4. Instruments and measures for better CRM-recycling in the Nordics
CRMA requirements
This chapter describes potential measures and instruments for how CRM-recycling in the Nordics can be increased and improved. Based on a set of criteria listed below, 85 possible measures have been identified, of which 16 have been given an extended description in this chapter. A complete list of all identified measures can be found in Appendix Table 2. The criteria for selecting potential measures include:
- High expected benefit in terms of increased CRM-recycling
- Supports solutions with a Nordic competitive advantage
- Relevance for as many Nordic countries as possible
- High cost-efficiency
- Addresses as many milestones as possible for increased CRM-recovery
- Contributes to resource utilization of the most/largest/richest possible waste streams
- Addresses recovery of as many CRMs as possible
Article 26 of CRMA requires member states to adopt and implement a national program that contains measures designed to help the EU reach its new targets for improved CRM-circularity. These targets are listed in Article 26 and include:
- improved technological progress and CRM-resource efficiency;
- increased waste prevention and re-use and repair of products and components with relevant critical raw materials;
- increased collection, sorting and processing of waste with relevant critical raw materials recovery potential, including metal scraps, and ensuring their introduction into the appropriate recycling system to maximise the availability and quality of recyclable material as an input to critical raw material recycling facilities;
- increased use of secondary critical raw materials, including through measures such as taking recycled content into account in award criteria related to public procurement or financial incentives for the use of secondary critical raw materials;
- increased technological maturity of recycling technologies for critical raw materials and promoting circular design, materials efficiency and substitution of critical raw materials in products and applications, at least by including support actions to that effect under national research and innovation programmes;
- ensure that measures are in place to equip their workforce with the skills needed to support the circularity of the critical raw materials value chain, including measures on upskilling and reskilling;
- where financial contributions are to be paid by the producer following its extended producer responsibility obligations under national law under Article 8(1) of Directive 2008/98/EC, promote the modulation of such financial contributions to incentivise a larger share of secondary critical raw materials recovered from waste, recycled in line with relevant Union environmental standards, to be contained in products;
- ensuring that critical raw materials that are exported after ceasing to be waste fulfil the relevant conditions following Directive 2008/98/EC and other relevant Union laws; and
- where relevant, support the use of Union quality standards for recycling processes of waste streams containing critical raw materials.
Article 26 of CRMA requires member states to adopt and implement a national program that contains measures designed to help the EU reach its new targets for improved CRM-circularity. These targets are listed in Article 26 and include:
- improved technological progress and CRM-resource efficiency;
- increased waste prevention and re-use and repair of products and components with relevant critical raw materials;
- increased collection, sorting and processing of waste with relevant critical raw materials recovery potential, including metal scraps, and ensuring their introduction into the appropriate recycling system to maximise the availability and quality of recyclable material as an input to critical raw material recycling facilities;
- increased use of secondary critical raw materials, including through measures such as taking recycled content into account in award criteria related to public procurement or financial incentives for the use of secondary critical raw materials;
- increased technological maturity of recycling technologies for critical raw materials and promoting circular design, materials efficiency and substitution of critical raw materials in products and applications, at least by including support actions to that effect under national research and innovation programmes;
- ensure that measures are in place to equip their workforce with the skills needed to support the circularity of the critical raw materials value chain, including measures on upskilling and reskilling;
- where financial contributions are to be paid by the producer following its extended producer responsibility obligations under national law under Article 8(1) of Directive 2008/98/EC, promote the modulation of such financial contributions to incentivise a larger share of secondary critical raw materials recovered from waste, recycled in line with relevant Union environmental standards, to be contained in products;
- ensuring that critical raw materials that are exported after ceasing to be waste fulfil the relevant conditions following Directive 2008/98/EC and other relevant Union laws; and
- where relevant, support the use of Union quality standards for recycling processes of waste streams containing critical raw materials.
Paragraphs (a), (c), (d), (e), (f) and (g) of Article 26 are most relevant for CRM-recycling and have been considered as selection criteria when evaluating potential measures and instruments.
Paragraph 2 of Article 26 allows this program being either set up as an independent plan, or to be incorporated as an integrated part of existing national plans for waste management or waste prevention. Regardless the form of the program, Article 2 also requires the program to be reviewed and updated where necessary within five years after its adoption.
To promote increased collection and recycling of CRM-containing waste Paragraph 3 allows for measures that include financial incentives like discounts, monetary rewards, or deposit-refund systems.
Paragraph 4 requires measures to be designed not to create trade barriers or conflicts with the Treaty of European Union.
Paragraph 5 contains specific requirements regarding mapping and reporting the amounts of CRMs contained in components removed from collected WEEE and refers to delegated acts yet to come for more detailed instructions on how this shall be done. The first reporting period will be the first full calendar year after adopting CRMA.
Paragraph 6 requires states bound by CRMA to submit an annual report to the EU commission that includes a status for the national program on CRM-circularity and the progress on implementation of individual measures.
Paragraph 7 provides information about future delegated acts that the Commission will present, which will contain a more detailed description of which products, components and waste streams shall be considered for CRM-recycling.
Overall recommendations
The national programs for increased circularity and security of supply of critical raw materials should emphasize the already existing industrial potentials. The Nordic countries have significant natural CRM-resources, substantial CRM-containing waste volumes and an operating industrial platform able to build new circular industries.
The program is advised to set up milestones for mapping waste streams with CRM-recovery potential, systems for cost-effective collection of waste streams that can be CRM-recycled, and improved recycling processes.
Each country can only be expected to establish specific recycling operations for some individual CRMs and should focus on establishing or improving national value chains for recycling of a limited number of CRMs where national competitive advantages can be identified. These advantages include available waste streams that can be recycled and existing industrial technology, competence and infrastructure that may facilitate new CRM-recycling operations.
Under each milestone, a list of measures that are considered necessary for reaching the milestone should be given.
Suggested milestones include:
- A system that makes it possible to identify waste streams with CRM-recycling potential.
- A system for cost-effective and efficient collection of waste streams with CRM-recycling potential.
- A system for separating materials enriched with CRM from other materials in the waste stream.
- A recycling technology that allows for the recovery of all relevant CRMs at acceptable recovery rates.
- Market conditions that are economically sustainable for all links in the value chain.
Figure 4.1 summarises the measures described in this chapter and shows at what point they are expected to take effect in the value chain.
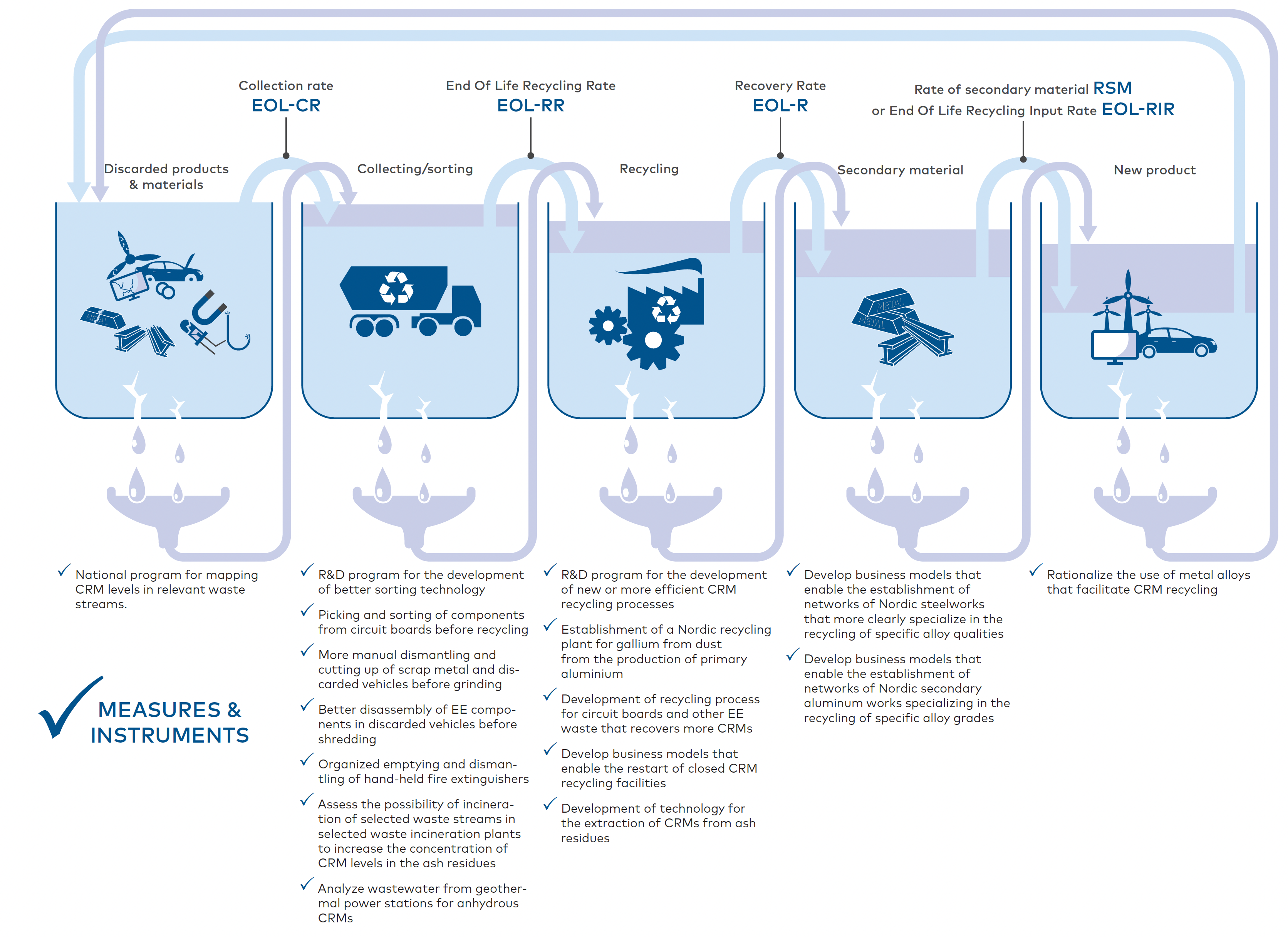
Figure 4.1 Overview of measures to improve Nordic CRM-recycling described in this chapter. Illustration: Bergfald Miljørådgivere.
4.1 Mapping CRM-waste streams
Recycling CRMs requires knowledge about which waste streams contain recoverable levels of CRMs. Although some information about CRM-levels and other relevant parameters already exists for some waste streams, there is no systematic and comprehensive oversight, and for many Nordic waste streams, these issues are too poorly examined to provide a clear understanding of the CRM-recycling potential for specific waste streams. A systematic and cost-efficient system for mapping CRM-recyclable waste streams is, therefore, a necessary step in a national effort to increase CRM-recycling. For several of the relevant waste streams, the CRM-composition will change over time, so in addition to initial mapping some level of monitoring of relevant parameters will often be necessary later.
4.1.1 National program for mapping CRM-levels in relevant waste streams.
Identifying waste streams suitable for CRM-recycling requires a minimum of information on the chemical composition of the waste and the physical properties that affect how recycling occurs. For many materials and waste streams, such data are limited or non-existent. A national programme for mapping this information about relevant waste streams may be a way to meet the requirements described by articles 26 and 27 of CRMA regarding these issues. Such a programme can provide a standardised and systematic way for identifying waste streams with CRM-recycling potential and indicate how a potential recycling process may best be designed.
The program should include guidelines on the following topics:
- Which waste streams are included in the program
- Which properties are to be examined
- Which test procedures should be followed when examining a waste stream
Until specified by the EU Commission later, the following waste streams should be considered included in the program:
- Active and historic landfills for tailings from mining operations
- Active and historic landfills for industrial waste from metallurgic and mineral processing
- Active and historic landfills for waste expected to contain significant amounts of the following waste categories: WEEE, metallic scrap, fluff and fines from shredding operations, tyres and ash from incineration operations
- Active and historic landfills for alum shale
To ensure a common practice regarding sampling and analysis of different waste streams, national guidelines should describe how this shall be done and detail the competence necessary for performing these tasks. The guidelines for CRM-mapping should include a description of which waste streams are to be included in the mapping, which parameters are to be monitored beyond CRM-concentrations, and which analysis techniques should be applied, as well as how sampling and data recording are to be carried out. The requirements for mapping waste streams with recoverable CRM should be considered as minimum requirements, and additional tests should be encouraged if this is considered relevant for understanding the full resource potential.
