residues. However, in June 2023, the Tara mine was closed, and Europe is now heavily dependent on import of zinc concentrates as the remaining European zinc mines are too small to cover consumption.
The zinc sulphide concentrates mainly refined in Europe all contain a lot of contaminants. Some of these are CRMs, such as indium, germanium and gallium, but also precious metals such as gold and silver are common as contaminants. In some regions of the world, these contaminant CRM metals are extracted but not in the Nordics. Obviously, the distribution and overall content of these minor contaminants vary wildly between zinc feedstocks. The content of CRMs in jarosite residue will vary both based on feedstock, as well as the finer details of the hydrometallurgical processing technologies applied.
At present, there are two primary zinc refineries in the Nordics, the Boliden Odda plant in Norway, and the Boliden Kokkola plant in Finland. The production technologies and waste characteristics are rather similar, given their coordinated feed supply and operations. Following from the closure of Tara mine, it is reasonable to expect a change in jarosite composition. In both cases, the plants receive recovered and recycled zinc feedstocks. The increasing use of waste electronics as feedstock in their mother company Boliden will generate a zinc byproduct with high concentrations of tin, in addition to a wide range of other CRMs. The tin and the CRMs end up in the deposited waste
Bertilsson. Study of leaching behavior of tin in Zinc-clinker and Mixed Oxide. Luleå Uni. 2018
The dominating waste from both refineries is the alkaline iron sulphate mineral Jarosite, that is produced in a volume of appr. 150,000 tons in Odda and 200,000 tons in Kokkola. The Odda plant is currently undergoing a 5 billion NOK upgrade – which will provide a doubling of both metals and waste production.
Boliden has together with the Finnish Research institution VTT developed the Jarogain process for extracting some valuable materials from the jarosite.
Kangas, P. The Jarogain Process for Metals Rec. from Jarosite and EAF Dust - Process Design and Economics. VTT 2017.
Rämä et al. Thermal Processing of Jarosite Leach Residue for a Safe Disposable Slag and Valuable Metals Rec. Metals 2018.
Karumb, E. The recovery of indium from mining wastes. M.Th. Colorado School of Mines.
Swain et al. Recycling of Jarosite For Recovery of Valuable Metals and its Utilisation. IJSTRE 2016.
Ma et al. Stat. anal. and opt.of rec. In from jarosite res. with vacuum carboth. red. by response surf. meth. GP&S 2016.
If proper extraction technologies for the zinc residues are implemented, it should be possible to extract both indium, germanium and gallium content from the annual waste production sufficiently to cover all Nordic needs. If the millions of tons of jarosite from earlier production is reprocessed as well – all European needs could be covered. A competitor plant in Belgium is already looking into similar extraction.
Rosendael et al. Selective rec. of In from iron-rich sol. using an Aliquat 336 iodide supp. ionic liquid phase (SILP). SPT 2019.
Janoševic, Miloš. Indium Recovery from Jarosite Pb–Ag Tailings Waste (Part 1). Minerals 2023.
It has been challenging to establish realistic estimates from public sources of the current content of the jarosite sludge deposited by the Boliden plants. Estimates have been made on a combination of different Norwegian
Gravdal et al. Optimalisering av sedimenteringen på jarosittfellingstrinnet. Batcheloroppgave 2022.
Hoeber et al. A compr. review of processing strategies for iron precipitation residues from zinc hydromet. CE&T 2021.
In the mountain caverns Boliden is operating in Odda, Norway, they are also mixing in some other wastes in the jarosite sludge, including wastes from the lead processing in Sweden. Some of the reference numbers used include these mixed wastes, gathered from documents from the Boliden group.
Boliden. Søknad om deponering av farlig avfall i Mulen deponi 2020.
The jarosite waste in the landfills in Kokkola and the mountain caverns in Odda should be regarded as important European CRM resources. Hence, restriction should be put on these resources. We recommend the following:
- That hazardous wastes without CRM value should not be blended into the CRM-rich fractions.
- Possible recovery technologies should be supported financially.
- Suggestions to use jarosite as material for ceramic or glass production should be restricted.
EAF Dust
When iron and steel are recycled, the feed brings with it almost all of the periodic table as either alloying elements, surface treatment elements or contaminants. These elements will either dissipate into the steel, migrate to the slag or evaporate from the furnace for later to condensate and end up in the dust that is collected in dust bags on all the Nordic steel and foundry plants.
The single most important metal in such dust is zinc (iron is ignored in this context), which is present in concentrations from 15–50%, with an overall average of 22%. As zinc is valuable (though not considered critical by EU), almost all such dust (with some notable exceptions) is sold as feedstock for zinc recovery.
The main processing step for this dust in a European context is the Waeltz kiln, where the dust is mixed with large quantities of coke together with other zinc wastes such as batteries, sludges, galvanic residues, zinc smelting crusts, zinc dross etc and volatilized in large rotary kilns. The non-zinc part of the recycled material becomes a slag, locking in all remaining metals in a hard-to-process mixed matrix, including the critical metals. Indeed, the current processing technology for such dusts immobilize the critical metals while recovering only one non-critical metal. Several technologies have been developed, tested and proposed for increased recovery from these dusts, but without any attention from regulatory authorities or interest from the commercial market.
Accurate data on composition and volumes of EAF dust in the Nordics is not publicly available. However, both the scrap iron used as feedstock in the furnaces and the EAF dust itself are today globally traded commodities. Indeed, dust is shipped back and forth between the continents. Consequently, we have been able to use a range of international references for elemental composition – which has shown rather consistent compositional values. Data has been aggregated from Brazil,
Silva et al. Preparation of glaze using EAF dust as raw material. J. of Materials Res. and Tech. 2019.
Lenz et al. Lead and zinc selective precipitation from leach EAF solutions. Revista Matéria 2007.
Soares et al. EAF Dust Recycled in 7075 Aluminum Alloy Composites Fabricated by SPS. Materials 2022.
Metz et al. Influence of electric arc furnace dust and lime kiln waste in Portland cement hydration. ANTAC 2020.
Metz et al. Influence of electric arc furnace dust and lime kiln waste in Portland cement hydration. ANTAC 2020.
Lis et al. Determination of the chemical composition of the dusts from EAF. Metals 2016.
Leon et al. Treatment of Haz. Waste by Carbon Dioxide Capture from an Electric Arc Furnace. ISIJ Int. 2015.
Trifunović et al. Investigation of hazardous waste A case study of EAF dust characterization. Hem. Ind. 2022.
Lee et al. A comb. hydro-pyromet. process for zinc oxide and iron oxide extr. from EAFD waste. ISGST 2021
Morcali et al. Carboth. red. of EAFD and Calc. of Waelz oxide by semi-Pilot scale rotary furnace. J.M.M. 2012
Sasamoto et al. EAF dust recycling technology in Japan. The 6th Int Symp on East Asisan Res. Rec. Tech. 2001.
Teimouri et al. A New Hydromet. Proc. for Metal Extraction from EAF Dust Using Ionic Liquids Materials 2022.
Lopez et al. Enhancement of Electric Arc Furnace Dust by Recycling to EAF. J.of Env. Engineering 2002.
Peters. A.G.A.. Zinc vapourisation from sludge wastes under thermal processing conditions. M.thesis 2019.
Holloway et al. Min. Transform. in Altasteel EAFD roasted with Na2CO3 and seco. Ferrite-Forming Additives.
Ma et al. Kinetic Analysis of Rec. Zinc from EAF Dust by Vacuum Carbothermic Red. at 20 Pa. Minerals 2022.
Matsukevich et al. Direct reduced iron and zinc recovery from EAFD. J. of Ch.Tech. and Biotechnology 2022.
Karppinen et al. Hydromet. of Sn and other imp. present in ind. Zn bearing Solutions. Aalto Uni., M.Th. 2020.
Stefanova et al. Alkaline leaching of iron and steelmaking dust. Aalto University Research Report 2012.
Galal et al. Synthesis of nanosized nickel zinc ferrite using EAF dust and ferrous pickle liquor. Sc. Rep. 2021.
As for volumes, we have looked at the Norwegian numbers of appr. 10,000 tons in a normal year and extrapolated a production of 50,000 tons for the Nordic. However, the global production of such dusts is estimated at 8 million ton,
Frilund et al. Steel Manufacturing EAF Dust as a Pot. Adsorbent for H2S Removal. Energy and Fuels 2022.
The Norwegian situation could be regarded as rather typical for most of the Nordic region. In Norway, there is one major EAF dust producer in the Celsa plant in Mo i Rana with an annual production of 8–10,000 tons. Historically, this dust has partly been put into local mountain cavern, recycled at the Høyanger EAF recycling plant
The recycling plant in Høyanger was put on care and maintenance by owner Nyrstar/Trafigura in 2020 due to a decision to start exporting of hazardous waste out of Europe for landfilling.
As we understand it, Boliden receives some EAF dust for zinc recycling at its plant in Skellefteå REF. In addition, there is a plant in Norway, currently idled, that also could be active in this market.
Possible recommendations for this material would be:
- Mandate all generation of EAF dust with recoverable metal concentration above a certain threshold to recycling instead of landfill.
- Ban export of EAF dusts to low quality recycling such as Waeltz kilns.
- Mandate annual full spectrum analysis of elements content for all furnaces generating EAF dust.
Steel slags
The Nordic countries have a huge steel industry, with historic roots in the high-quality iron ores in Sweden, Norway and Finland. The industry consists of the iron ore mines, the blast furnaces, the EAF recycling furnaces, the converters and processors, the alloy smelters and the foundries. In this chapter, we will focus on the smelters, and the slags they are producing. Wastes from the mines are in the tailings chapter. Ferroalloys slags are included in the overall numbers.
Steel is produced in large blast furnaces from iron ore with the main energy coming from carbon such as coke. This is an industry hard pressed by climate and energy restrictions and many changes will come in the years ahead. Despite this, contaminants, slag and wastes will be an issue also in the future.
Today, when operating the traditional blast furnaces, contaminants such as sulphur and phosphorous is lifted out of the smelt by addition of limestone and other materials, generating huge amounts of slags. The cleaner the steel needs to be – the more slag is formed. In general, the slags from blast furnaces (BF) are dominated by the calcium from the added limestone as well as the silica that follows most iron ores. But almost all the rest of the periodic table is also found, sometimes due to specific contaminants in the ore, but also from the coke and contaminants in the additives. Most blast furnaces also add some scrap metal into their process to regulate reactivity and reaction temperature.
Today, most of the blast furnace slags are used as either clinker feedstock or cement replacement, utilizing the burnt limestone/silica coefficient, which provides a positive greenhouse gas footprint. However, when using the slag as cement – all CRMs in the slags are lost for recycling forever.
In the Nordics, there has been a development away from blast furnaces based on iron ore and coke – towards increasing use of scrap metal. These recycling operations based on Electric Arc Furnaces (EAF) varies in size from a million ton a year large operations to craftmanship sized of a few tons a year for niche products. When using scrap metal, all kind of contaminants are introduced into the furnace. Some comes as alloying elements in the steel, some come from surface treatment (such as cadmiated or zinced steel components), from pigments in paints or lacquers or just because its mechanically attached to the scrap iron components by glues, welding or screws.
When crude steel is made, it is mostly refined in a ladle. All of these processes; primary iron and steel, secondary iron and steel and ladle produce slags with different volumes and composition. In addition, there is added alloys to make the end product. Many of these alloys are also produced in the Nordics, for example ferrosilicon from Elkem and Finnfjord, ferromanganese and silicomanganese from Eramet and Ferroglobe, ferrochromium from Vargøen etc.
The disposal of the slags depends on its composition.
Engstrøm, F. Mineralogical Influence on Leaching Behaviour of Steelmaking Slags. PhD thesis 2010, Luleå Uni.
Mäkelä et al. Ev. of trace element avail. from sec. met. slag gen. in steelmaking by seq. chem. extr.Int.J.Env. Sci.Tech.2013
Lidelöw et al. Evaluation of leaching from four recycled materials used in full-scale road constructions.
Reijonen, I. Chem. bioavail. of Cr and V species in soil: risk ass. of the use of steel industry slags as liming mat. Diss. 2017.
Galyas, Eva. Ass. the suitability of using the byproduct Petrit-E from steel prod. as agric.fertilizer. MTh. 2021, Halmstad U.
As the focus of this report is to investigate possible CRM supplies and their recycling, we have not compared benefits of utilizing slags as aggregates or clinker replacement, we have only looked into the possible CRM content.
As the Nordic steel industry plants are highly diverse, both regarding feedstocks, processes, product and slag composition, it has been necessary to make individual slag composition estimate for all major plants and then aggregate together for the sector. A combination of reports for individual plants combined with an average level for all plants have been used for this purpose. We have amongst others used data from Uddeholm,
Andreas et al. Rekommendationer för användning av slagg i deponikonstruktioner. Jernkontorets Forskning D843 2012.
De Colle et al. St. of the diss. of SS slag min.in diff. acid env. to prom. their use for the tr. of acidic wastewater. Ap.Sc. 2021
Larsson et al. Vanadium bioavailability in soils amended with blast furnace slag. J. of Hazardous Materials 2015
Hedstrøm et al. Methodological Aspects of Using BF Slag for Wastewater Phosphorus Removal. J. Env. Eng. 2006
Lundkvist, K. A Pr. Int. Appr. to Ass. Poss. for Impr. Mat. Eff. in N. ore-based Iron- and Steelmaking Syst. Luleå UniTh.2019.
Strandkvist, I. Minimisation of Cr Leaching from Low-Alloy EAF Slag by Mineral Modifications. PhD Thesis Luleå Uni. 2020.
Yang et al. Treatments of AOD Slag to Produce Aggregates for Road Construction. AISTech 2006 Proceedings
Dugu, A. The reuse of AOD-slag in electrical arc furnace. M.Thesis Luleå University 2015.
Salguedo, R.T. Återanvändande av skärslagg som råmaterial i ljusbågsugnen. Luleå University 2020.
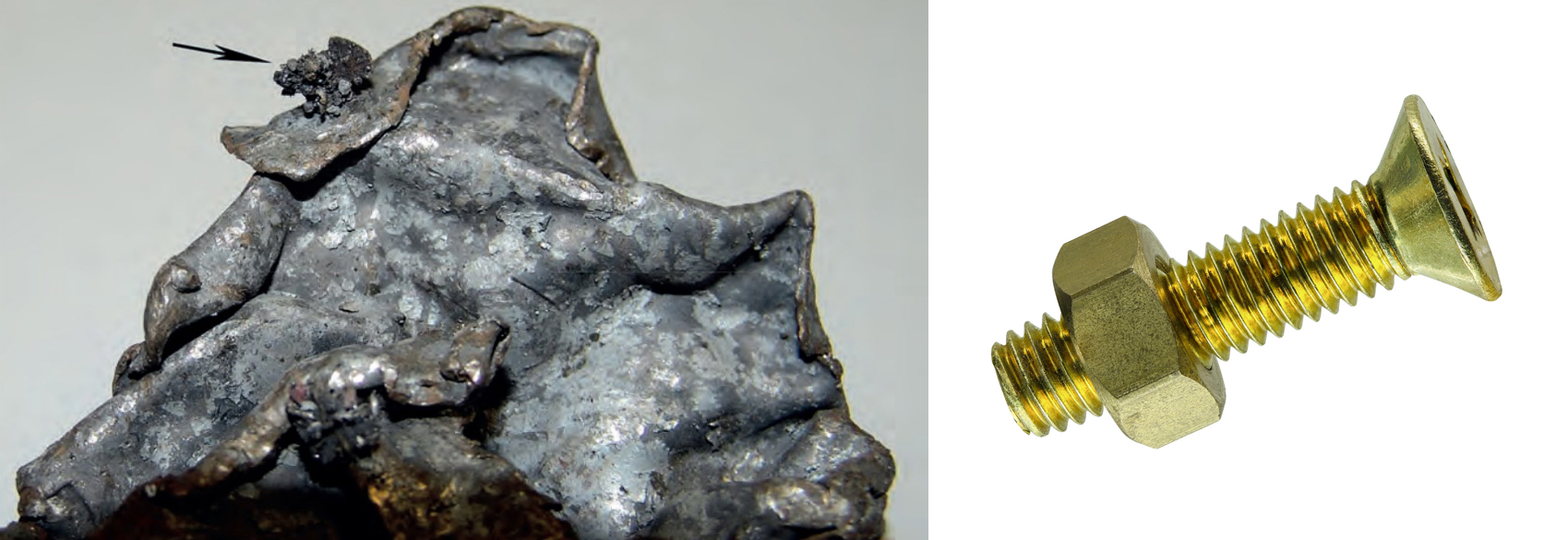
Figure A4
Left: NIB magnet fragment found on shredded steel part, a feedstock for a small iron foundry. Photo Daul et al.
Right: a brass bolt. If connected to a steel component, it will contaminate a huge chunk of recycled steel. Photo Adobe Stock.
Left: NIB magnet fragment found on shredded steel part, a feedstock for a small iron foundry. Photo Daul et al.
Right: a brass bolt. If connected to a steel component, it will contaminate a huge chunk of recycled steel. Photo Adobe Stock.
There are almost no published articles or reports regarding the chemical composition of slags from the Celsa plant in Norway. Equally, there are very few references regarding the foundries in any of the countries. Hence, for these plants’ values, average EAF slag composition has been used.
We have however been able to locate several interesting references regarding Finnish EAF slags
Tossavainen et al. Characteristics of steel slag under different cooling conditions. Waste Management 2007.
Eloneva et al. Co-util. of CO2 and steelmaking slags for production of pure CaCO3 legislative issues. J. of Cl. Prod. 2010.
Teir, S. Fixation of CO2 by producing carbonates from minerals and steelmaking slags. PhDTh. Helsinki Uni. 2008
Kekkonen et al. Active tundish metallurgy. EU Report 25875 2013.
Omran et al. Effect of Blast Furnace Sludge Characteristics on Suitable Recycling Process Determining. JMMCE 2017.
Walterson, E. Chromium, Nickel and Molybdenum in Society and the Environment.
Finland is currently of particular interest due to its vanadium project. Many iron ores have a naturally high vanadium content. The CRM vanadium is used in high strength steel alloy. When operating the furnaces, vanadium tends to be enriched in the slag, but are currently lost in existing processes.
Substantial effort has been put into utilizing this resource more efficiently.
Attah, M. V re. from steel conv. slag utilised as an oxygen carrier in oxygen carrier aided combustion. JoCl.Prod. 2021.


Figure A5
Top: Stavanger Staal, Norway, manganese steel recycling rescued from closure. Photo Tor Inge Jøssang.
Bottom: Neometals, Finland, vanadium steel recycling hopefully coming. Photo Neometals.
Top: Stavanger Staal, Norway, manganese steel recycling rescued from closure. Photo Tor Inge Jøssang.
Bottom: Neometals, Finland, vanadium steel recycling hopefully coming. Photo Neometals.
We would also like to highlight the Stavanger Staal plant in Norway. This plant was about to close down, but has been saved by local investors and converted to a niche recycling plant only casting high manganese steel components (>20% Mn steels). In a circular economy, more niche plants such as this will be expected.
To make sure that we have a sufficiently relevant statistical basis, and that all elements are covered, we have also included an international average based on all the Nordic reports combined with reports from Romania,
Ene et al. Ch. of met. slags using low-level gamma-ray spectrometry and neutron activation anal. Rom. J. of Physics 2011
Chand et al. An Overview of Use of Linz-Donawitz (LD) Steel Slag in Agriculture. Current World Environment 2015.
Quaghebeur et al. Acc. Carbonation of Steel Slag Compacts: Dev. of High-Strength Construction Mat. Fr.in En. Res. 2015.
Baron et al. Determination of REE in power plant wastes. Mining Machines 2020.
Daul et al. Magnet Associated Rare Earths in Steel Mill Slag. World of Metallurgy - ERZMETALL · September 2017
Hong et al. Metal rec. from iron slag via pH swing-assisted carbon min. with various org. ligands. J. of CO2 util. 2023.
Varga et al. On the Aqueous Rec. of Zinc from Dust and Slags of the Iron and Steel Prod. Tech. Int J Met. Mater Eng 2016.
Moreira et al. Characterization of steel slag by SEM-EDS, XRD, and INAA. Brazilian Journdal of Radiation Sciences 2021.