Ownership of the data and public access rights should also be clarified. How the mapping program can be included as part of a more complete description of the CRM-materials' life cycle movement through the technosphere as a broader knowledge base supporting the revision of future CRM-policies should also be considered. Collected data should be registered in a national database that has been set up in line with CRMA guidelines. Instead of an individual database for each country, a common database for the whole Nordic region should be considered. A common Nordic database will be beneficial when assessing cross-border CRM-recycling potentials.
All relevant waste streams that are expected to contain recyclable levels of CRMs potentially should be included in the mapping program. This should include tailings and other mineral waste in both active and historic landfills and landfilled waste from industrial and public landfills, including both active and closed sites.
All waste streams should be tested for concentrations of CRMs and possibly other relevant raw materials like indium, tin and molybdenum with high economic importance- and supply risk score, although just below the current threshold for being classified as CRM by the EU. Several waste streams contain low levels of valuable non-CRM metals such as gold and silver. As sampling and reporting are more costly than analysis, including valuable metals in mapping would often be relevant, as even minor content of gold or silver could make a CRM-recovery operation more economically viable. Measured CRM-concentrations in the waste material should be compared to a set of CRM-specific threshold values considered the lowest possible concentration relevant for a potential recycle operation. The threshold values should be set at the lowest possible level where potential recycling may be applicable, and for waste streams where these thresholds are exceeded for one or several CRMs, an additional and more detailed description of the waste stream should be required. Based on the levels of CRMs in ore from which these CRMs are produced today, a set of indicative thresholds values is suggested in Table 4.1. These values should be considered as an initial estimate. They may change drastically depending on other suitability conditions, the concentrations of other recoverable CRMs and the volume of the waste stream.
Critical raw materials | Minimum concentration for recycling |
Antimony | >1% |
Arsenic | >10% |
Aluminum | >50% alumina |
Baryte | >10% |
Beryllium | >10% |
Bismuth | >1% |
Boron | >10% |
Cobalt | >0.2% |
Coking coal | Not considered relevant |
Copper | >0.3% |
Feldspar | >50% |
Fluorspar | >2% |
Gallium | >100 ppm |
Germanium | >100 ppm |
Graphite | >15% |
Hafnium | >2% |
Helium | |
Heavy Rare Earth Elements (Dysprosium) | >100 ppm |
Heavy Rare Earth Elements (Erbium) | >1% |
Heavy Rare Earth Elements (Holmium) | >0.5% |
Heavy Rare Earth Elements (Lutetium) | >50 ppm |
Heavy Rare Earth Elements (Terbium) | >50 ppm |
Heavy Rare Earth Elements (Thulium) | >10% |
Heavy Rare Earth Elements (Ytterbium) | >1% |
Heavy Rare Earth Elements (Yttrium) | >10% |
Light Rare Earth Elements (Cerium) | Overproduction currently being landfilled |
Light Rare Earth Elements (Europium) | >1% |
Light Rare Earth Elements (Gadolinium) | >1% |
Light Rare Earth Elements (Lanthanum) | >20% |
Light Rare Earth Elements (Neodymium) | >1% |
Light Rare Earth Elements (Praesodymium) | >0.5% |
Light Rare Earth Elements (Samarium) | Overproduction currently being landfilled |
Lithium | >1% |
Magnesium | Not suitable for magnesium production |
Manganese | >30% |
Nickel - battery grade | >0.5% |
Niobium | >0.2% |
Phosphate rock | >2% |
Phosphorous | Not considered relevant |
Platinum Group Metals (Iridium) | >0.01 ppm |
Platinum Group Metals (Palladium) | >0.2 ppm |
Platinum Group Metals (Platinum) | >0.5 ppm |
Platinum Group Metals (Rhodium) | >50 ppb |
Platinum Group Metals (Ruthenium) | >10 ppm |
Scandium | >1000 ppm |
Silicon metall | >90% |
Strontium | >10% |
Tantalum | >100 ppm |
Titanium | >10% |
Tungsten | >500 ppm |
Vanadium | >1% |
Table 4.1 Suggested threshold values that should trigger a more extensive description of CRM-recycling in a waste stream Source: Bergfald Miljørådgivere.
Information collected from a waste stream should be reported through a scheme containing at least the following report elements:
- A description of the location(s) of the waste stream, from where it arises, estimated amounts and how it may be collected, if possible, with a map showing sampling points;
- Number of test samples collected, what analysis technique has been applied and which laboratory (with its accreditation details) has performed them;
- Test results showing the concentration of individual CRMs and, where applicable, other valuable components;
- A description of the variations in the CRM-concentrations (maximum and minimum values in addition to mean and median values);
- Short comments on any significant variations in CRM-concentrations compared to earlier data, if available;
- Describe other relevant properties of the waste stream, such as bulk density, physical characteristics and smell, water content, hazardous aspects like heavy metal concentrations, etc.; and
- Contact person for the request for additional information.
Potential for recycling of critical raw materials
Knowledge of CRM-content and associated physical properties is necessary for identifying waste streams that may be relevant for CRM-recycling and an initial assessment of which recycling technology could be relevant for such recycling. All CRMs can be found in specific waste streams, and a system for mapping enhanced levels of individual CRMs in different waste streams can hence lead to new CRM-recycling operations and/or increased recycling of CRMs. Until such a mapping has been performed, however, quantifying the recycling potential for individual CRMs is challenging.
The first report in this report series
Barriers and possible means of actions/instruments
Based on current regulations, many waste streams have already been analysed for a limited number of chemical compounds. These regulations almost exclusively focus on monitoring hazardous compounds like heavy metals and toxic organic compounds. As long as no regulations have required CRM-testing so far, the additional economic costs and efforts associated with such testing have probably been prohibitive for voluntarily undertaking such tests.
Mandatory and standardised CRM-testing of relevant waste streams should, therefore, be introduced either as an additional requirement in an updated operation permit or as an added legal requirement in national regulations for pollution, mineral extraction or waste management.
Socio-economic impact
Implementing a programme to map CRM-levels in relevant waste streams will enable the identification of CRM-recycling of significant feedstocks, which might otherwise remain unutilised.
Implementing a national system for mapping CRM-levels in relevant waste streams will add additional costs to companies operating landfills or waste-generating processes and require public funding of competent agencies tasked with mapping CRM-levels in historic waste materials where no legal ownership can be established.
Mapping the CRM-recycling potential of waste at a typical landfill is estimated to require two days’ work (15 hours) for sampling and reporting. Assuming an hourly cost of DKK 1000, this means work costs of DKK 15,000, per site. A complete IPC analysis that includes all relevant CRMs is estimated to cost around DKK 20,000, depending on how many samples and the type of agreement with the laboratory. Suppose that one hundred of the most relevant landfills in each category are selected for mapping in Sweden, Finland, and Norway, 25 sites are selected for the same purpose in Denmark and Iceland. In that case, this will bring the total costs of this mapping to DKK 12.3 million. Assuming each examined waste stream contains, on average, 10,000 tonnes, the cost per tonne of waste will be DKK 3.5 per tonne. Additionally, costs are associated with receiving and incorporating reported data in a central database not included in this evaluation.
The measure is not expected to cause significant environmental impacts of any kind.
Description and Prerequisites
CRMA contains several requirements and guidelines for CRM-levels in relevant waste streams that should be mapped.
Article 26 c requires member states to design and implement measures to “increase the collection, sorting and processing of waste with relevant critical raw materials recovery potential, including metal scraps, and ensure their introduction into the appropriate recycling system, to maximise the availability and quality of recyclable material as an input to critical raw material recycling facilities:”. This requires knowledge about CRM-levels in relevant waste streams.
As of December 2024, CRMA does not contain a complete and detailed description of how CRM-waste streams should be mapped. Delegated acts addressing this issue will follow in the coming years, according to Article 26, paragraph 7. CRMA does, however, address the mapping of CRM-levels in some waste streams, including WEEE (Article 26, paragraph 5) and extractive waste (Article 27)
According to Article 27 of CRMA all operators of extractive industries that are required to draw up a waste management plan as described in the Directive for management of waste from extractive industries
Paragraph 4 of Article 27 requires all states bound by CRMA to set up a database of closed extractive waste facilities that may contain recoverable CRMs. The database shall contain information that includes volumes of different waste streams together with associated CRM-concentrations.
According to paragraph 5 of Article 27, this database must “be put in place by 24 November 2026, and all the information shall be introduced in that database by 24 May 2027. It shall be made available in a publicly accessible and digital form and updated at least every three years to incorporate additional available information and newly closed or newly identified facilities.“
As a part of setting up this database, paragraph 7 requires extractive waste facilities that lack the necessary CRM-data to conduct additional geochemical sampling. For extractive waste facilities where preliminary data indicate potentially economically recoverable quantities of CRMs, a more detailed sampling with subsequent chemical and mineralogical characterisation involving core logging or equivalent techniques is required.
If possible, the recordings in the database should be based on the United Nations Framework Classification for Resources (UNFC).
Some prerequisites considered necessary for successful implementation are clear guidelines and supplementary guidance drawn up for how the mapping is to be carried out. It is also important that the work is followed up as part of the environmental authorities' supervision.
Other variants of the measure
In principle, mapping CRM levels and other recycling-related properties of relevant waste streams can be organised differently. One way would be to carry out a state-organised and funded project where a group of professionals with the necessary expertise visits relevant sites for inspection and sampling of applicable waste streams and records the results in a database open for public inquiry. Alternatively, the same tasks can be organised through a national program where the waste operator or owner is required to carry out the necessary investigations as part of their operating license. In many cases, the waste owner already needs to regularly measure the concentration of heavy metals and other environmental pollutants as part of their operating permit, and corresponding CRM-measurements can be integrated into existing environmental monitoring programs. Therefore, this second approach is considered to be both the most practical and cost-effective, and thus, the recommended scenario described in this chapter.
The measure of mapping CRM-levels in relevant waste streams can also be expanded and reduced in scope compared to the description in this chapter. Legacy waste can, for instance, be excluded from the first phase of mapping, and the number of compounds analysed can be limited to only CRMs and not include other chemical elements of economic importance.
As electronic products that later become WEEE are important to use for CRMs, and much of the Nordic consumption of electronic products is based on import from Asia, it could be considered to mandate and finance that the Environmental Agencies of the Nordics carry out an extensive content characterisation of some products in annual check, as the agencies currently do with some products regarding possible toxic and hazardous chemicals.
4.2 Collection and pre-processing
Collection and pre-processing are crucial parts of the value chain for producing secondary CRMs. Without a rational and cost-effective collection system, waste streams necessary as feedstock cannot reach the recycling operation, and without necessary pre-processing, the feedstock will not have the required quality for successful CRM-recovery.
4.2.1 R&D program for the development of better sorting technology.
Many products are becoming more complex regarding the number of components and different types of materials they contain. This is especially apparent in electronic products and vehicles, making recycling such products more challenging due to technical barriers against separating individual components and sorting sufficiently homogenous material fractions suitable for high-quality recycling. Many CRMs with recovery potential are lost due to the absence of sorting technologies that efficiently separate CRM-rich fractions or components from the remaining parts of the waste stream. For example, magnets and many batteries are lost due to built-in product design solutions that make component picking difficult. In some cases, these discarded products are not even shredded but incinerated due to safety concerns. For this reason, an urgent need is to develop automated separation and sorting solutions for better disassembling, e.g. WEEE and scrapped vehicles. Also, for metal alloys, there is a need for better sensory solutions that enable more accurate separation of specific alloys.
There are automatic waste sorting solutions, including robots, on the market already.