Magnets from WEEE and shredder residues are difficult to sort out.
Kim et al. Recovery of scandium and neodymium from BF slag using acid baking–water leaching. RSC Advances 2020.
Bandara et al. Closing the lifecycle of RE Magnets: Discovery of Nd in slag from Steel Mills. Energy Tech 2015
The Nordic steel industry have several byproduct streams (dust, slag, sludge, etc.) with possible high metal and CRM values. Several of them, including materials with high zinc concentrations are included in the lists, as more profitable metals such as zinc might be important also to industrialize extraction of minor CRMs.
There are many SME cast houses in the Nordic countries generating waste such as casting sand, forming sand, filter dust, slags etc. Combined, the volume of this waste is in the region of 500,000 tons. Most of this is silica sand of little or no interest as CRM resource. Hence, these processes have not been looked into for this report.
However, some of the steel plants in the Nordic Countries use olivine as an input material; partly as a slag former and partly as casting sand – as the temperature tolerance of olivine is very high. As far as we know, this olivine mainly comes from the Sibelco Åheim resource in Western Norway. This olivine typically contains 3–4000 ppm nickel, 3–400 ppm cobalt and 2–500 ppm REEs in addition to several other CRMs.
Non-Ferrous industries
The Nordic countries have substantial non-ferrous industries with plants producing primary and secondary aluminium, zinc, copper and nickel.
A description of the CRM-potential in the wastes coming from the aluminium sector is given in the following paragraphs.
Norway and Finland have substantial capacity for refining of nickel, and supply some of the most important high-quality nickel to amongst others the battery market. Nickel slag from the smelter in Harjavalta in Finland may be of special interest due to waste streams with CRM-recovery potential.
Xiao, Y. Leaching behaviour of valuable metals from nickel smelter slag. Aalto University, Master Thesis 2022.
Godtland et al. Overview of the Norwegian metallurgical industry Part 3: Waste and by-products. NTNU 2020.
Norway and Finland have substantial capacity in refining of zinc, this is described below in the jarosite-chapter, and the CRM-potential included in the NFI numbers.
Sweden and Finland have substantial capacity in copper refining with the two large Boliden plants in Rönnskär in Åland and Harjavalta in Finland, while Norway has a relevant refining plant in Kristiansand. Copper slag from Harjavalta is the biggest source of copper to landfill in Finland and could potentially be a significant supplier of copper to Finland if better processed.
Kaksonen et al. Bioleaching and recovery of metals from final slag waste of the Cu smelting industry. Min. Eng. 2011.
Aluminium
Aluminium has shown a steady growth as a construction material over the last 100 years, taking a firm position as the second largest metal in tonnage – despite being a lightweight metal.
Currently, the global primary production of aluminium is about 70 million tons, and with current level of recycling, an additional 30 million tons is taken back into circulation, providing a total market of 100 million tons per year.
While aluminium recently was classified as a CRM itself, the focus on this report has been more on the losses and possible recycling of the minor CRMs often associated with aluminium.
In our statistics, we have included CRM issues from several stages of the aluminium value chain.
Waste with high content of CRM from the aluminium sector comes in roughly three fractions;
- Dross and dust from primary aluminium with content of natural contaminants from the alumina and carbon.
- Dross and dust from secondary aluminium with content of alloying elements, surface treatment materials, fixed and glued components as well as treatment salts.
- Spent pot liner from primary aluminium production.
There are also other waste fractions, such as anode butts, but the main focus of this report is on these three larger fractions. Limited information about chemical composition of these waste streams is available. While some references from Nordic aluminium industry have been identified, the calculation of CRMs in these waste streams have therefore also been supplemented with analysis from aluminium smelter waste outside of the Nordics.
Primary aluminium and its wastes
All primary aluminium comes from bauxite today, and many bauxite resources also contain CRMs.
It is well known that gallium is supplied entirely from recovery of upstream waste product from bauxite processing. But even germanium, indium, scandium and rare earths are common in bauxites.
To some degree these CRM metals follow the aluminium oxide feedstock to the Nordic primary aluminium smelters in Norway, Sweden and Iceland, where they either dissipate into the aluminium metal as a contaminant (most aluminium sold from the Nordics have a 99,5% purity) or end up in wastes from the smelters. The content of these CRMs in the primary waste fractions are included in our statistics. There are also other waste fractions from this sector with lower CRM content that is not included on this list.
For all practical purposes, all aluminium sold from the primary smelters, and all aluminium components imported to the Nordic countries are alloyed. Some of these alloys are also CRMs, such as manganese, titanium and REEs.
Secondary aluminium and its wastes
When aluminium becomes scrap and is collected, sorted and sent to a secondary smelter, both the original contaminants and the alloying elements will to some degree end up in the dross from the secondary smelters. Aluminium scrap contains significant amounts of other chemical elements and need a lot of treatment before it may be used again. When aluminium from shredded cars with iron and copper beaten into it or old beer cans with cigarette buts and colourful lacquers on it is put into a smelter, it is far from a high-quality alloy. Salt is added, normally potassium chloride, to bring some of the contaminants out of the melt, and quite often is primary aluminium added to dilute the contaminants. Monitoring the material flow and contaminant levels are key to succeed in aluminium recycling.
This dross comes during the melting and is made by a mix of salts and oxides that generates on the top of the melt and is regularly scraped off during the processing.
Dross from secondary aluminium production is very different from dross from primary smelters, as it is less in volume due to little loss of aluminium oxide but rich in many CRMs.
Lucheva et al. Non-waste Aluminum Dross Recycling. J. of the University of Chemical Technology and Metallurgy. 2005.
Afolabi et al. Compr. strength behaviours of lagoon-water cured cement-aluminum dross concrete. Kufa J. of Eng. 2021
Sedo, Jan. Processing method and dross dust fractions properties in the Confal Inc. European Scientific Journal May 2015
Yang et al. Investigation of leaching kinetics of alu. extraction from sec. Alu. dross with use of HCl. Hydrometallurgy 2019.
Singh et al. Quantitative determination of metals in waste aluminum dross. IOSR JAC 2018.
Lin et al. Recycling of aluminum dross for producing calcinated alumina by microwave plasma. Sust. Env. Research 2022.
Wan et al. Synthesis of Cryolite (Na3AlF6) from Sec. Al. Dross Generated in the Al. Recycling Process. Materials 2020.
SPL – Spent Pot Liner
The cathode of a standard primary aluminium electrolysis cell is a thick carbon cladding isolated with refractory bricks from the surroundings. These cathodes become saturated with fluorides and several metals that do not easily dissipate into aluminium or evaporate. Hence, the SPL functions as an enrichment point for certain elements in low concentrations in the feedstock.
Currently, SPL is registered as a hazardous waste all over the world and strict and costly treatment is needed.
Ghazizade et al. Landfilling of prod. SPL in alu. Ind.: proposed method in dev. countries. 1st Int. C. on Final Sinks 2010.
Kristensen et al. Mindre deponering av farlig avfall. Bergfald Miljørådgivere 2019.
Aluminium alloys and the CRM dissipation problem
Both the success and challenges of aluminium rests on alloying. For all practical purposes, all aluminium put on the market is alloyed. Most common is standard alloys with silicon and magnesium. These are common and lightweight metals that for many alloys have a generous window of composition, i.e. meaning that if silicon is cheaper than aluminium, a little more is added and vice versa.
Base transition metals such as copper, manganese, titanium, zinc are also rather common in many alloys. For niche alloys,
Teixeira et al. 2022. Optimization of Water Leaching of Chlorides from Aluminum Salt Slag. Minerals.
When post-consumer aluminium scrap is collected, it is only to a limited extent sorted into different alloys. Consequently, the niche alloying elements are to a large degree lost.
Arowosola et al. 2019. Est. div. and dissipative loss of critical metals in the alu. automotive sector. RC&R.
Jafari et al. 2014. Classification and Reactivity of Secondary Al. Production Waste. American Society of Civil Engineers.
Tsakiridi et al. 2016. Cyclones and fabric filters dusts from sec. alu.flue gases: a character. and leaching study. EST 2016.
Särkkä et al. 2018. Inv. of municipal solid waste (MSW) and ind. landfills as a pot. source of sec. raw materials. Detrius.
Wibner et al. 2021. Studies on the Formation and Processing of Al. Dross with Particular Focus on Special Metals. Metals.
Han et al. Effect of Flux on the Rec. Behavior of Valuable Metals during the Melting Process of Alu. Can Scrap. AMM 2021.
Three Nordic countries have primary aluminium production, and the volumes of potential CRMs from SPL and dusts from these producers have been allocated to each country according to registered primary aluminium production in 2021. Dross from both primary and secondary production is treated in one particular plant,
This plant is a client of Bergfald Environmental Consultants.
The average gallium content of alumina, as used by the primary smelters in the Nordic region is appr. 70 mg/kg.
Aarhaug, TA. Aluminum Primary Production Off-Gas Composition and Emissions: An Overview. JMMMS (TMS) 2019.
Shimanskii, A. Alu. Smelting Carbon Dust as a Pot. Raw Material for Gallium and Germanium Extraction. JMMMS 2021.
Li, H. The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation. Metals, 2021.
Aarhaug, TA. Aluminum Primary Production Off-Gas Composition and Emissions: An Overview. JMMMS (TMS) 2019.
Adham, KG. Ac. and Chr. Eff. of Alu. Smelter Dust on Hemat., Metal Bioacc. and Oxidant-antioxidant st. in rat. ASD2020.
Silicon industries
The Nordic countries have a large silicon industry, in particular with major upstream operations. This includes large quartz quarries, silicon metals producers such as Elkem and Wacker in Norway and Bakkisilicon in Iceland, ferrosilicon producers such as Elkem and Finnfjord together with silicon carbide producers such as Fiven and Washington Mills in Norway, and silicon nitride producers such as Vesta Si in Sweden. There are also several niche producers, such as ultrapure silica from The Quartz Corp and high purity silicon from Elkem.
In general, these value chains generate little slag compared to other metallurgical value chains,
Müller et al. Material Flow Analysis of FeSi Furnace at Elkem Bjølvefossen. NTNU 2020.
Hustad, H. Tapping of FeSi Furnaces. M.Thesis NTNU 2018.