When stripping discarded EE-products of individual CRM-rich components like magnets, batteries and PCBs, often these components cannot be separated because the product is glued or welded together in a way that makes non-disruptive dismantling difficult and time-consuming. A parallel challenge occurs when scrapping EOL-vehicles where WEEE components are often removed after shredding because they are in a hard-to-reach position, making disruptive dismantling challenging and time-consuming.
When individual alloys in scrapped vehicles, WEEE and shredded scrap metal are not separated, the recycling process combines these alloys, resulting in the loss of minor CRM-alloy components such as manganese, nickel, and vanadium.
Ongoing technology innovations provide hope for better automatic waste-sorting solutions in the future that can deal with these challenges. In existing automatic waste sorting solutions, machine vision uses cameras and artificial intelligence to identify and sort materials with CRM-recovery potential. It typically operates by analysing images of waste components that pass on a conveyor belt and detecting and instructing sorting various waste materials, including differentiating between main metals like iron/steel, aluminium and copper. More exact discrimination between specific alloys is only possible to a limited degree, and the cost of sorting is higher than the economic premium of alloys. Integrating more advanced element-specific sensor techniques, like X-ray Fluorescence (XRF), enables the identification of more specific alloy signatures. It is also crucial that future automated waste sorting systems can read the coming product pass signature of the EU.
Another technical challenge that must be addressed is more precise and flexible mechanical separation techniques. Existing sorting solutions often rely on separation through pneumatic systems where a burst of air blows selected waste fragments into separate containers, or a robot arm picks out selective material fractions. So far, these systems cannot free discarded products and components from associated cables they are entangled in or stuck to. Such solutions are not capable of dismantling single CRM-specific components from the discarded product array they are a part of. Future separation solutions should be able to handle such tasks that so far can only be performed using manual labour.
Potential for recycling of critical raw materials
Better pre-treatment of WEEE, EOL-vehicles and metal scrap can generate larger and more pure waste streams to recycle more secondary CRM-materials of higher quality. Today, only primary construction metals like steel, aluminium, and some magnesium are sorted out using scrap metal treatment. At the same time, minor CRM-alloy components often remain mixed in ways that make efficient recycling difficult or impossible. Through better separation and sorting methods for metal scrap and WEEE, significant amounts of CRMs lost in today’s treatment can instead be harvested for functional roles in new product lives.
Barriers and possible means of actions/instruments
The most significant barrier against the accelerated development of more advanced pre-treatment techniques is the development costs and limited market interest. Although future waste separation solutions that allow for better separation of material fractions with more specific CRM-signatures will result in improved sale values of these materials, they are expected to only partially cover the investment costs.
In the short term, only intensified use of manual labour will allow better separation and sorting of waste enabling more efficient CRM-recycling. Separation in this context means disassembling discarded products into individual components and material fractions relevant for CRM-recycling. Sorting in this context means collecting components and materials appropriate for CRM-recycling as separate fractions. This, however, is time-consuming and comes with additional treatment costs. Governmental regulations or incentives are most likely necessary for this to happen.
A more long-term solution is the development of more advanced automatic sorting and separation systems that can replace manual procedures without loss of efficiency or accuracy. This will require more advanced sensors to differentiate between specific subgroups of materials, better algorithms for making separation and sorting decisions based on collected data, and more sophisticated cybernetic and robotic solutions for executing necessary separation and sorting decisions. This is a huge undertaking, and massive R&D efforts will most likely be required for a successful result.
The Nordic region has leading scientific and engineering expertise within sensor technology and cybernetics that can be used to develop such solutions. Tomra is an example of a Nordic company that is already a supplier of automatic WEEE sorting solutions.
A national or Nordic funding scheme should be set up to develop better automatic sorting solutions that enable more efficient sorting of CRM-containing components and materials. The focus of the program should be on sorting WEEE and shredded metals. In addition, it should focus on pre-shredding techniques for scrapped vehicles that may separate CRM-containing components and materials before shredding. Manual and automatic cutting and component picking should be part of this program to develop robust, flexible, precise and safe separation and sorting mechanisms. Key technological elements expected to be a part of these automated solutions include advanced sensors and computer visions, cybernetic or robotic separation and sorting machinery, all operated by AI and deep learning algorithms. Figure 4.2 illustrates two different pretreatment regimes for metallic waste as illustrated with an EOL-vehicle. Today’s dominating pretreatment practice, as illustrated in the upper scenario, is based on minimal pretreatment before shredding. The shredding process leads to the separation of main metals like iron/steel, aluminium and copper. Still, it does not differentiate between individual alloys, leading to downcycling, where the scrap metal smelted into secondary materials will most often have lower quality than the primary materials used as feedstock. In addition, the shredding process will also frequently force pieces of foreign metal into other metal fragments. This is especially problematic when copper fragments are merged with steel fragments, as copper poisons steel, but also when aluminium is merged with other metals.
Advanced identification technology would also be able to screen shredded steel fractions to find magnets or pieces of magnets that have not been sorted pre-shredding.
The second scenario, illustrated in the lower part of the figure, shows a more advanced pre-treatment regime. Here, disassembly and precise cutting replace traditional shredding, enabling the separation of individual materials and specific alloys by exploiting robotics, advanced metal-detecting sensors, deep learning algorithms and state-of-the-art cybernetic solutions to achieve smaller, more detailed and precise separation of specific CRM-containing materials that can be seen as a reverse manufacturing process.
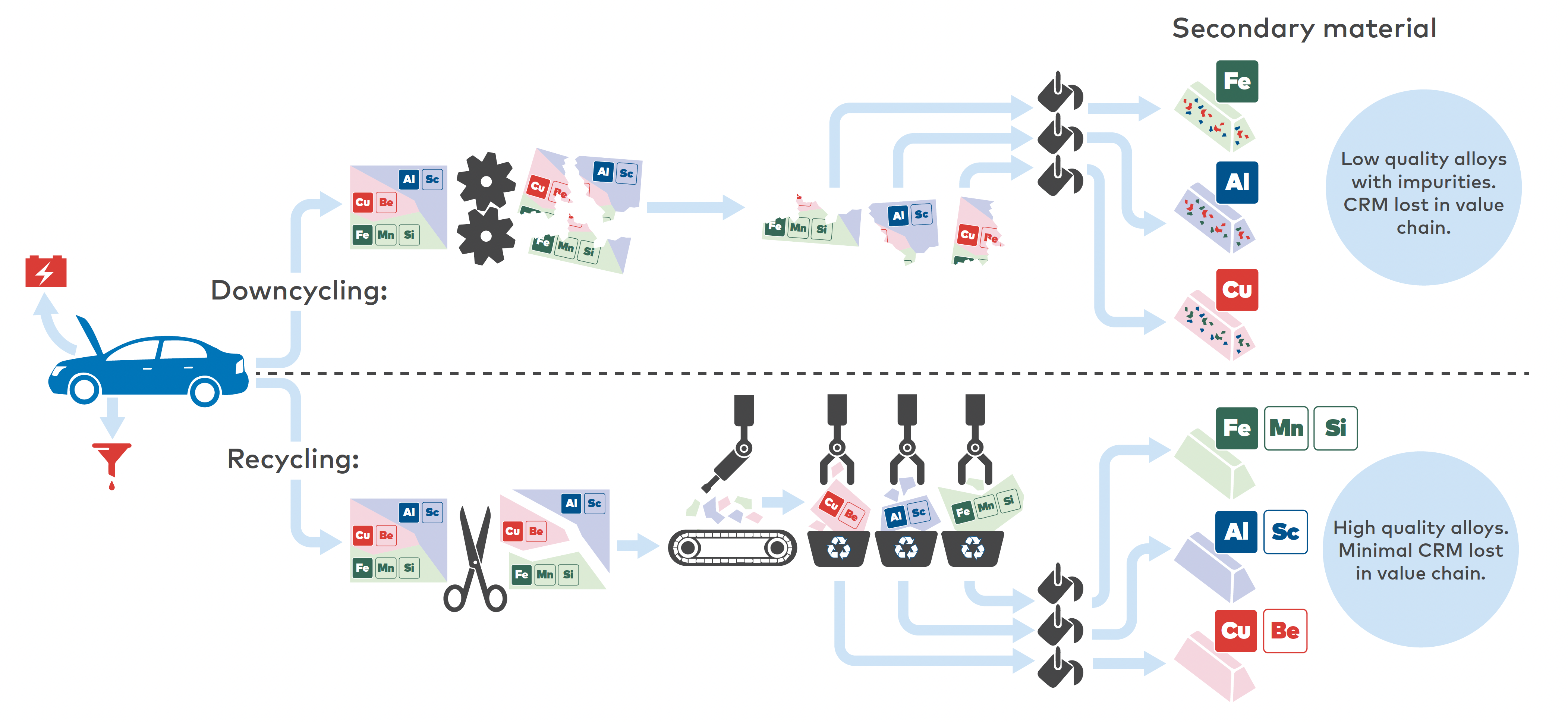
Figure 4.2 Two scenarios describing the pretreatment of metallic waste before recycling. The upper scenario describes the current dominant way scrap metal is processed through shredding which leads to poor separation of individual metals that leads to downcycling with secondary metals of lower quality than primary alternatives. This process also generates large amounts of residual waste (fines) that are made up of metal particles too small to allow further separation or recycling. The lower scenario shows an alternative pretreatment process where different metals are separated through manual cutting and then advanced separation of the same metallic materials. This allows for more effective separations of metals that can therefore be recycled more efficiently, resulting in secondary metal products of higher quality. Illustration: Bergfald Miljørådgivere.
Socio-economic impact
If a funding scheme is successful in bringing forward more advanced automatic pre-treatment solutions that allow for better sorting of CRM-material streams, this will not only contribute to reduced CRM-supply risks but also create other socio-economic benefits.
If the automatic sorting systems replace manual labour procedures, this will have the added benefit of reducing health risks associated with personnel meeting hazardous substances commonly found in WEEE and EOL-vehicles.
Successful development of next-generation waste sorting technology may create new employment opportunities and tax income. Moreover, these technologies have the potential to access markets outside of the Nordic countries where they can be exported and help increase CRM-resource efficiency.
If the funding scheme should be able to generate improved waste sorting technology solutions that lead to increased CRM-recycling, or if the market rejects the products, invested capital from the funding scheme may be partly or entirely lost.
Description and Prerequisites
A successful development of next-generation automatic waste sorting technology that allows more efficient CRM-recycling will profoundly affect three other measures discussed in this report. These are discussed in the following sections:
Other variants of the measure
A funding scheme can be structured in multiple ways, either as a national initiative or a Nordic arrangement, and be dimensioned according to different levels of ambition. If the timeframe of 2030 provided by CRMA is to be the goal for the scheme, then the funding scheme will need capital in the order of millions of euros.
4.2.2 Picking and sorting of components from printed circuit boards before recycling
Circuit boards contain many material components with CRM-recycling potential, in relatively high concentrations. Today's dominant circuit board recycling solutions result in the loss of all CRMs except copper and PGM metals. While there are several plants in Europe stripping some components off the PCBs, no one has a broad approach, and the mechanical stripping technologies often end up with intermixed, destroyed or coerced components.
If circuit boards are stripped of components by gentler or even manual technologies before recycling, this will allow far more resource-efficient CRM-recycling.
The Nordic countries have established collection schemes for WEEE, which has some of Europe's highest collection rates. The Nordics also have one of the more advanced smelters for recycling of some of the CRMs. However, the sorting and pretreatment operations prior to the smelting need substantial upgrades. While a high collection rate is the foundation of a high recycling rate – they hold limited value if CRMs are lost in the subsequent sorting.
Potential for recycling of critical raw materials
There is an estimated tonnage of more than 400,000 tonnes of PCBs that are put on the market in Europe annually, of which we could expect 40–50,000 tonnes sold in the Nordics. Half of this tonnage will accumulate in homes and offices or be lost in incineration. Half of the tonnage is somehow delivered to sorting, including equipment currently outside of the EPR schemes, such as automotive equipment.