The dust from the smelters is a valuable material in itself that is sold.
EU has chosen to place silicon metal on the CRM list. That is probably mostly due to the downstream significance of the products, and not the availability of the element or the processing capacity upstream.
The Nordic metallurgical silicon and ferrosilicon smelters have rather small slag volumes, but the slag have a broad distribution of contaminant metals, partly received from the carbon sources.
Næss et al. Element Distribution in Silicon Refining: Thermodynamic Model and Industrial Measurements. JOM 2014
Recycling of postconsumer silicon products will, with a few notable exceptions, probably be rather costly and difficult compared to the ease of accessing quartz and other primary silicon sources. Solar panels are the main exception. While almost all solar panels have a long lifetime of use, there are some losses and waste. Extreme weather events or armed conflicts might destroy panels. When panels get old, in general more than 30 years, short circuits and other problems become more frequent.


Figure A6 High age, extreme weather and war might destroy solar panels.
Photo Adobe Stock.
Photo Adobe Stock.
Some of the panels installed in Europe and the Nordics are cadmium-based, but most are based on high purity silicon, with silver treads on the front, an aluminium frame and protected by a thin layer of silica-based glass in front. The volumes of scrapped panels are still small, but we should expect a sharp increase in the coming years, due to more of all the three factors destroying panels: age, weather and conflicts.
It is fair to say that on the one hand, it should be rather straightforward to efficiently separate the fractions in a solar panel. On the other hand, this sector is still not fully mobilized and developed.
Both metallurgical and hydrometallurgical methods have been developed to process the sorted silicon cell material.
Yi et al. Recovering valuable metals from recycled photovoltaic modules. J. of the Air & Waste Management Ass. 2014.
Other Industrial CRM-sources
Ferroalloys
The ferroalloy sector is large in the Nordics with four manganese plants in Norway: Ferroglobe Rana and Eramet Sauda, Kvinesdal and Porsgrunn. Combined, this sector produces appr. half a million ton of slag, dust and sludge. Silicomanganese slag dominates in volume and is currently marketed as “Silica Greenstone”. This slag is chemically inert and contain very low levels of CRMs,
Miniggio et al. Environmental Aspects of Utilising Silicomanganese Slag as a Cement Substitute. B.Th Agder Uni. 2020.
Pedersen et al. Bærekraftig Gjenvinning av Metaller fra Manganslam via Syreleaching. Batchelor Thesis 2022.
Norway also has significant ferrosilicon production with a plant in Finnfjord and the Elkem plants in Rana, Bremanger, Thamshavn and Bjølvefossen. Elkem also has a plant in Grundartangi, Iceland. These plants are producing relatively low volumes of slags and wastes, and the CRM levels are low. One exception to this might be the production of foundry alloys that takes place partly in Grundartangi and partly Bjølvefossen, as these alloys include magnesium and mischmetal from China. As the reported total volumes of slag is more or less one thousand tons, they have been included in this report.
In both Sweden and Finland, there is significant chromium steel production. This production is included in the steel section, while the Vargöen Alloys plant has been included in the Ferroalloys section.
Geothermal brines
Iceland has a large fleet of geothermal energy plants. These emit mineral rich water. In other countries, such geothermal effluents have proven rich in CRMs such as lithium. However, it seems that most of the brines currently used in Iceland are less CRM rich. Numbers from this sector are included in the statistics of this report, but only provide a minor contribution to the possible waste related CRM supply.
Pyrite ash
The burning of pyrite (iron sulfide) provides both processing heat and sulphuric acid. Sometimes, pyrite resources are influenced by copper-containing chalcopyrite or other transition metal sulphides.
Oliveira et al. Chemical comp. and minerals in pyrite ash of an abandoned sulphuric acid production plant. ACP 2015.
Waste from discarded components, assembled products and decommissioned infrastructure and waste treatment.
WEEE
Waste Electric and Electronic Equipment (WEEE) is a term covering every manmade product through which electric current is supposed to pass and is strictly regulated by both the WEEE directive
Printed Circuit Boards
Printed Circuit Boards (PCBs) carry quite many of the CRM-containing components in WEEE. Indeed, almost the whole periodic table is represented in a pile of mixed PCBs.
While there are other components with CRMs in WEEE, such as screens and motors, the PCBs dominate in complexity and also the overall volume for some of the elements. PCBs come in all sizes from huge server boards to tiny sensor components. Composition is likewise highly diverse, with only metals such as gold and copper as common for all PCBs.
The collection of data on chemical composition of CRMs in PCBs over time is very extensive,
Kristensen et al. Økt gjenvinning av kritiske råmaterialer. Bergfald Miljørådgivere for RENAS 2022.
It should be noted that not all PCBs are removed from the recycling plants for dedicated treatment. Small items are often lost, and items with welded or glued chassis are often sent directly to incineration without sorting.
Most importantly for CRM recovery though, is the smelters. PCBs are sent to major smelter hubs such as Boliden, Aurubis and Umicore with plants located in Sweden, Finland and Norway. These plants are originally built to process high grade copper ores, and have all a long history and industry leading metallurgical insight. Over a long time, these smelter hubs have developed new and advanced technologies to recycle lower grade ores, increase recovery, decrease slag and emissions and introduce recycling of byproducts. Indeed, these plants now recycle gold, silver, PGMs in addition to copper, as well as to some degree nickel, cobalt etc.
However, most of the CRMs in PCBs are not recycled when they are put into the copper furnace. Instead, it ends up in the slag
Andertun et al. Long-Term Leaching Effects on CaO-Modified Iron Silicate Slag. Minerals 2022.
Indeed, of the 70 elements commonly found in PCBs, 10 are recycled – while the rest is lost. Amongst the rest are 35 CRMs. As seen from the graphics below, the content of these non-recycled CRMs has increased over time, and most notably in the last few years.
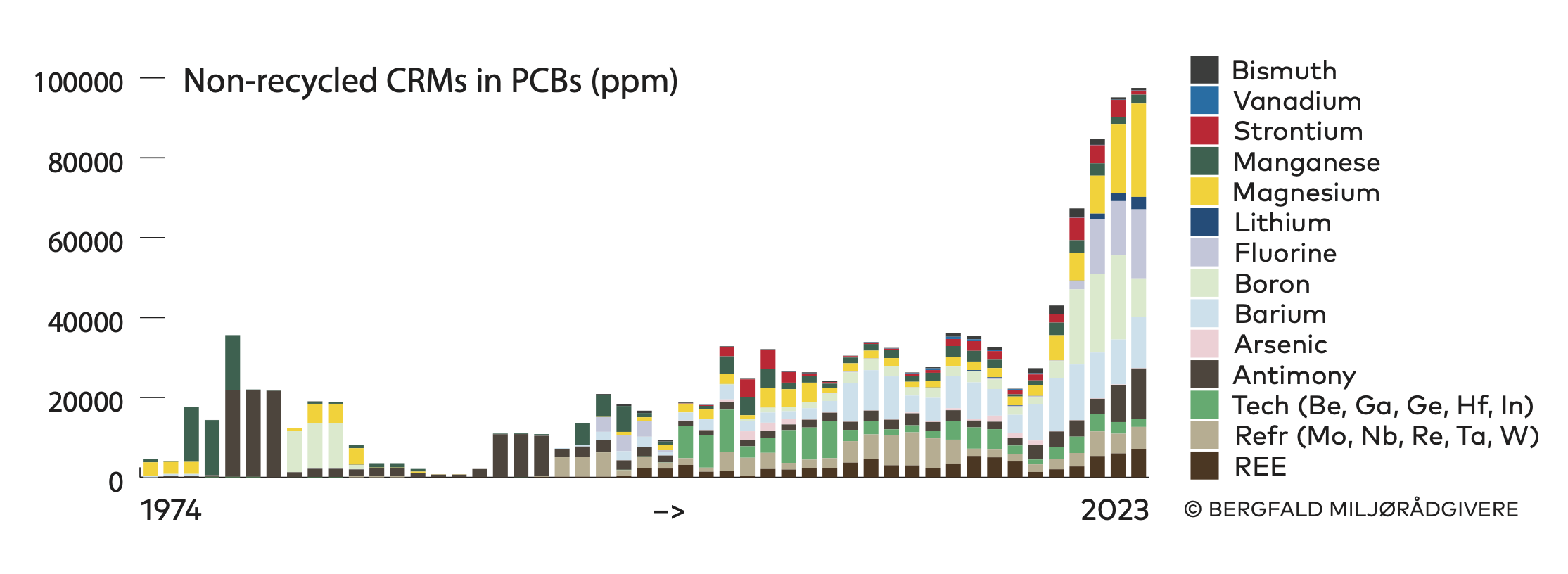
Figure A7 Increasing loss of CRMs from WEEE. While the EE-industry increasingly use advanced elements in electronics, the recycling industry keep focus only on a few elements, such as gold and copper. CRMs are lost in the recycling industry.
Source and illustration: Bergfald Miljørådgivere.
Source and illustration: Bergfald Miljørådgivere.
Indeed, the overall situation is dire. Out of the 50,000 tons of PCBs placed on the Nordic market annually, almost all of the CRMs are lost; due to a multitude of challenges:
- Important sectors are exempt, such as automotive.
- Collection degree of small items is low, a lot is lost to MSWI.
- Industrial sorting is focused on copper/gold, with loss of minor items.
- Industrial recycling not able to recover 35 of the 45 CRMs found in PCBs.
Cables
Cables are a major consumer of large volume CRMs such as copper. In fact, cables are the main consumer of copper in all markets. Globally, the total market for cables and wires are estimated at 25 million tons (all segments, both Al and Cu cables), giving an annual consumption in the Nordic market off appr. 440,000 tons. A third of this tonnage is polymers. It is also expected that at least half of the tonnage is placed in infrastructure that is later decommissioned without returning to a recoverable waste stream. This includes copper wires from abandoned rail lines, copper wiring in houses not removed during rewiring, cables dug down in urban infrastructures etc. This copper, and its alloying and structural co-elements are neither lost, nor recovered. It remains available for urban mining at a later stage.
For our waste statistics, we have used the Norwegian statistics for large cables delivered for recycling in 2022, which was 18.721 tons. Norway represents 29,3% of the Nordic GDP, so estimated large cable supply would be 63.894 tons. In addition, there is some minor volumes from household cables, minor wiring etc, so we have set 65,000 tons as a conservative estimate.
It is estimated that half of what is put on the market is also returned to a recoverable waste stream. Indicating a substantial accumulation of metals in the society, both of material in use as well as out of use and abandoned.
Some of the cables that is reaching a waste processing plant is actually recovered by some of the dedicated cable shredders (LINK), while some are lost in other shredder waste from cars and WEEE. As seen from shredder waste, copper and other metals levels are high.
For the statistics, we have used an average of different types of cables and wires, such as this composition of standard copper cables,
Blinova et al. Importance of recycling the waste-cables containing copper and PVC. Slovak Tech Uni. 2021.
Lambert et al. Copper leaching from waste electric cables by biohydrometallurgy. Minerals Engineering 2015.
Basliu et al. Recovery of copper from waste cables used in electrical applications. Met. and Mat. Sc. 2015.
Celik et al. Recycling of waste electrical cables. Material Science & Engineering International Journal 2019.
As the circular economy grows, copper will face the same problem that currently is growing in the steel and aluminium sectors; the many alloys and contaminants that recycled copper brings with it may complicate or even poison the next generation of recycled metal.
Loibl et al. Current challenges in copper recycling: aligning insights from material flow analysis with technological research developments and industry issues in Europe and North America. Resources, Conservation & Recycling 2021.
Motors
Efficient electrical motors based on the strategic and critical raw material neodymium have been one of the most important game changers in modern industrial history. These efficient motors have made EVs more attractive than ICEs for the common man, as well as increased efficiency in electric components from the smallest sensor to the biggest windmill.
Statistics in this sector is however unreliable, partly due to rapid changes in magnet composition and motor design in EVs, increased reclaiming schemes from OEMs and a substantial aggregation of material in long term items such as power generators.
Based on access to industry insights,
Bergfald has been consultant on a regular basis to several REE companies since 2005.
At present, there is recycling capacity in Europe for neodymium from scrapped magnets which are unutilized. This is due to bottlenecks in collection and sorting of magnets. A main topic for Nordic CRM strategies should therefore be how magnets can be efficiently collected for recycling.
LED/Screens
Diodes are very important components for several sectors. Almost all new light sources and illumination technology placed on the market is currently based on diodes, and almost all of these diodes are based on a gallium platform.
Similarly, screens are also increasingly based on diodes. Hence, we have for the statistics aggregated these different diode-containing component into one group.
So far, no significant recycling of WEEE-gallium exists. The current gallium recycling industry is only processing industrial scrap, although several teams are active at looking at different
Rebello et al. Reciclagem de lampadas de led inserviveis : Panora atual e perspectivas futuras 2020.
Nagy et al. Recycling of gallium from end-of-life light emitting diodes. Arch. Metall. Mater. 2017
Chen et al. Recovery of Gallium and Indium from Waste LEDs. J.of the Korean Inst. of Res. Recycling 2020.
Wei et al. Opt. of extraction of valuable metals from waste LED via response surface method. Trans.N.M.Soc. China 2023
Mir et al. A Review on Recycling of EOL LED for Metal Recovery. The Minerals, Metals & Materials Society 2022.
Nikulski et al. The Potential and Limitations of Critical Raw Material Recycling: The Case of LED Lamps. Resources 2021.
Batteries
Batteries are one of the largest consumers of CRM metals today, and one of the sectors with highest growth. Still, the volumes of material available for recycling is low. Indeed, with the long operational life span of most CRM rich batteries, the battery sector can be expected to build up a large user pool of metals in the years to come. This growing sector will require large volumes of primary CRMs regardless of how well CRMs are recycled at the same time.
The statistical overview in this report shows that the dominant waste stream from batteries are still the old-timer lead-acid start batteries. These batteries are well proven and based on feedstock largely supplied in the form of waste or byproducts from other industries; lead from zinc refining and sulphuric acid from copper/nickel roasting. The lead-acid battery technology is mature, robust, cost effective but inefficient. The collection rate is very high, sometimes more than 100%, meaning that consumers are tidying and emptying old garages etc – which is a favourable situation. The collected batteries are sent to one central plant in southern Sweden. This Boliden owned plant specializes in battery recycling and recover battery materials very efficiently.
Neistrøm, L. Characterisation of Used LABs for Feed Optimisation in Secondary Lead Production MSc Thesis 2018.
These numbers are included in the Jarosite-chapter.
Lead-acid-batteries show fluctuations in material composition over time, for example regarding the content of antimony and bismuth as lead alloy materials. While most of the start batteries are used for mobile applications such as cars, there are also niche markets for stationary applications such as power banks for solar cells at cabins etc.
As antimony is classified as a CRM, and the lead in start batteries normally is alloyed with antimony, this could be a possible future source. However, unless the societal needs for antimony changes from today – it seems unnecessary to take any significant initiatives towards this material stream. The recycling rate is high and efficient, and the materials are available if needed.
In the statistics of this report, a list of references is used
Ogheneortega, Oji John. Harnessing Nigeria’s Abundant Lead Ore Deposits for the Dev. of LAB Materials. Nat. & Sc. 2012.
The alkaline batteries are well known household applications such as flashlights, smoke detectors or toys. Historically, these batteries had high levels of mercury and represented significant environmental risks. The last decades they have however been based on different compositions of zinc and manganese, of which only manganese is considered CRM. As these batteries are small, the collection rate is not that great. According to Eurostat, the category Portable Batteries have a Nordic collection rate varying from 47% in Sweden to 77% in Iceland.
Portable batteries are sorted manually at the EPR plants in the Nordic countries. The alkaline batteries
Falco et al. Study of a pilot plant for the recovery of metals from spent alkaline and zinc-carbon batteries with biological sulphuric acid and polythionate production. Lat. Am. appl. Res 2014.
Ebin, Burçak. Investigation of zinc rec. by hydrogen red. ass. pyrolysis of alkaline and zinc-carbon battery waste. WM 2017.
Romo et al. From spent alkaline batt. to ZnxMn3-xO4 by a hydromet. route: synth. and characterization. RSC Advances 2018.
Portable batteries based on Nickel-Cadmium
Huang, K. A Novel Process for Recovering Valuable Metals from Waste Nickel−Cadmium Batteries. ES&T 2009
Blumbergs et al. Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review. Metals 2021.
Lin, Sheng-Lun. Char. of spent NiMH batteries and a preliminary econ. evaluation of the rec. processes. JA&WMA 2015.
Shin et al. Recovery of el. Powder from spent NiMH batteries. Arch.of Met. and Materials 2015
The NiMH are the only batteries with rare earth content. It is not uncommon to talk about rare earth as an important input in batteries for the Green Shift, but that is an outdated perspective based on NiMH. The first fleet of any major size of modern electric vehicles was the Toyota Prius, a HEV equipped originally with a NiMH-battery. The NiMH design at the time was based on mischmetal, a commonly used tradename for a mixed rare earth metal. Mischmetal at that time was just crudely processed LREE that was reduced without prior separation. The main use for mischmetal at the time was for lighter flints and in cast iron inoculants. When the Prius became popular, that stressed the mischmetal market, and provided shortcomings in the supply chain, creating a myth about difficulties in providing needed rare earths in EV batteries.
Three conditions have changed since the early days of Toyota Prius; all EVs are now on different lithium platforms without the need of any REEs. LREE separation technology has drastically improved in performance and costs, separating the current mischmetal components cerium and lanthanum from the remaining REEs. Most importantly, the market for neodymium has drastically changed the REE industry with the result of lanthanum and cerium currently being classified as low cost/worthless byproducts. Nobody can afford letting neodymium be in mischmetal anymore, so mischmetal today is a lanthanum-cerium alloy produced from separated LREEs.
Anyway, NiMH legacy batteries are coming in, but only the nickel content should be regarded as both valuable and critical today, lanthanum and cerium are not.
Lithium based batteries was developed by a team of chemists under the brilliant leadership of John B Goodenough – a later recipient of the Nobel Prize in Chemistry.
Goodenough, John B. How we made the Li-ion rechargeable battery. Nature Electronics 2018.
A lithium battery moves the electricity with the charge of the very small lithium ion. Lithium is the third element of the periodic table, only hydrogen and helium are smaller. Indeed, there are no elements able to carry an electric charge better than lithium. But the lithium charge carrier is a very small part of a lithium battery, only 2–3% or 8–12 kgs of an EV battery of 4–500 kgs is lithium. The bulk of the batteries are graphite in the anode and the transition metals nickel, manganese and cobalt etc in the cathode, and surrounded by the aluminium casing holding all in.
Getting back to the small battle of cobalt sulphate in the lab of chemist Goodenough; cobalt is not really any better than nickel and several other of the transition metals. But from a supply perspective, it is very different. When the first lithium battery was introduced to the market on a LCO platform, the global cobalt industry was only 33,000 tons, and the new batteries immediately spurred a global frenzy, including shortcutting supply lines with unacceptable mining operations in Congo.
Had the first lithium batteries been started with nickel instead, which is as good as cobalt, the global supply line would have started at more than 1 million ton, not creating any mining stir at all.
As the current global consumption of cobalt into the battery industry 30 years later is appr. 120,000 tons, it is obvious that a small bottle of nickel sulphate instead of cobalt sulphate would have started this industry on a much more sustainable footing. Indeed, today nickel is the main battery metal, and cobalt is used in smaller volumes and increasingly in smaller niche applications. It is not entirely obvious that there are any new batteries produced and sold in the Western world based on cobalt at all in 2030.
We were not successful in finding reliable data on the different battery chemistry of high voltage batteries that are finally disposed in the Nordic. We have tried several written and oral attempts towards the responsible EPR scheme in Norway, without reply. Hence, we have based the battery figures on a UK report, where extracted black mass has been analysed and reversed engineered combined with a look at sales statistics 5–10 years back in time. The adapted estimate for the Nordics is henceforth tainted with significant uncertainties. It should also be noted again that battery chemistry is developing fast and slightly unpredictably, adding to even more uncertainties when considering future volumes.
Turek, A. The Necessity of Rec. of Waste LIB Used in EVs as Objects Posing a Threat to Human Health and the Env. 2018
Gaines, L. Life-Cycle Analysis for Lithium-Ion Battery Production and Recycling. Argonne National Lab 2011.