Since the first PCBs were put on the market at the end of the 60-ties, they have become increasingly advanced and complex. Currently, a broad range of PCBs will contain 70 different elements, almost the complete periodic table. Even if sorted PCBs are currently sent off for recycling, only major metals such as copper (CRM), and gold (non-CRM) are in focus. Most of the CRMs in PCBs are lost in the copper smelter and enter the slag phase.
The non-recycled elements in PCBs have now passed 6% of the total weight. This is so high a concentration that this segment of the CRM-sector needs particular attention. The overall picture for the WEEE sector is, hence, that 6% of the 40–50,000 tonnes of PCBs, or approximately 2,500 tonnes are lost.
There are many ways to approach this issue. One obvious way is reverse manufacturing. While PCBs are produced by components with very high CRM-content being attached to a board and connected via copper/gold/PGM connections, it is possible to foresee technology reversing this, picking off components the exact similar way – but reverse. However, many attempts have been made to develop robots or automatic methods to do this, but without industrial success so far. Somehow, the electronics industry in the Nordics needs to be stimulated to make ways to identify PCBs and their components fast and release (with laser or inductive heat) the connections and sort the components thereafter. If tantalum, neodymium and lithium components can be effectively separated, this may improve downstream processing significantly. The tantalum capacitors can be targeted for tantalum recycling, neodymium magnets for neodymium recycling and so on.
Figure 4.3 Concentration of non-recycled CRMs in PCBs since 1970, ppm. Source: Bergfald Miljørådgivere.
As electronics components historically have been high priced, there have been significant structures for reuse. This regards everything from whole boards to memory disks, chips etc. It is important to avoid disrupting ongoing reuse structures with VAT requirements or legal issues with producer guarantee requirements.
Barriers
The barriers to increased picking and sorting of PCB components are plentiful.
The legal mandate for WEEE sorting is based on overall weight, regardless of CRM or non-CRM. This gives priority to volume materials such as steel, aluminium and HIPS.
The global pricing of metals gives priority to precious metals such as gold. Indeed, even in current PCBs, the gold content represents 50% of the overall value and is by far the most important value driver.
Indeed, the CRMs we need to extract are both low-weight and low-value, so neither the current legislation nor the market is pushing for CRM-recycling.
Then, there are also other key hurdles. Increasing processing, picking, and sorting will require new technology that has yet to mature. These technologies will probably be costly to build, hence CAPEX limitations. These technologies will unavoidably also be more labour-intensive than just smashing everything in a copper smelter, thus OPEX limitations.
The product development of electronics is moving very fast, so the elemental composition and visual shape of components will change with perhaps a speed of several times a year, putting the WEEE sorting industry constantly on the back foot. In addition, there is a constant push from the industry towards using less costly metals (mainly focused on precious metals) and miniaturisation of these components.
The pricing of metals with small tonnages and few upstream stakeholders has historically been volatile, with high peaks and deep lows, making industrial investments very risky.
Consumers will expect significant discounts for reused components, reducing profitability. There will also be an inherent lack of/shorter performance guarantees for customers of reused components than virgin ones.
Possible means of actions/instruments
Socio-economic impact
Disassembly with component picking and sorting will require more manual labour than shredding and mechanical/chemical recycling. Many tasks are repetitive and could be relevant for persons with employment challenges. Indeed, there could be a possible overlap between social entrepreneurship and increased high-grade recycling and recovery.
Component picking is closely related to reuse, repair and refurbishment, as EEE equipment can often have a second life after replacing one or few failed components.
Increased picking of components is a recycling strategy with little or no increased consumption of energy or chemicals.
Picking plants can easily be scaled down without loss of efficiency, avoiding the need to build multi-billion-sized plants and providing industrial workplaces in smaller locations in need of such.
Selected components can become an attractive feedstock for niche chemical processing plants.
Increased picking at distributed sites might also result in earlier removal of batteries – which in turn will result in reduced frequency of fires.
Insufficient sorting and recycling of CRMs from WEEE is calculated by EY
Description and Prerequisites
Selecting high-value components from PCBs is as old as PCBs, and the manual reuse/recycling of components is much reduced today compared to the early years of the electronics industry – where components had a much higher value than today. While the value of components historically has been the key driver, today, scarcity of materials and recycling legislation has taken over.
Other variants of the measure
Increased component picking is a broad term covering anything from the removal of one component to a whole range of different work tasks. Indeed, all sorting of PCBs will increase circular value.
Currently, the PCBs are already sorted into different categories, mainly motivated by gold content. A sorting requirement based on CRM-content might be relevant.
4.2.3 More manual dismantling and cutting up of scrap metal and discarded vehicles before shredding
Shredding scrap metal and end-of-life vehicles are cost-effective treatment methods for large amounts of metal waste, but it is not very resource-efficient as they lead to insufficient separation of individual metals and loss of CRM-resources in the fine fraction that occurs during shredding of the waste. So far, no alternative fully automatic separation technique that can replace shredding and provide more efficient separation of specific metals has so far been developed. Until such processes are available, the only way to achieve higher quality separation of metals involves increased manual disassembly and cutting up of scrap metal and discarded vehicles before shredding. Although more resource-efficient, this procedure will also be more costly. Stricter requirements for such pre-treatment before shredding could improve current practice in this area.
A fleet test in Sweden a few years ago showed why this could be a viable path. At a Jönköping scrap yard, they dismantled ELVs using two parallel methods: fully manual and traditional shredding – and quantified results according to LCA standards. The shredding resulted in 73% recycling and 27% landfill, while the manual dismantling resulted in 80 % recycling, 10% incineration and 5% landfill.
Gradin et al. Investigating improved vehicle dismantling and fragmentation technology. Journal of Cleaner Production. 2013.
To some degree, it is expected that the automotive recycling industry will change due to the ongoing transformation of the industry from internal combustion engines (ICE) to electric vehicles (EV). Today, ICEs are “detoxified” by removing liquids (gasoline, diesel, hydraulic fluids, etc) and starting batteries. In the future, EVs will need to have batteries removed before doing anything else. As EV engines are increasingly based on neodymium-iron-boron permanent magnets (NIB PM), it is also probable that a second life market is developing there, both for reuse in automotives of lesser brands or in the pumping market. When batteries and engines are removed, the remaining EVs make little sense to shred from a technical point of view.
Substantial work has been carried out to improve the recycling of materials from shredder residues – the materials left from shredded scrap metal after iron and aluminium has been sorted. It hasn't proven easy to achieve high circularity for this fraction, which is understandable as all materials have been banged together.
Potential for recycling of critical raw materials
Currently, the recycling of CRMs from scrapped vehicles is very low, except for copper wiring and aluminium components. Larger WEEE components are sometimes, but not always, dismantled, mainly due to gold values. With manual dismantling, the recycling rate of the minor CRMs might go from close to zero to significant.
Based on the available statistics of CRM in shredder residues, the neodymium content alone represents a loss of more than 100 tons per year. Additionally, most neodymium and other magnet metals will follow the magnetic iron fraction to steel recycling. In both cases, the neodymium is lost if not sorted out before shredding.
Manufacturers of automotive parts in the Nordics that receive sorted components with identical alloy composition as new components should receive a small subsidy from the automotive deposit to recycle the material back into the same material level, hence avoiding downcycling. SSAB steel rolling mills could receive car parts such as doors directly and avoid contaminating these components with CRMs such as copper and neodymium. Similar examples are for the aluminium bumper industry – if aluminium bumpers go directly from dismantling to the bumper factories (of which the Nordics have several), downcycling of alloying elements is avoided.
Barriers
The critical barrier is cost. Using manual labour is costly in the Nordics. It is unavoidable that labour costs and, hence, OPEX will be significantly higher than traditional shredding. However, capital costs will largely be avoided, as no heavy machinery is needed. Indeed, manual dismantling makes it possible to have many distributed recycling hubs instead of a handful of large shredding facilities. A socioeconomic evaluation on which dismantling system provides the best solutions should be made and could be a part of a national CRM-policy.
Original equipment manufacturer (OEM) requirements on recycled content are sometimes a problem. Due to the lower quality of many recycled metal fractions, OEMs have understandable limitations and documentation requirements. Closing the circle on components might mitigate this barrier.
Competence will be a challenge. Thousands of persons will need to be trained to recognise, properly dismantle and sort materials from thousands of different models of vehicles.
Industrial protests from the scrapping industry will be a hurdle.
Possible means of actions/instruments
Tightening of regulations. Landfills in Finland and Norway, perhaps also in other Nordic countries, have been able to classify landfilling of shredder fluff and shredded tyres as “recycling” based on an argument on the need for drainage in landfills for inorganic materials. Indeed, while landfilling is sometimes needed, the term “recycling” should not be inflated.
Tightening of classification should be considered. If extruded and rolled aluminium components are recycled as casting alloys, this should be considered downcycling.
Increased deposits. All the Nordic countries have deposits on vehicles to finance the delivery, transport and detoxification of scrapped vehicles. It should be considered that these should be increased significantly to cover increased labour costs in the dismantling.
Socio-economic impact
Increased manual dismantling can utilise the work of a low-skilled labour force. The threshold for establishing a dismantling hub will be low and could henceforth make distributed workplaces possible. An avoidance of monopolies and oligopolies in the recycling industry will be mitigated. Increased purity of base metal fractions will also avoid the need for virgin material for dilution and, hence, increase real circularity.
Description and Prerequisites
This measure interfaces with several other measures described in this chapter. Manual dismantling and cutting should be replaced by automatic procedures that can obtain similar quality separation for both economic and safety reasons. The development of such technologies could be encouraged through economic support schemes described under section 4.2.1 R&D programmes to develop better sorting technology. The measure may overlap with section 4.2.3 More manual dismantling and cutting up of scrap metal and discarded vehicles before shredding. The resulting output of the measure will be beneficial for the successful implementation of measures described in the sections:
and
Other variants of the measure
Current legislation mandates the removal of liquids and batteries before shredding. This mandate is based on safety and protection against pollution. The aim of CRMA of security of supply needs to be included. A variant would also mandate the removal of all WEEE (including all wiring) and components of a specific size of magnesium alloys (seat frames, steering column, etc.).
A more aggressive variant is to mandate manual dismantling of all other larger equipment, such as tractors, bikes, e-bikes, buses, trailers, aggregates etc.
4.2.4 Disassembly of EEE components in discarded vehicles before shredding
Vehicles increasingly contain EE components, which are placed in many different and often inaccessible locations in the vehicles. When shredding scrapped vehicles, the main WEEE components are mainly sorted post shredding, and most of the minor WEEE components are either smashed into the steel and aluminium parts – or end up entangled in the fluff or fines fraction which are landfilled or incinerated and therefore lost for recycling purposes.
The EE components often consist of small electric motors based on neodymium magnets covered in copper wiring, tiny engines moving seats back and forth, window heists, windshield wipers, fluid pumps and others. There may be 50 small motors in a vehicle. A modern car also has tens, if not hundreds, of sensors monitoring tyre pressure, humidity, temperature and cameras in both directions. Almost all these tiny items represent large amounts of CRMs, but each of them is tiny, laborious to dismantle and hence mainly lost today.
All electronic equipment other than vehicles are, with a few exceptions,
Disclaimer: also airplanes, defence equipment and certain medical equipment is in general exempt from the legislation.
Potential for recycling of critical raw materials
The number of electronic components in vehicles is complex and difficult to estimate, but all references indicate a strong growing trend as infotainment screens, sensors, cameras and convenience motors increase in prevalence. As for fractions with high CRM-content, the volume should be thousands of tonnes on a Nordic level. The high CRM-content in shredder fluff and shredder fines confirms this.
Although the current WEEE EPR recycling value chain has its limitations and shortfalls, it will be able to accept added volumes from the automotive sector and provide better recycling options.
Barriers
Cost and competence will be a barrier, as manual dismantling of WEEE will require several minutes of labour per scrapped vehicle.
Possible means of actions/instruments
The exception of vehicles from the WEEE directive should be removed, such that the automotive sector will have equal regulations as most other industries. Included in this should be a membership in an EPR scheme and a separate deposit on sales of new cars to cover the cost of manual dismantling, like the deposit tariffs of all other EE equipment.
Efforts should also be put into developing improved technology for locating small WEEE components in vehicles, as they are often well hidden.
Socio-economic impact
Increased manual dismantling might need more skilled recruited labour with limited job opportunities. An increased volume of WEEE coming into the value stream will make all downstream processing steps less costly and more profitable.
Description and Prerequisites
This measure interfaces with several other measures described in this chapter. Manual removal of EE-components from scrapped cars before shredding is today the only available technique for high-quality sorting. It should, however, be replaced by automatic procedures that can obtain similar quality separation for both economic and safety reasons. The development of such technologies could be encouraged through economic support schemes described under section 4.2.1 R&D programmes to develop better sorting technology. The measure may overlap with section 4.2.3 More manual dismantling and cutting up of scrap metal and discarded vehicles before shredding. The resulting output can serve as feedstock for processes developed under section 4.3.5. Development of recycling process for circuit boards and other EEE waste that recovers more CRMs
Other variants of the measure
One less material-efficient measure is to mandate strict post-shredding WEEE sorting.
A hybrid version would mandate the dismantling of infotainment screens and other major electronic components from the dashboard but leave the many small motors and sensors in the vehicle.
4.2.5 Organised emptying and dismantling of hand-held fire extinguishers
Hand-held fire extinguishers are ubiquitous in the Nordics, with more than one million sold yearly. While the extinguishers come in different sizes, the dominating size weights about 10 kg, of which 6 kg is MAP, monoammonium phosphate.
There are also fire extinguishers based on other technology platforms, but they represent very small market shares.
Properly dismantled, almost all of the materials in old fire extinguishers can be recycled with a high degree of recycling back to a similar product level.
Urquiaga et al. The Recycling of Fire Extinguisher; First Step Toward a Circular Economy. Proceedings of the International Conference on Industrial Engineering and Operations Management. 2019.
While at least 60% of new fire extinguishers come from China, the replacement and recycling of old ones are a problem. In the Nordic region, up to one million old and inefficient hand fire extinguishers are either accumulated in basements and garages, thrown into residual waste or dumped in nature every year. It is not uncommon to see smaller scrap yards emptying old units to then sell the metal as scrap steel. Such disposal in nature and other unauthorized use of the material is highly problematic,
Jeong et al. Assessment of Hazard and Recycling for Discarded Agent in Powder Fire Extinguisher. Journal of Korea Society of Waste Management. 2015.
Gelsomino et al. Exhausted fire-extinguishing powders: A potential source of mineral nutrients for reuse and valorisation in compost enrichment for soilless cultivation. Science of the Total Environment. 2024.
Improper or complete lack of recycling options has, over the years, resulted in a loss of phosphate and less resource-efficient metal recycling, as the attached brass coupling is often not removed before the steel container is recycled. By direct recycling of the steel without mechanical removal of the brass coupling, the steel becomes contaminated.
Bergfald Miljørådgivere. Komparativ livsløpsvurdering - potensiale for redusert CO2-utslipp ved økt gjenbruk av brannslukkere. Konfidensiell kunderapport. 2021.
The Nordic region already has recycling facilities that handle many old units.
Potential for recycling of critical raw materials
As the standard model dominates the handheld fire extinguisher market, we estimate a recycling potential of 6,000 tonnes of MAP, at a quality mainly suitable for direct reuse. Tests show that the powder maintains quality over time and can be reused.
Kim et al. Performance of Recycled Fire-Extinguishing Agents in Terms of Fire-Fighting Performance Management. Fire Science and Engineering. 2020.
Barriers
The main barrier is the lack of infrastructure for receiving, testing, refurbishing and emptying/refilling the extinguishers. Capacity exists, but it needs to be expanded.
Millions of units are standing idle in homes, cabins, offices and workplaces without pressure, useless in the event of any fire. Stricter routines should be implemented in all consumers to check the pressure and condition of units and return old and useless units for recovery.
Son et al. An Experiment on Apparent Specific Gravity and Settleable Degree of Fire Extinguishing Agent according to Durable Years of Regional Powder Extinguisher. International Journal of Membrane Science and Technology. 2023.
Importers and producers of fire extinguishers might lobby against any recycling incentives.
Possible means of actions
The most efficient instrument would be establishing a deposit scheme of, for example, DKK 1,000 per fire extinguisher. This will be able to finance a scheme where discarded fire extinguishers are emptied in a controlled manner, MAP can be recycled, and the container can either be reused or dismantled for high-quality recycling of steel and brass. With a high deposit, the threshold for exchanging an old unit with a new one becomes much more attractive.
When sufficient recycling capacity is available, new information campaigns should be rolled out in all Nordic countries to ensure that all homes, cabins and workplaces that need a handheld fire extinguisher have one and that it is checked and recycled. Governments in all the Nordic countries have experience with similar fire safety campaigns from before.
Socio-economic impact
An improved system for checking and recovering fire extinguishers will also improve preparedness in case of fires. Indeed, both life and property might be saved if the routines of checking these units are improved.
Recycling and refurbishing fire extinguishers will provide industrial workplaces that can be placed in logistically sound societies. These plants do not need to be very large nor are they very capital-intensive.
Description and Prerequisites
Removal of MAP and dismantling and cleaning of the metal containers must, currently, be done manually, as no automatic system has so far been developed to handle this operation. Developing such an automated system could potentially be encouraged through economic support schemes, described in section 4.2.1 R&D program to develop better sorting technology.
Other variants of the measure
Tariff on import of fire extinguishers from outside of Europe and/or on units based on virgin material.
Substitution of MAP with other powders. This is probably not an attractive solution due to possible reduced firefighting capacity.
4.2.6 Assess the possibility of incineration of selected waste streams in dedicated waste incineration plants to increase the CRM-concentrations in the ash residues.
Mixed waste contains countless types of discarded products and materials, some of which contain CRMs. In addition to ordinary mixed waste, discarded CRM-rich products like electronics, batteries and metal scrap that are also collected separately are commonly found in mixed waste due to poor sorting. The most common end treatments for mixed waste are incineration and landfilling. All CRMs in the waste being incinerated are found either in the bottom ash or fly ash afterwards albeit normally at concentrations that make recovery difficult.
Incineration ashes serve as a sink where CRMs from many diffuse waste streams that cannot be easily collected separately end up. Although the concentrations are low, due to the large volume of incineration ashes generated each year, the total amount of CRMs found in this ash is significant. In the Nordic countries, around 16 million tons of waste is incinerated each year giving rise to about 2.5 million tons of bottom ash and 0.5 million tons of fly ash.
Waste incineration in the Nordic countries, Nordic Council of Minister.s 2024.
Bottom ash is made up of large, heavy and non-volatile ash particles that are collected from the bottom of the incineration chamber. Compared to fly ash bottom ash often contains up-concentrated levels of vanadium and silica. Fly ash is smaller, lighter and more volatile ash particles that follow flue gas and are collected as part of the flue gas treatment. Compared to bottom ash fly ash typically contains up-concentrated levels of arsenic, lithium and antimony.
Metode for enklere fastsettelse av FA-grenser for utvalgte avfallsfraksjoner, Avfall Norge rapport. 2019.
Incineration of mixed waste means that waste types that contain both high and low levels of CRMs are incinerated together. This practice results in diluted CRM concentrations in the ashes compared to if the CRM-rich waste fraction that was incinerated separately. For this reason, the possibility of selective incineration of only CRM-rich waste fractions should be considered, as this may lead to higher CRM-concentrations in the resulting ash that may make CRM-recycling more favourable. Ashes typically contain around 1% of CRMs when aluminium, magnesium and silicon are excluded. If CRM-rich waste in the mixed waste stream were incinerated separately, one would expect the CRM-concentrations in the resulting ash to increase significantly. CRM-rich waste types that should be considered for selective incineration include shredder residue, tyres, textiles with flame retardants, and toys, in addition to batteries and WEEE that are targeted for incineration for safety reasons together with CRM-rich industrial waste.
Potential for recycling of critical raw materials
Nordic incineration ash contains thousands of tons of CRM, albeit in low concentrations. If these CRMs could be concentrated to levels that allow for cost-efficient recovery, recycling of only a fraction of the Nordic incineration ashes could provide a significant output of secondary CRMs, including copper, nickel, lithium, gallium, germanium and REE.
Barriers and possible means of actions/instruments
There are both technical and economic barriers that need to be overcome for large-scale CRM-recycling from incineration ashes to become a reality.
Selective incineration of CRM-rich waste could either be performed in a new incineration plant designed for this purpose, or in a conventional incineration plant rededicated for this purpose. If a specialized Nordic incineration plant is built for this purpose this will come with a significant CAPEX. In addition, there is already a Nordic waste incineration overcapacity that could be worsened by an additional plant operating in the same market.
It may, therefore, be more cost-efficient to rededicate an existing plant to burn only CRM-rich waste. However, most existing waste incineration plants are designed for a mixture of waste streams, and changing this mixture by excluding CRM-poor waste may cause challenges both in the incineration chamber, where temperature regulation may become an issue and later when cleaning the flue gases that may contain higher concentrations of pollutants than what the treatment system is designed to deal with.
Existing Nordic waste logistics may also be disrupted by redirection of large waste volumes in ways that may negatively affect the utilisation of available incineration capacity and raise operational costs due to longer transport distances and longer temporary storage requirements.
An assessment of the possibility of incineration of selected waste streams in a dedicated waste incineration plant should, therefore, not only consider the potential CRM-benefits, but also issues regarding costs, potential market disruptions and possible added pollution risks associated with such a practice.
Socio-economic impact
The socio-economic benefit of incineration of CRM-rich waste in a dedicated incineration plant will mainly come from the increased recovery of CRMs. Such a solution represents an opportunity to create a circular material loop for CRMs that are part of waste streams that would otherwise be difficult to recover,
The cost of doing an assessment of the possibility of incineration of selected waste streams in a dedicated waste incineration plant to increase the concentration of CRM levels in the ash residues will obviously be limited. If this process leads to full implementation this will come with significant costs.
Regardless of whether selective incineration of CRM-rich waste takes place in an existing or newly built facility, such an operation will come with significant operational costs. If a dedicated Nordic incineration plant is built, this will also come with a CAPEX. CAPEX for a typical 50,000-tonne MSW incineration will normally be around DKK 600 million.
Description and Prerequisites
Assessing the feasibility of the mono-incineration of CRM-rich waste should be seen in relation to the measure described under section 4.3.7. The development of new technology for the extraction of CRMs from ash will obviously become more attractive if ash with higher CRM-concentrations becomes available as a feedstock for this process. At the same time, a scenario where the mono-incineration of CRM-rich waste is shown to be unrealistic should not disincentivise technology projects for CRM-extraction from ordinary ashes.
Other variants of the measure
Better sorting of mixed waste could extract CRM-rich waste directly, like WEEE and batteries that have been missorted.
4.2.7 Analyse wastewater from geothermal power stations for anhydrous CRMs
Water from geothermal facilities in Iceland contains elevated levels of inorganic elements, including CRMs. The potential for extraction of CRMs, which include lithium and boron, from these facilities, should, therefore, be assessed.
The occurrences in Iceland are unique in a European context in its abundance, but not unique in relevance. Indeed, a lithium extraction plant based on geothermal production water has operated in California for many years, and another is under construction in Germany. Several projects are planned globally.
Iceland has many geothermal energy plants producing both electrical power and distributed hot water. Some of the power plants reinject heated water after power production, but it may be estimated that approximately 150 million tonnes of brines with varying concentrations of metal ions are emitted as a waste fraction to the environment.