Figure A8 Companies like Akkuser (Fi) and Hydrovolt (N) are providing excellent LIB recycling services.
Photo top Akkuser.
Photo bottom Hydrovolt.
Dykes, Blake. The recycling of Lithium batteries. MSc Thesis University of Queensland 2018
Photo top Akkuser.
Photo bottom Hydrovolt.
Research published in 2023 has shown that spent EV batteries have less lithium in the batteries than listed in the specifications,
Waidha, A. Recycling of All-Solid-State Li-ion Batteries: A Case Study of the Separation of Individual Components Within a System Composed of LTO, LLZTO and NMC. ChemSusChem 2023
Regarding the tonnage, we have estimated that the current situation is a steep aggregation of batteries, with sales of new EVs far outperforming the return of damaged and EoL LIB batteries.
Hence, we have sjablon-based our estimate at a total LIB-collection of 20% of current sales of EV-batteries, that the current sale is 200,000 units of 400 kgs each; resulting in 16,000 tons of LIB-batteries. We expect tonnage to grow significantly in the coming years, and the composition to change as much.
Hence, we have sjablon-based our estimate at a total LIB-collection of 20% of current sales of EV-batteries, that the current sale is 200,000 units of 400 kgs each; resulting in 16,000 tons of LIB-batteries. We expect tonnage to grow significantly in the coming years, and the composition to change as much.
It should be mentioned by many lithium batteries, particularly the portables, contain relevant levels of thallium.
Kang et al. Potential Env. and Human Health Impacts of Rechargeable Lithium Batteries in Electronic Waste. ES&T 2013.
Waste tires
Waste tires is a huge and rather homogenous waste fraction, generated in consistently large volumes.
The differences in composition between summer and winter tires, personal vehicles and buses, between different suppliers etc is minor compared to heterogeneity in most other waste fractions. While tires consist mainly of natural and synthetic rubber, it also has a high content of inorganic components. Some of this is the steel alloy fibres, but also the rubber itself has a high inorganic (metal) content. Some of these metals are intentionally used as additives to optimize tire properties, some of the metals are contaminants from processing, such as catalysts, some are natural contaminants from the growing of Hevea
Thepcalerm, C. Study of the mesostructured by AF4-MALS and of the mineral element comp. by ICP-MS. PhD Th. 2014.
Shahraki et al. High eff. Removal of heavy metals using tire-direved activated carbon vs commercial activated carbon: insights into the adsorption mech. Chemosphere 2021.
The synthetic SBR part of the tires is mostly produced with neodymium catalysts, efficiently dissipating about 1000 tons of neodymium annually on a global basis. As such, neodymium sufficient to build 1 million electric cars is lost into car tires - globally. If this is possible recover from the rubber has yet to be decided.
Although used tires in the Nordic countries is reported in national waste statistics as fully recycled, CRMs in the tires are not. Car tires shredded and used as filtering medium in landfill is classified as recycling, as does export to Turkey for use in clinker plants, so the potential for better recycling efficiency should be obvious, not only regarding CRMs. Indeed, projects are now maturing trying to implement cryo- or pyro-technologies for real material recycling of parts of the composition, for example carbon black (REF). One of the benefits with these technologies is that it also liberates steel fibres and some of the other inorganic content. One project of particular interest could be the new plant of Svensk Dekkåtervinning, and the possible downstream processing by Rubber Innovation. This site might be further developed to also extract and recover some of the critical metals content. It could be that pyrolysis will open up the path towards recycling of lot of inorganic material of high value.
Naveed et al. Gasification Characteristics of Auto Shredder Residue. J.Chem.Soc.Pak. 2011
For the statistics in this report the average content of several reports has been averaged, considering the difficulties of ICP analysis of a material such as rubber. Reports from Germany,
Nogueira et al. Char from Spent Tire Rubber: A Potential Adsorbent of Remazol Yellow Dye. J.ofCarbon Research 2019.
Trezza et al. Scrap Tire Ashes in Portland Cement Production. Materials Research, Vol. 12, No. 4, 489-494, 2009
Jeong et al. Toxic metal conc. and Cu–Zn–Pb isotopic comp. in tires. Journal of Analytical Science and Technology (2022.
O’Loughlin et al. Analysis of Tyre Tread for Metal Tracers with Applications in Environmental Monitoring. Env. Int. 2023.
Lönnermark et al. Emissions from Tyre Fires. SP Fire Technology 2005.
Khrunyk et al. EIA of alternative fuels co-processing in rotary cement kilns. Inżynieria i Ochrona Środowiska 2014.
National annual volumes of scrapped tires are estimated at 70 kt for Norway, 90 kt for Sweden, 50 kt for Finland, 40 kg for Denmark and 5 kt for Iceland, based on conversations with tire return schemes and recycling industry representatives in the Nordics.
Suggestions for improved legislation:
- Ban the use of waste tires as infill/drainage layers of landfills.
- Ban the export of waste tires out of EU/EEA, including export to Turkey, Morocco etc.
- Incentivize the development of non-Neodymium SBR-production.
The shredder plants
The largest and most visual component of the Nordic recycling infrastructure is the shredder plants. Large, metal-containing waste such as scrapped automobiles, production machines, cables, pole etc has for centuries been collected, sorted and recycled due to inherent metal values. Increasingly, as the society has taken in new metals and alloys, and environmental requirements have increased – so has the technological level of this infrastructure. Within the span of only one generation, this sector has developed from scrapyard to process industry.
Today, cars and other large equipment is received, oils and hazardous materials such as lead batteries are removed before the remaining components are beaten and shredded into small pieces in large mills. The main set up for these shredding mills include multistep separation towards iron with magnets, aluminium with Eddy current and copper/brass with sieving, hand sorting or flotation. Some of these plants have developed over time into even more detailed separation systems, being able to distinguish between different alloys to a certain degree.
This industry is the main recycling infrastructure in the Nordic countries, it is represented with several plants in Norway,
Hovde, L.R. Analyser av lettfraksjon fra fragmenteringsverk. Hjellnes Consult 2007.
Stanicic a et al. Fate of lead, copper, zinc and antimony during chemical looping gasification of ASR. Fuel 2021.
Faust et al. Interactions between ASR and Olivine BedMaterial during Indirect FB Gasification. Energy&Fuels 2021
Jagodzinska et al. Can torrefaction be a suitable method of enhancing shredder fines recycling? W. Management 2021.
Nedenskov et al. Shredder Waste and mixed waste, DHI Miljø 2011.
Hjelmar et al. Treatment methods for waste to be landfilled. TemaNord 2009:583
Boldrin et al. Life cycle assessment of shredder residue management. Miljøstyrelsen 2015.
Nieminen et al. Gasification of shredder residue. VTT 2006.
Although the scrap industry has been through significant development in the last three decades – it is still a volumes industry. The core fractions are iron, copper, aluminium, and burnable fluff. As the scrap these plants are receiving are containing increasing levels of CRMs, this industry today represents one of the potentially largest losses of Critical Raw Materials, and at the same time a sector where similar potential for CRM-recovery with limited efforts of costs.
The metals
So far shredder plants are mainly built to recover the three main metals; iron, aluminium and copper. Legislation, permits, technological recycling concepts are all geared towards this. However, the metal coming out of these shredder plants are far from homogenous often containing 5–10% of other metals than the main metal. A thorough report from Germany in 2020 showed that the iron fraction from shredding of used cars actually only contained 92% iron. The rest was other metals, like aluminium, zinc and several CRMs.
Sander et al. Evaluierung und Fortschreibung der Methodik zur Ermittlung der Altfahrzeugverwertungsquoten durch Schredderversuche unter der EG-Altfahrzeugrichtlinie 2000/53/EG. Umweltbundesamt 2020.

Figure A9 A scrap bin in a Norwegian iron foundry, promoted by the Auto Recycling scheme Autoretur.
Iron
Some of the metals following the iron, such as chromium and nickel will mainly stay in the steel and provide some minor benefits. However, for many of the other metals, the metals can make problems. Manganese will mostly migrate to the slag and be lost. Zinc will evaporate from the furnace, then cool down and precipitate in the EAF dust, where it might later be recovered. Copper, on the other hand, mainly stays in the iron, and is an increasing problem for the steel industry.
Daehn et al. How Will Copper Contamination Constrain Future Global SteelRecycling? Environ. Sci. Technol.2017

Figure A10 Example of actual content of iron fraction from an automotive shredder.
(Facsimile from Sander 2020).
As steel scrap currently contain 0,2–0,5% copper, and increasingly, steel is arguably one the largest sinks or sources of loss of this CRM. The losses of copper into steel alone represents volumes comparable to the full production from 10–20 medium sized copper mines. Indeed, improved sorting at shredder plants and other parts of the recycling infrastructure may not only be beneficial – it might be fundamental to keep the recycling of steel at a sensible level.
When copper first has entered the recycled iron melt, it cannot be extracted without huge energy costs and losses of material. Indeed, the industry handles this today with blending of different scraps and dilution with pig iron as well as systematic downcycling. Scrapped car steel is used for rebar and manhole covers – only to a limited extent is it used in new cars.