In both Iceland and other countries, such geothermal effluents have proven rich in CRMs such as lithium or boron possibly other CRMs. While many of the analyses observed show medium to low concentrations, there are also some high-concentration sources. No individual assessment of each geothermal resource or power plant has been made in this report. An estimate has, however, been done based on aggregated figures for discharge volumes combined with average concentrations of elements. As a basis for this estimate, published data from geothermal resources such as Seltjarnarnes,
Kristmannsdóttir, H. et al. The development of the Seltjarnarnes geothermal field, SW Iceland during thirty years production. Proceedings World Geothermal Congress. 2000
Kristmannsdóttir, H. et al. Online Monitoring of Corrosion in Slightly Saline Geothermal Water in Iceland. GRC Transactions, Vol. 36. 2012
Kristmannsdóttir, H. et al. An anomalous thermal water from Hofsstadir western Iceland: Evidence for past CO2 flushing. Applied Geochemistry. 2012.
Olafsson et al. Geochemical studies on the thermal brine from Reykjanes (Iceland). Chemical Geology 1978.
Stefansson et al. The geochemistry and sequestration of H2S into the geothermal system at Hellisheidi, Iceland. The geochemistry and sequestration of H2S into the geothermal system at Hellisheidi, Iceland. 2011.
Sveinbjørnsdottir, E.A. Composition of geothermal minerals from saline and dilute fluids Krafla and Reykjanes, Iceland. Lithos. 1992.
Oskarsson et al. The Theistareykir geothermal field, NE Iceland: fluid chemistry and production properties. Procedia Earth and Planetary Science. December 2013
Saby et al. The behaviour of metals in deep fuids of NE Iceland. Nature. 2022.
Ragnarsdottir et al. Description and interpretation of the composition of fluid and alteration mineralogy in the geothermal system, at Svartsengi, Iceland. Geochimica et Cosmochimica Acta. 1984.
Potential for recycling of critical raw materials
While the concentration of the CRMs is low in the brine, the consistency of production and the high temperature and pressure of the brine make extraction easier and create a recovery potential.
Based on high-level average numbers, it seems the emitted volumes of Icelandic geothermal brines contain 700 tonnes of lithium, sufficient for 70,000 electric vehicle batteries. The level of boron is similar and represents one of the few boron sources in Europe.
It will, of course, be optimal to install a lithium extraction unit on the brine with the highest concentrations, regardless of whether this brine is reinjected or emitted.
Tests and case studies have already been made, showing that the brine from the Nasjarvelli power plant could produce more than 1 tonne of lithium daily.
Barriers
It may be difficult to achieve an economically sustainable business model for such a project due to the low prices of lithium, as many new sources come to market
There may also be insufficient technologies for separation from brines and conflict with energy efficiency goals.
Lack of overview of process parameters increasing/reducing concentrations and lack of risk capital for unconventional mineral sources may also represent obstacles that need to be overcome,
Possible means of actions/instruments
Such a project could potentially receive support and offtake agreements with major European battery manufacturers. Establishment of risk capital instruments (equity, soft loans
Soft loans are loans that comes with a below-market rate of interest and sometimes also other concessions. Such loans are also known as soft financing and is commonly provided by governments to projects that are considered of strategic importance.
Socio-economic impact
CRMs extracted from wastewater from geothermal power stations could potentially supply additional CRMs to the European market with a very low environmental footprint. Such an operation could also provide additional jobs and export income for Iceland.
Investments in CRM-extraction will generate a new source of income for power companies, making them more resilient towards changing power prices and, as such, more attractive for investments – which again might spur more geothermal power development. This is illustrated by a simplified overview of the power market in Iceland in the period 2010–2022 where geothermal power production is multiplied by wholesale power prices (not including heating tariffs) and combined with average values for the content of some minerals. It is important to stress that the different sources around Iceland vary significantly, so this image shall be used as an illustration only and not as representative of any plant potential. That said, the illustration shows an undeveloped potential for new supply lines for CRMs from existing industrial infrastructure.
Figure 4.4 Possible added value to geothermal plants. Source: Bergfald Miljørådgivere.
Description and Prerequisites
The development of extraction technology to recover CRMs from wastewater from geothermal power plants could potentially receive support from economic support schemes described in section 4.3.1.
Other variants of the measure
Iceland has investigated some sources of geothermal energy that have not been developed partly due to high concentrations of minerals in water. With minerals as the main objective and energy as a secondary byproduct, some hybrid projects might be developed.
Some ashes contain some of the same elements. These ashes could be added to geothermal brines to increase concentrations and extract tonnage.
4.3 Better recycling solutions
Collection and sorting of waste has little meaning if no recycling operation is available as an off taker. The Nordic countries already have industries that could play a bigger role in future CRM-recycling either by expanding and improving existing recycling operations or by leading or supporting the establishment of new ones.
4.3.1 R&D program for the development of new or more efficient CRM-recycling processes.
Recycling critical raw materials from many waste streams is so far impossible as no technology has yet been developed that allows this. For this reason, there is a need for a massive R&D effort if value chains for secondary production are to be established for all CRMs. Moreover, the recycling efficiency of many existing CRM-recycling processes is very low. For example, today's recycling of circuit boards results in copper and gold being recycled while tens of other important CRMs, including tantalum, gallium, germanium and REEs are lost in the slag. Discarded batteries, ammunition residues, and fines from shredding scrap metal and WEEE are examples of other CRM-containing waste streams where there is a need for the development of new and better recycling processes.
The Nordic countries have significant primary production of CRMs such as aluminium, copper, nickel, silicon, manganese, PGM and REE, and they have associated technological expertise that can be utilized when establishing value chains for secondary production of the same materials.
In universities and research institutions around the Nordics, tens of new recycling technologies are tested and matured at the moment, supported by either national or EU grants – or both. Some of these technologies are new to the world, while others are innovative concepts that have been used for other purposes or industries, and that could be adapted to CRM recycling. This could include, for example, supercritical extraction,
Zhu et al. Supercritical carbon dioxide/nitrogen/air extraction with multistage stripping enables selective recovery of rare earth elements from coal fly ashes†. RSC Sustainability. 2023.
Zare, R. Laser Separation of Isotopes. Scientific American. 1977
Isildar et al. Biotechnological strategies for the recovery of valuable and critical raw materials from waste electrical and electronic equipment (WEEE) – A review. Journal of Hazardous Materials. 2019.
Ordónéz et al. Biosorption of Heavy Metals with Algae: Critical Review of Its Application in Real Effluents. Sustainability. 2023.
The current dominating recycling technologies tend to end up with residues which are hard to process further. From pyrometallurgy, the residues with elevated CRM-levels end up in glassified slags, and from hydrometallurgy, the residues end up in complex precipitates. One key objective when developing new technologies should be that the processed material is not impossible to process further with other technologies.
Potential for recycling of critical raw materials
Development, maturing, and industrial implementation of new technologies take decades and involve huge financial risks for the companies involved. However, when technologies succeed, the gain can be phenomenal. All the limitations currently seen in existing technologies can, in principle, be overcome with new and improved technologies.
Barriers
Insufficient and short-lived funding is the main limitation for the development of new technologies for CRM-recycling. A central observation in Europe and the Nordic is that it seems to be relatively easy access to public funding for basic science and very early tests, i.e. projects in the TRL 1–3 stage. However, all technologies need to be upscaled, matured and tested over time in realistic conditions. The long and costly path from a science level of TRL1–3 to an industrial investment level of TRL 7–8 has insufficient funding programs in all the Nordic countries.
Competence is an increasing limitation. While China, India and many other non-OECD countries prioritize STEM education and continuously increase the number of PhDs and full-time R&D personnel
Niancai et al. Education in China and the World. Springer. 2024.
Possible means of actions/instruments
Larger and more predictable funding is crucial for the accelerated development of better CRM-recycling technologies spearheaded by the Nordic countries. At any TRL-level, funding should be given according to an agreed progress plan describing a set of relevant milestones. If these milestones are met, further funding should be automatic and not based on new applications and evaluation boards that quite often are diverging attention and slowing progress.
CAPEX-intense funding for high TRL programs can be provided as long-term soft loans without collateral, to be paid back if the technology becomes successful and is industrialised. Having more funding as loans and not grants will, on one hand, increase public acceptance of high-level spending – and, on the other hand, condition researchers towards commercial thinking.
Specific R&D funding should also target SMEs, as smaller companies have proven more important when it comes to introducing disruptive technologies, compared to large corporations that more often focus on incremental improvements.
European Parliamentary Research Service. The role of research and innovation in ensuring a safe and sustainable supply of critical raw materials in the EU. 2024.
Increased funding for post-doc and research positions in universities and research institutions is also important for ensuring competent people who can make a difference keep working.
There should also be an evaluation of whether the Nordic structure of R&D funding has a higher or lower success rate compared to the EU Horizon funding. If the Nordic models are more efficient in creating actual production plants – many of the Nordic countries should seek to export the model.
Socio-economic impact
Research has shown a clear correlation between changes in STEM education and employment in society and GDP. While the coefficient can vary over time and between countries, a typical factor is that a 1% change in STEM education and employment will result in a 2.4% change in GDP.
Croak, M. The Effects of STEM Education on Economic Growth. 2018.
Description and Prerequisites
An economic support scheme for R&D efforts towards better CRM-recycling technologies could be important for the successful implementation of several other measures discussed in this chapter, including:
4.3.5 Development of recycling process for circuit boards and other EE waste that recovers more CRMs
Other variants of the measure
Generally increased funding to science and research without a particular focus on CRM will also partly benefit CRM-recycling, but with less obvious results.
Increased incentives for the recycling industry, such as double tax deductions for funds used for innovation in CRM-recycling.
4.3.2 Develop business models that allows the establishment of networks of Nordic steelworks that more clearly specialise in the recycling of specific alloy qualities
Steel is an iron alloy that contains some carbon and often several additional and modifying metals. Steel alloy components commonly used include manganese, nickel, vanadium, niobium and silicon. Primary steel alloys are prepared from iron ore through a complex and energy-intensive multistep process where ore is reduced to metallic iron.
Secondary steel is produced by re-smelting scrap steel into new material without any chemical reduction process. The market for steel scrap differs from virgin steel by feedstock limitations. While primary steel can easily establish new iron ore mines and reduce smelters, it is not possible to increase the tonnage of steel scrap. Indeed, almost all iron and steel that end up as waste will eventually also end up in a recyclable fraction. Diversion of exports or increased imports is the only realistic way of significantly influencing available volumes. This issue, even if mundane, is of critical importance to Europe, as the energy crisis of the latter years has prompted a fast transition of traditional iron ore blast furnace pig iron production into several investments in scrap-based EAF plants. This means that many more EAFs are established to compete over the same amount of scrap iron – and with less pig iron available to dilute and balance out contaminants and alloying elements.
Indeed, the uncoordinated restructuring of the European steel industry, with many stakeholders chasing the same feedstock, has prompted a scrap problem. The only way to balance out these fast changes in the industrial infrastructure is to dramatically increase scrap sorting such that the different EAFs can avoid downcycling or purchasing imported CRM-based alloying elements.
Most steel works and iron foundries in the Nordic countries work within a rather limited range of alloy specifications for each plant, and most of them keep to these alloys for years and decades. Indeed, while output is rather fixed, it is the input feedstock where differences occur, and where improved systems and models need to be developed. Even if there are many companies working in the iron and steel processing industry in the Nordics, they each have their niches and competition amongst these companies is not that prevalent.
Many CRMs are used as steel alloying elements; for example, nickel, vanadium and niobium can be found in different concentrations in steel scrap. Before re-smelting, scrap steel is sorted into separate quality classes. This aims to optimise the existing content of alloy components other than iron and limits the need to add costly alloy materials to the secondary steel product. An additional priority when pre-sorting steel scrap before recycling is to limit the introduction of copper into the secondary steel product, which becomes a pollutant that lowers the final product quality. Because different sorting processes are less than perfect, significant amounts of CRM-alloys will end up in secondary steel materials where they serve no purpose and will, sometimes, lower the material quality instead of being recycled in secondary steel products where they are needed as part of the product recipe.
Better pre-sorting of scrap steel into specific alloy qualities may ensure a higher recycling rate of CRM-alloy components,
Quintè, S. Optimization of alloys recovery in steel scrap sorting. KTH. 2023.