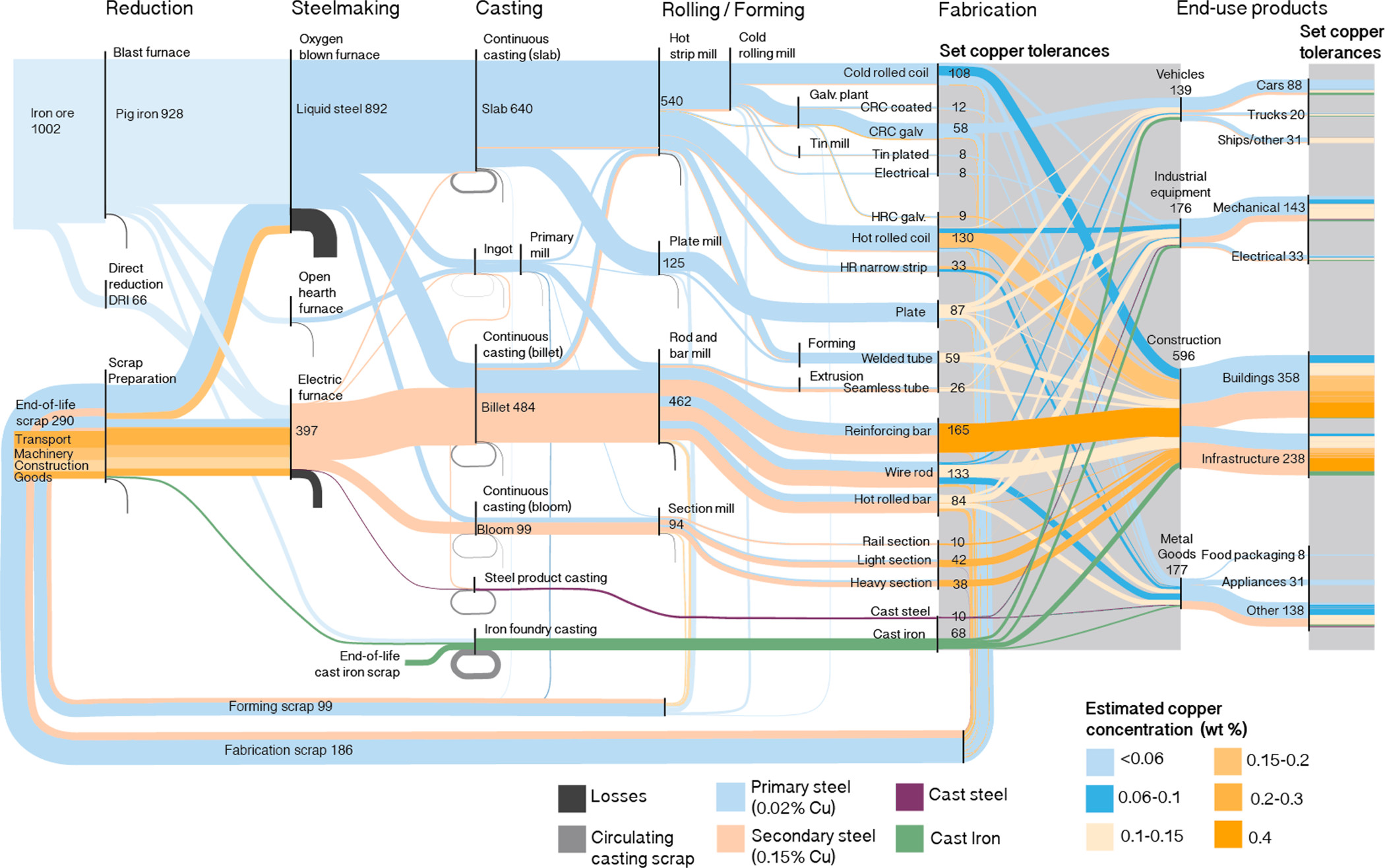
Figure A11 Systematic downcycling of iron from high end to low end applications to avoid copper contamination. (Daehn et al)
Illustration Environ. Sci. Technol. 2017, 51, 11, 6599-6606.
As recycling degrees of iron increases, this will become an intolerable problem mandating new and strict upstream separation requirements.
Aluminium
For aluminium, the situation is even worse. The European aluminium association has stated that “the main flaw in current recycling processes is the practice of shredding the car as a whole which results in a mix of alloys: dismantling aluminium components before the shredder could be a solution”
The problem has been clear for some time. High quality aluminium from extruded, rolled or wrought components have been mixed together and used as feedstock for casting components, efficiently making casting alloys the trash bin and end station for aluminium. Indeed, already ten years ago, the Norwegian Aluminium Industry expressed concerns that the casting alloys sector had been filled up with scrap from automotive recycling.
Modaresi et al. Component- and Alloy-Specific Modeling for Evaluating Alu. Recycling Strategies for Vehicles. JOM 2014.
Without large leaps in alloy sorting efficiencies, the aluminium sector will continue a practice with substantial blending of secondary aluminium with virgin material to achieve necessary quality standards, while large amounts of CRM alloy elements are lost in the downcycled products.

Figure A12 Tomra and more are working on aluminium alloy sorting. Improvements are needed.
Photo Tomra.
Photo Tomra.
In secondary aluminium plants it is common to treat the incoming scrap with different chemicals to get as much of the contaminants out before casting. This is detailed more in chapter regarding the aluminium industry, and the high content of CRMs in the drosses, salts and dusts from that industry. However, as most of the contaminant metals stays in the aluminium, there is at present a systematic downcycling of aluminium which is unsustainable.
The fluffy fraction – and the fines
Fluff is the basket definition of all the nonmetals, such as polymers, textiles and rubber that arise from shredding processes. The most common disposal of the fluff is incineration. Fines is as the word says the finer particles and dusts created when cars are smashed to pieces, a mix of everything. Both fractions also contain residual levels of metal particles. Combined, the fluff and the fines are generally categorized as “shredder residues”, a material that has no market value but must be disposed of as waste. Importantly, both the fluff and the fines contain all CRMs, and in large volumes. As cars and other equipment contain more and more advanced technologies, often as very small sensors etc – the many tiny bits and pieces ends up as a large total loss.
Fluffy electronics
Extensive work on mapping the loss of critical raw material has been done in cooperation between Swiss and Norwegian researchers, concerning the CRM content in automotive shredder residues.
Restrepo et al. Stocks, Flows, and Distr. of Critical Metals in Embedded Electronics in Passenger Vehicles. ES&T 2017.
Indeed, the mass balances produced indicate that the stock of the most critical CRM Neodymium in car electronics is higher than in all consumer electronics combined (computer, laptops, entertainment units, mobile phones, TVs, music systems etc). As an example, the reported volumes of shredder residues and the average levels of CRMs reported in them indicate an annual loss of 112 tons of neodymium and 11 tons of dysprosium. That is a volume from which 200,000 fully electric cars could have been produced – if the CRMs had been fully recovered.
Post-shredding separation of these many small items seems difficult and costly, though not entirely impossible. It may in fact be a more resource efficient and cost-efficient path to implement routines and regulations for pre-shredding dismantling of all car electronics, including sensors, and specific recycling mandates of such components equal to that of the consumer electronics.
Restrepo et al. Effects of car electronics penetration, integration and downsizing on their recycling potentials. RC&R 2020.
Currently, cars and all other rolling equipment (such as trains, bikes, buses etc) are exempt from the WEEE regulations that almost all other sectors are mandated by. Hence, this feedstock is currently lost into the shredder residues. Indeed, one of the lowest hanging fruits for increased CRM recovery before 2030 would be for the automotive electronics to be included in the WEEE mandates or have equal recycling requirements as all other electronics in the society.
The current recycling of electronics is not extracting the most critical CRMs, but substantial development work is ongoing to make that happen. Indeed, it is expected that technologies will mature, and recycling plants will be built in the years ahead.
Mass calculations
Cars and other equipment sold in different countries might have some minor differences in composition of critical materials that are ignored in this report. In establishing estimates of CRM content in these waste fractions, there are other parameters of much more importance. That would include sampling methodology, particle size, and time. For example, cars sold in Germany and Finland in 2010 had higher similarity in CRM-content than cars sold in either of the countries in 2010 and 2020. Indeed, time is more important than markets.
As to the total tonnage of shredder residue, insufficient updated data have been available. We have therefore used reported tonnages for the different countries from 1999 and multiplied with GDP development. That ends up with a shredder residue total of 638,000 tons. We have in parallel multiplied the numbers of scrapped cars in 2020
Finnish shredder residues are one of the few analysed for PGMs. Characterisation of shredder fluff and its content of minor WEEE-related CRMs.
Jalkanen et al. On the direct recycling of automotive shredder res. and electronic scrap in met. Ind. A. Met. Slovaca 2006.
Widmer et al. Scarce Metals in Conventional Passenger Vehicles and End-of-Life Vehicle Shredder Output. Supporting
Naidoo, A. An inv. of prop. of shredder fines and anal. of ash to find new ways of dealing with this waste. M.Thesis 2020.
Swedish work on use (and hence source) of CRMs in cars have been useful for calculating the overall numbers.
Cullbrand et al. The Use of Potentially Critical Materials in Passenger Cars. Chalmers 2012.
Haindl, S. Process analysis and concepts for thermal treatment of waste. MTh. 2016. Chalmers Uni.
SGU. Hållbar utvinning och återvinning av metaller och mineral från sekundära resurser. Regeringsuppdrag 2023.
To compliment lack of Nordic data, we have also included average numbers from ASR in UK,
Khodier et al. Challenges around automotive shredder residue production and disposal.
Ferella et al. Extraction of metals from ASR: Preliminary results of diff. leaching systems. Chinese J.of Chem. Eng. 2015
ELVES. Analysis of ASR from the Composition, Recycling and Recovery Trial for ELV in the R. of Ireland. 2016.
Sakai et al. An international comparative study of end-of-life vehicle (ELV) recycling systems. JMCWM 2014.
Shredder residues will typically have two disposals in the Nordics; the fluff consisting of mainly plastic and rubber with small pieces of metal in it will be burnt, either in MSWI plants or cement plants. The fines, consisting of high levels of metal particles partly diluted by hard plastic particles are generally landfilled. Both fractions have high levels of CRMs, but the fines fraction is of course of highest recycling and supply interest.
To some degree, also the fluff fraction is landfilled. The open-air disposal of finely ground metal particles together with fluffy plastic particles has shown to regularly result in uncontrolled fires. Indeed, every summer there are fires on landfills with fluff, which spread both halogenated organic toxins and heavy metals into the environment.

Figure A13 Landfilling of shredder fines results in fires instead of recycling.
Photo Varden.
Photo Varden.
One possible path for the Nordics would be to incinerate all fluff from Nordic shredders in one dedicated MSWI plant, to get a high-metal-ash suitable for hydrometallurgical downstream processing. This has been considered before,
Johansson et al. Separate comb. of selected waste streams to increase resource recovery from ashes. Re:source 2017.
The large question both for CRM recycling and for the quality of the iron, aluminium and copper coming out of the shredders are whether smashing waste together before sorting is a good idea. In order to improve qualities of both the main fraction of iron and aluminium – and provide a better possibility for CRM recycling, a development of this industry in direction of pre-shredder dismantling and sorting is the fundament.
Recommendations for future work:
- Consider structural changes to the shredder industry with mandates of increased pre-shredder sorting.
- Include all rolling equipment in all WEEE mandates. Mandatory electronics removal.
- Ban on landfilling of shredder residues.
- Ban on incineration of shredder residues with >1% CRM metals.
Ashes
The Nordic countries generate around 6 million tons of ashes from incineration of waste and biomass. Some of the ashes are utilized, as concrete replacement or fertilizer, while most of the tonnage is landfilled as either inert or hazardous waste. The levels of total CRMs in these ashes are averaging around 1% - representing a substantial loss of CRMs and a combined volume that should not be ignored as a potential feedstock for future CRM-recycling. Despite large volumes and consistent supply, the CRM-extraction from ashes will be challenging.
Ashes from waste incineration and biomass contain most of the periodic table.
Kalembkiewicz et al. The Physicochemical Prop. and Comp. of Biomass Ash and Ev. Dir. of its Appl. Pol. J. Env. Stud. 2018
The feedstocks for the biomass plants are also different.
Dijen, F. Bioefficiency - Influence of pre-treatment, blending and additives on ash composition (D6.2). 2019.
Perämäki et al. Occ. and rec. pot. of REE in Finnish peat and biomass combustion fly ash. J. of Geochemical Expl. 2019
Despite differences in origin and composition, the ashes are created every day, and will be indefinitely. If anything, it is more likely that the sector will increase rather than decrease in the years ahead.
As an illustration, the Nordic ashes contain a third of the regions need for REEs and all its need for the recently export-restricted CRMs gallium and germanium. The content of praseodymium/neodymium in the Nordic ashes would, if all is recovered be sufficient to build 200,000 electric cars – or approximately the current sale of EVs in the Nordic countries.
MSWI ashes has historically been regarded as problematic and sometimes hazardous which has created a need for safe disposal.
Holmstrøm, P. Aske som ressurs. Avfall Norge, 2012.
Maresca et al. Life Cycle Assessment of future management options for Danish MSWI fly ash. MST report 2019.
Skåra, A.R. Gjenvinning av verdifulle grunnstoffer fra saltutvasket flyveaske. M.Th, University of Oslo 2022.
Over time and due to adequate environmental legislation, the content of hazardous metals such as lead, mercury and cadmium have been declining. As electronic products get smaller and more advanced, the content of valuable metals such as copper (and gold) are slightly increasing in the products – and the increasing numbers of small items that end up in mixed waste fractions that are incinerated ends up in the ashes. Insufficient data makes it difficult to conclude, but our expectation is that the levels of minor metals, particularly the WEEE-related CRMs, are increasing both in concentration and tonnage.
While WEEE schemes all over the world, and in particular in the Nordics, have increased and improved the collection rate, we still observe a high influx of WEEE-related material to the MSWI streams. While the larger components that WEEE systems was originally built for, like TV-sets and computers, have a high collection and sorting rate, we observe a multitude of minute WEEE-components in the society that we expect to be discarded as MSW. Examples would be parcel ID trackers, toys, gimmicks, airpods, memory sticks, credit cards, ID cards, pointers etc. These generally end up in the MSW and later on the metals are found in the ash.
Toys are recently highlighted as a tsunami of WEEE waste.
Weight and volumes
When both waste and biomass is incinerated, many chemical reactions are active in sequence. Volatile metals such as zinc, thallium, mercury and cadmium tend to evaporate and precipitate either in the fly ash, while refractory metals such as molybdenum and rhenium stays in the bottom ash. This is similar for both waste-based and biomass-based incineration. Difference in design of the incineration process will to some degree influence speciation.
Due to limitations in oxygen during certain phases of the incineration process there will also be reductive reactions in certain zones, despite the dominant net process being oxidative leading to somewhat counterintuitive changes in metal components passing through the incineration process. As an example, aluminium components in MSWI plants absorb some CRM metals during the incineration – ending up with a different alloy composition than what was fed in.
Bottom ash is normally post-treated by magnetic separation, sieving and most commonly also eddy-current separation to get out larger components of aluminium which as expected will lead to reduced levels of metallic components in later bottom ash analyses.
A huge source of biomass ash comes from the forest industries. Indeed, almost all pulp, paper and wood processing plants have CHP boilers making their own steam from bark, sludges etc. Some of these boilers have been adapted also to use other feedstocks. For example, the Norwegian plant Norske Skog in Skogn operates a combined boiler for bark and sludge from recycled paper. The 25,000 tons of ash from this boiler has a high content of calcium, aluminium and silica from the paper fillers, but also high levels of some other metals. We have not differentiated these plants – all are included as bio ash in the statistics.
Søråsen et al. Kildekarakterisering av askeavfall fra forbrenningsanlegg. Norske Skog.
Iceland does not operate regular MSW Incineration plants and is instead exporting its waste. As far as we understand it, most goes to Sweden, but that will probably differ from year to year. As far as we know, there are no significant biomass boilers in Iceland, so bio ash production is limited to households and microunits. These volumes will be unpractical to collect, so it is ignored in this work.
Most of data for bio ash is combined fly ash, bottom ash, scales etc. As volumes of bio ashes increases, and technology for extraction of CRM matures – more detailed reporting should be initiated. There are large and systematic compositional differences between fly ash and bottom ash. There is also a significant difference in composition between urban and rural dominated ashes.
Ebert et al. Screening of untreated MSWI fly ash for use in cement‑based materials: chem. and ph. PSN Appl. Sc. 2020.
It has been conducted work in Denmark for mapping of REE and other CRMs in ashes from such different sources as MSWI in Greenland
Kirkelund et al. Greenlandic MSWIFA and MSWIBA as secondary resource in Mortar.: Int. J. Sus. Dev. Plann, 2016.
Kirkelund, G. Ch. of MSWIBA for pot. use as a subbase in Greenlandic road construction. Tech. Uni. of Denmark 2012.
Lima et al. Screening dilute sources of rare earth elements for their circular recovery. J. of Geochemical Exploration 2022.
Seres, S. Resource recovery from MSW fly ash. M.Th. Umeå University 2018.
Hanson, L. Characterization of bottom ash from MSWI as a possible element in concrete. M.Th. Chalmers 2017.
Kalmykova et al. Phosphorus recovery from municipal solid waste incineration fly ash. Waste Management 2013.
Fedje et al. Zinc recovery from Waste-to-Energy fly ash – A pilot test study. Waste Management 2020.
Tang, J. Removal and Recovery of Metals from MSWI Ashes by a Hydrometallurgical Process. PhD.Th. Chalmers 2017.
Johansson, K. LCA of tr. proc. for FA from MSWI – A comp. of the Ash2Salt process and existing tr. meth. SLU 2017.
Nedkvitne et al. Variation in chemical composition of MSWI fly ash and dry scrubber residues. Waste Management 2021.
The Finnish Forest Engineers Association estimates an annual production of 650,000 tons of bio ash in Finland.
Oksanen et al. Fertiliser prop. of wastewater sludge and sludge ash–a case st. from the Finnish forest ind. E.Ch.EngS. 2023
Pöykiö et al. Heavy metals leaching in BA and FA fractions from ind.-scale BFB-boiler for ERA. Tr.NFe Met. Soc. China 2016
Nordic Council of Ministers. BAT for combustion and incineration residues in a Circular Economy.
It has been more difficult to find the correct numbers for Denmark. Denmark has converted its coal fired power stations into biomass power stations, generating ash that is mostly used in the concrete sector. Some ash is reused as fertilizer,
Sørheim et al. Aske til oppgradering av biogass og som gjødsel. Bioforsk, 2015.
Hanssen, K.H. Tilbakeføring av treaske til skog. Norsk Institutt for Skog og Landskap, 2014.
Maresca et al. Recirculation of biomass ashes onto forest soils: Ash comp., mineralogy and leaching properties. DTU 2017
Astrup et al. Treatment and reuse of incineration bottom ash. Book 2016.
Maresca et al. LCA of air-pollution-control res. from WI in Europe: Imp. of comp. tech. and long-term leaching. WM 2022.
Rubidium is not regarded as critical by EU, but by USA, Russia and Japan. If EU is reconsidering its opinion, it is good to know that scientists from Finland has developed technology to extract rubidium from their wood/peat incineration ash. If necessary, Finland could easily supply the global need of rubidium from this circular source.
Nygren, Enni. Recovery of Rubidium from Power Plant Fly Ash. Dissertation 2019.
In the aggregation of data of CRM volumes in Nordic ashes, we have found good data for CRMs in MSWIBA
Engfeldt, C. Aska från energiproduktion – producerad och använd mängd aska i Sverige 2006. Svenska Energiaskor, 2007.
Johansson et al. Kritiska metaller i svenska avfallsaskor. SP Sveriges Tekniska Forskningsinstitut 2013.
Allegrini, E. Resource recovery from waste incineration residues. PhD Thesis 2014. DTU Denmark.
Hedenstedt et al. Korrosion vid lagring av slagg från avfallsförbränning Energiforsk 2016.
Alankangas et al. Kartläggning av restprodukter för efterbehandling og inhibering av gruvavfall. 2014.
Kessel, J. Recovery of Zinc from Municipal Solid Waste Fly Ash. M.Th. University of Oslo 2018.
We have also looked at some reports from neighbouring countries, where the data could supplement Nordic data on minor metals.
Maldonado-Alameda, A. Environmental potential assessment of MSWI bottom ash-based. J. of haz waste 2021.
Pérez-Martínez, S. Ch. and partition of val. metals from WEEE in weathered MSWIBA, with a view to recovering. JoClProd.
Kasina, M. Ass. of Val. and Critical Elements Rec. Pot. in Ashes from Proc. of MSW and Sewage Sludge Th. Treat. Res.2020.
Voisniene et al. Effect of MSWI FA on the properties, microstructure and durability of clay bricks. Ceramics-Silikáty (2020)
Prichard et al. Precious metals in urban waste. Water and Environment Journal 30 (2016)
Clausen et al. Ch. of IBA from a Danish WtE plant: a step towards closing the material cycle. GEUS Bulletin 2019.
As there will be consistent large volumes of ashes available for many years to come, research and incentives should be made to stimulate increased recovery of CRMs, and other beneficial elements. We will look deeper into these possibilities in phase 2 of this project.