If a mixture of scrap steel alloys containing different CRMs is mixed in the same furnace, the resulting secondary steel product will contain a blended mixture of CRMs at diluted concentrations compared to their original recipe.
It is fair to say that despite the best intentions of the recycling industry, today’s steel recycling is a structural downcycling. High alloyed steel scrap components are mixed with lower alloyed components and then either diluted with pig iron or corrected with virgin alloying material. In a period where there is material growth, and new material is always needed, this can work well, but in a circular economy, this will not be possible. A recycling rate of 50% will effectively mean that any product is used twice; first for its primary use, then for å secondary (lesser) use and then lost or unusable. The current global situation is actually less than that, with approximately 650 Mt scrap used in total steel production of more than 2 billion tonnes – one-third is scrap-based.
Steel scrap from recycling of WEEE appliances (mainly major items such as refrigerators, freezers etc.) consists of rolled steel of high and predictable quality. Most of the producers of such appliances have ended up using the same and few alloys. As the tonnage is substantial, we would expect steel from refrigerators alone to be about 20,000 tonnes in the Nordics every year. In the current WEEE processing plants, refrigerators are manually depolluted and then shredded and sorted. For example, the shredding currently performed will unavoidably cause a contamination with copper. Due to the copper content, the steel has a very low value in the European market, and these fractions of originally good steel are henceforth exported to India
Personal information from CEO of leading Nordic WEEE processing plant.
In rolled steels, copper is typically limited to less than 0.1%. With hammer milling of appliances and vehicles, it is basically not possible to avoid hammering in small pieces of copper wires, as well as small brass screws and joints etc. The copper is possible to remove metallurgically later on but at significant cost both in terms of material loss and energy and waste production.
Daehn et al. Finding the Most Efficient Way to Remove Residual Copper from Steel Scrap. Metallurgical and Materials Transactins. 2019.
Better sorting of steel scrap before re-smelting in dedicated furnaces for specific alloy qualities will allow a higher CRM-resource efficiency in future generations of steel products.
Nickel is one of the steel alloying elements that have a prominent place on the CRM list. While nickel is mainly talked about as crucial for lithium batteries and advanced stainless-steel alloys – the big bulk of nickel consumption is as a minor alloying element in millions of tons of steel. In a German test publicized earlier this year,
Paz et al. Recovery of Materials from Refrigerator: A Study Focused on Product Distribution, Recyclability and LCA Evaluation. Sustainability. 2024.
As rolled steel is a high-value alloyed segment that is produced at several sites in the Nordics, there should be a higher focus on developing more circular business models. Rolled steel from appliances and from the dismantling of cars could be separately processed and returned in closed circles to the rolling mills for direct reuse with a strict alloy framework.
If a closed-loop value chain is possible to develop, ownership of the metals will be less important. Ownership can then be transferred to hedge funds or raw material funds. These business models are known as precious metals and catalyst materials, where the industry stakeholders provide processing and logistical services but avoid having huge capital bound as material working capital.
There are several smaller and specialised steelworks in the Nordic countries that can form part of such a value chain.
IRENA, the global RE association, has developed its own circular steel strategy, but is concerned by the problems of scrap impurities; “Recycling could be limited not just by the availability of scrap in quantitative terms but also by its quality. Contaminants such as copper and tin in steel scrap render scrap less usable for certain applications. These impurities come from the alloying elements from previous use cases or arise due to improper scrap management practices.”
IRENA. Towards a Circular Steel Industry. 2023.
Potential for recycling of critical raw materials
Improved closing of the steel alloy value chain with increased sorting and avoidance of dilution loss will avoid the need for a very large input of CRMs in the range of tens of thousands of tons.
Existing steel infrastructure and existing products will largely be unaltered and perhaps become more resilient towards global competition.
Recycling plants will change, and new business structures will need to be developed to avoid contamination of the resources.
More efficient resource utilisation of CRMs results in less loss and, hence, less use of new CRMs and higher quality of recycled steel.
Barriers
Closing the value chain for certain steel alloys is impossible without changing parts of the recycling industry. Some of the existing industrial participants will mobilise resistance to change.
While technologically mature markets such as refrigerators/freezers and ventilation tubes etc., could quite easily develop rather closed structures, many of the other steel components are difficult to mobilize secure volumes at consistent composition.
Contaminant removal in the scrap sorting industry is focused on density and not elemental composition today. Improved technology for XRF or other sorting technologies is needed.
Possible means of actions/instruments
Governmental lease schemes whereby a state-financed body buys and stores certain specified CRMs or alloys and sells/leases this to industry stakeholders with limitations on where to sell and requirements on recycling. Variants of this have been used for several CRMs by the USA and Japan to secure their industry access and availability to material.
Governmental financing structures with soft loans for new business models where a group of industries develop a closed loop of materials can be an important way to move this development forward. European alloy standards for specific niches of production, like standards for mobile chargers, can also be an important instrument for this development.
Socio-economic impact
Increased sorting of alloys will also increase the predictability of offtake for the scrap processors and supply for the steel plants. However, this increased predictability will, on the other hand, reduce the possibility of making short-term arbitrary gains in markets that, from time to time, have very fluctuating prices and supply/demand shortfalls in overseas markets.
Increased alloy sorting will reduce the loss of critical and costly alloying elements into segments with no use – and even could be detrimental.
Increased sorting costs and changes to the scrap processing industry can be significant.
Description and Prerequisites
A successful implementation of this measure may benefit from the effects of the following other measures:
Other variants of the measure
Specific segments of steel, such as the mentioned refrigerators, could be regulated only to allow one or a limited number of alloys so that closed circles can be established directly.
Large steel users, such as manufacturers of buses, personal vehicles, and appliances, may sell their items with an included deposit for takeback/return so that the manufacturer can establish their own circular value chain.
4.3.3 Develop business models that allow the establishment of networks of Nordic secondary aluminium works specialising in the recycling of specific alloy grades
Aluminium is a fantastic metal with versatile applications that can be modified in many ways by adding alloying elements. Indeed, there is almost no use of unalloyed aluminium – all end uses have alloy components added.
As the recipes for end uses are so different, recycling is challenging, and the quality of the output will suffer under current conditions. Separating specific aluminium alloys is only to a limited degree possible today. This may result in a need to add primary metal and primary alloying elements for dilution of contaminants. This will quite often result in a loss of valuable CRM-alloying elements, increasing CRM-consumption beyond what would otherwise be necessary. This situation leads to downcycling, where a steady stream of high-value aluminium alloys ends up as lower-quality casting alloys, where the tolerance for variations is much higher.
Included in recycling is the direct recycling of sorted alloys into primary production. Indeed, when primary aluminium enters alloying furnaces in the primary foundries, it is, too. If properly sorted scrap is supplied directly to the alloying furnace, it will both facilitate high-level recycling, it will save electricity, and it will speed up the time spent in the alloying at the foundry.
Recycling aluminium with specific alloy recipes in specialised facilities will result in higher resource utilisation of CRM-alloy components such as magnesium, beryllium and scandium.
The solution to this issue and the path to a more circular value chain goes through both increased sorting and a network of specialised alloy recycling plants. A secondary value chain for aluminium that recycles specific alloys will require more detailed sorting of scrap aluminium and recycling plants that specialise in recycling specific alloys. Although such a value chain will provide much more resource-efficient aluminium recycling, current market conditions make the profitability of such endeavours questionable. Business models should, therefore, be sought to allow for such operations, and a support scheme that makes these models economically sustainable should be established.
There are several smaller and specialised secondary aluminium plants in the Nordic countries that can form part of such a value chain. As most of the alloying elements are supplied from outside of Nordic (and mostly from outside of Europe), there is actually the possibility of developing new, small, specialised alloy production and recycling plants, preferably as organic growth within the existing industry structure. There were more of these small, specialised plants 20 years ago; dropping alloy prices below prices of primary aluminium resulted in the closure of many of the European and Nordic plants and the transfer of this niche competence to primarily Asian countries. With the establishment of CRMA and CBAM, this industry can be reestablished.
As the margins between mixed scrap and pure alloy scrap are significant, most players try to their best ability to have consistent and clean fractions. The industry has also made a solid effort to establish standardisation schemes.
Potential for recycling of critical raw materials
More efficient resource utilisation of CRMs and higher quality of recycled aluminium.
The aluminium industry in the Nordic countries represents about 3 million tonnes, of which 1 million is recycled. With approximately 1% of the recycled aluminium representing CRMs other than aluminium, the volume in circulation is in the region of 10,000 tonnes per year. Some of this comes to good use already by an acceptable level of recycling, while some come to partial use as downcycled material. Much of the CRM-content, however, is lost as the recycling mixes unfavourable alloys. Hence, the additional recycling potential represents thousands of tons of CRM.
Barriers
The most significant barrier seems to be the industrial policies and market position of competing economies outside of Europe that operate under protection regimes, which far outweighs similar support for the European Aluminium industry. Indeed, if any industry is prepared for efforts towards increased alloy circularity, the Nordic countries need to be prepared to support and protect such industry if these efforts are to succeed.
The need for mature technology for cold sorting of post-consumer scrap is the second important barrier. Statistics on aluminium recycling include process scrap recycled internally in factories or between alloy suppliers and customers of material that has never been used. Hence, almost all recycling of post-consumer aluminium alloy today includes either dilution or downcycling.
Most post-consumer aluminium scrap contains non-alloy contaminations, such as coatings, lacquers, screws, filings and dirt that will need to be either washed or burned off or metallurgically controlled in the furnaces.
Possible means of actions/instruments
High-end alloy recycling plants need some level of preferential treatment and protection to cover increased sorting and processing costs.
Subsidised financing of advanced equipment against an obligation of not exporting sorted, high-end alloys out of Europe should be considered. Only accept export of casting alloys.
New technology for fast and precise sorting of different alloys needs to be developed, which will probably require funding.
Socio-economic impact
Increased sorting and specialised alloy recycling will create a larger value per tonne of material and, henceforth, increase industry competitiveness. More importantly, access to specialised alloys will be increased for Nordic and European companies, decreasing dependencies on imports.
A rough and conservative estimation of an added value of DKK 1 per kg of sorted alloy and a recycling volume in the Nordic of 1 million tonnes equals increased GDP of the Nordic of DKK 1 billion together with increased recovery of respective CRMs together with a reduced negative environmental footprint.
Description and Prerequisites
A successful implementation of this measure may benefit from the effects of the following other measures:
Other variants of the measure
Specific programs could be targeted towards small niches of aluminium components containing scandium and other elements of importance.
4.3.4 Establishment of a Nordic recycling plant for gallium from industrial wastes from zinc and aluminium
Establishing a Nordic plant for the recovery of gallium should be considered. The industry structure of the Nordics contains several large sources of gallium, of which nothing is recovered or recycled at the moment. The most interesting is probably the enriched dust from producing primary aluminium that could yield significant amounts of secondary gallium.
The Nordic countries have large amounts of waste of this type and are experts in current recycling technologies. Suppose a gallium recycling plant based on waste from the aluminium industry is set up; it might be possible to consider other industrial waste as well and add a gallium-rich WEEE fraction on the supply side.
Potential for recycling of critical raw materials
Gallium is mainly associated with aluminium resources and is today mainly produced by SX technology from Bauxite Bayer Liquor in China. In the Bauxite-Alumina process, the contained gallium is split with almost similar amounts in the alumina and the red mud, and in the primary aluminium processing – gallium is often enriched approximately ten times in particular dust, leaving the process and possibly also in other waste fractions.
Gallium has several chemical similarities with aluminium and will, to some degree, end up as a primary metal and a contaminant. This is unwanted and has a negative effect on the quality of the aluminium. Indeed, if the levels become too high, it might have a deleterious effect on aluminium corrosion and strength. Minor modifications to primary aluminium smelting that might decrease the percentage of gallium lost in the aluminium and instead migrate to the dust fractions is a benefit both for aluminium quality and recyclability as well as a feedstock for European gallium supply.
Indeed, the European primary aluminium producers are today the largest untapped source of gallium, and it is possible that the gallium content in landfilled waste from these plants surpasses the annual needs in Europe. This indicates that there might only be technological and economic barriers for the Nordic countries to make Europe gallium self-supplied. Today, Europe is entirely dependent on China for gallium supply.
Concentrations of gallium in alumina feedstocks vary significantly between different bauxite feedstocks. While the largest European player, Norsk Hydro, has its primary feedstock from low-gallium bauxite excavated in the Para/Amazon regions of Brazil – several of the other Nordic primary producers have access to high-gallium feedstocks. This is the case for the plants owned by Alcoa (Norway, Iceland), Rusal (Sweden) and Century (Iceland).
Gallium is also found in relevant concentrations in some other fractions, such as jarosite sludge from zinc refining and certain mica byproducts. It is possible at a later stage to consider the preprocessing and recycling of some of these volumes as well.
Barriers
Regulation on export and subsidised production by non-European countries makes it difficult for European industry to compete. Gallium extraction from dust and slags from primary aluminium has been proven and patented in several different R&D projects, but it is not commercialised, so upscaling and industrialisation are needed.
Possible means of actions/instruments
A ban on landfilling gallium-containing wastes at par with feedstocks used in the primary production of gallium (150 ppm) should be considered for the Nordic Countries.
A Nordic extraction plant could be built with a similar mandate to Nordic primary smelters on delivering wastes with >100 ppm (for example) of gallium.
A plant built with dust from Nordic primary aluminium smelters as base feedstock will also be able to receive material from LED processing. Specific sorting of LED diodes and preprocessing of such would be necessary.
Based on the low volumes, complex chemistry and external market manipulation, the expectations are that an extraction plant would need 100% CAPEX support and probably governmental price guarantees in line with US regulations under Inflation Reduction Act.
Socio-economic impact
Primary aluminium is a huge industry in the Nordics, so every regulation that reduces contamination in the metal and develops a byproduct stream can make the plants more resilient. As all the primary plants are located in remote rural areas, long-term positive residency effects might be experienced in these regions.
The main socio-economic impact will be indirect from the geopolitical aspects. As gallium is needed for all modern lighting (LED) and e-mobility (NIB-tech) and important for telecommunication and defence, access to sufficient feedstock is essential for political independence and modern life as we know it.
The direct number of workplaces and reduced landfilling of waste is expected to be limited.
Description and Prerequisites
An economic support scheme for R&D efforts towards better CRM-recycling technologies could be important for the successful preparation of a Nordic gallium recycling plant. If built, landfilling gallium-rich waste should be banned. A Nordic gallium recycling plant will likely need CAPEX support and price guarantees to become economically sustainable.
Other variants of the measure
Substantial amounts of gallium from feedstock end up in the primary aluminium. Hence, secondary aluminium may be a relevant feedstock when processed/treated in secondary refineries. As gallium is also a minor niche alloying element in aluminium, some gallium might be added to secondary refineries, increasing the relevance of gallium extraction from the metal. While several technologies have been developed for extracting gallium from primary smelting dust,
Wang et al. Gallium recovery from aluminum smelting slag via a novel combined process of bioleaching and chemical methods. Hydrometallurgy. 2018.
Gallium is also found in jarosite sludge from zinc refining. Technology for the extraction of gallium is less developed from such wastes. Still, if it is developed, large volumes of jarosite will be available, and co-extraction of germanium and indium (and perhaps other CRMs) could be possible.
4.3.5 Development of recycling process for circuit boards and other EEE waste that recovers more CRMs
A staggering 70 different elements are found in PCBs. However, not everything is everywhere and with very different concentrations from piece to piece and even from millimetre to millimetre on each piece.
Tonnages are large and increasing, and the metal content is high, making PCB an especially important waste stream from which to get better CRM-extraction.
Recycling of WEEE and PCB today largely focuses on recycling gold and copper, while other CRMs typically end up in the slag from the operation. The development of processes that also recycle other CRMs will be able to increase the resource utilisation of these waste streams.
The Nordics is a leading region in recycling circuit boards and other WEEE, as well as in technical and chemical expertise in this area.
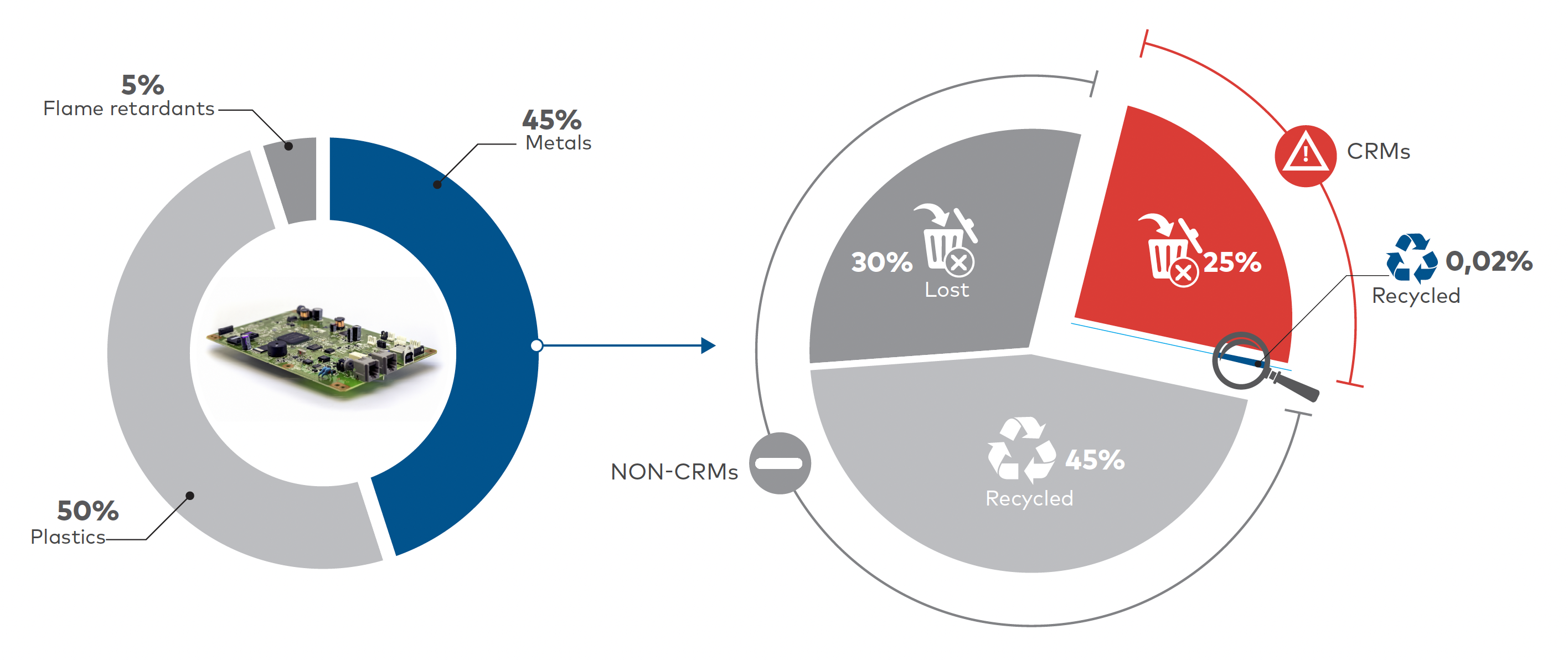
Figure 4.5 Printed Circuit Boards contain about 70 elements, but only about 20% of the content is recycled. Source: Bergfald Miljørådgivere.
Circuit boards are complex waste fractions with a high content of valuable materials. Gold is dominating the economic value and represents about half of the sales value of recovered metals from typical PCBs, while copper is the dominating material by weight.
Bergfald 2022. Mer Gjenvinning av Kritiske Råvarer. https://renas.no/kritiske-ramaterialer/
The current recycling infrastructure has its industrial roots in the mining sector by refining copper concentrates and later extracting and refining associated metals such as gold, silver and PGMs.
While focus of the recycling operations operated by companies such as Boliden,
Bergfald 2019. https://www.bergfald.no/gjenvinning-av-sjeldne-jordarter/
Bergfald 2018. https://renas.no/viktig-jakt-pa-sjeldne-metaller/
It is assumed that new processing technologies will not negatively impact existing gold/copper industries. Indeed, the processing steps will either be added pre-processing or post-processing with little or no influence on the current process flow sheet. If there is any change, it might be an improvement, as removing the currently non-recycled CRMs might make gold/copper extraction easier.
New technologies for CRM-extraction from WEEE have been studied and tested in several development programs around Europe, including several involving Nordic industries and research organisations. These programs include hydrometallurgical, supercritical, biological and mechanical processing technologies. Many of these technologies are promising, they are maturing, and to some extent, it is possible to foresee a combination of technologies in operation. However, it is not yet possible nor wise to nominate a single technology path as a future dominant.
Potential for recycling of critical raw materials
About half of all PCBs that are placed on the market are delivered and sorted for recycling. Hence, the other half is either accumulated or lost. From the half that is delivered to recycling, only copper and PGM of the CRMs are recycled, which is less than 20% of the delivered content. The remaining 6,8% content of CRMs is not recycled. Even if the collection is not improved, the potential ranges in thousands of tons of CRM.
Barriers
The most important barrier against improved CRM-recycling of PCBs is the lack of mature recycling technologies. The current gold/PGM-focused recycling technology leaves REE and other CRMs glassified in a slag. Totally new technology will need to be developed. If the technology for increased CRM-recycling is developed, it must be adapted by the current value chain, as the mentioned gold/PGM-stakeholders control the materials. The heterogeneous content of CRMs in EE-products makes both technological development and industrial investments highly risky.
PCBs are rich but small, so to industrialise, it will be helpful to pool resources and gather sufficient and foreseeable volumes. Increasingly, many of the PCBs are included in very small components that are difficult to locate and separate out for processing.
Significant volumes of PCBs are lost by legal and illegal export out of Europe and are often landfilled in the importing countries without sorting.
Possible means of actions/instruments
A support scheme for researching improved recycling processes for PCBs and other WEEE that recovers more CRMs and piloting these technologies should be considered. Recycling processes that lose non-recycled CRMs into a glassified slag should be banned when improved recycling technologies become available. Financial derisking should also be sought through soft loans or loan guarantees for companies establishing new recycling plants implementing state-of-the-art CRM-recycling and minimum price guarantees for the CRMs recycled.
Socio-economic impact
Recycling of PCBs is currently a profitable industry with sustainable operations. The largest single stakeholder in the Nordic is located in the north of Sweden, but several other sites are located with different activities, mainly in rural areas spread around the Nordic countries. It is expected that the development of increased CRM-recycling from PCB will provide more revenue to these industries, as well as more industrial jobs.
Description and Prerequisites
Developing industrial processes that will allow better CRM-recovery from PCBs could be encouraged through economic support schemes described under section 4.3.1 of the R&D program for the development of new or more efficient recycling processes.
Other variants of the measure
The highest concentration and diversity of CRMs are found in PCBs on smartphones. A dedicated strategy and, eventually, a processing plant for mobile phones would be the cherry-pick of the WEEE sector as the waste stream is small in volume but has large CRM-recycling potential.
Focusing on one or a limited number of CRMs from this segment, perhaps based on analysing the elements where PCBs are the most available CRM-source.
4.3.6 Develop business models that enable the restart of closed CRM-recycling facilities
Protecting existing CRM-recycling capacities from undue closure and developing mechanisms to help closed recycling facilities restart will most often be easier and less costly than developing new operations from scratch.
Business models should be developed that enable the restart of Nordic CRM-recycling facilities that have been shut down as a result of market manipulation.
The following examples from Norway illustrate the options in existing infrastructure.
- High manganese steel recycling closed. Stavanger Staal in Rogaland received used mantles from crushers all over Scandinavia, especially steel with 20–24% manganese. These were remelted, new Fe-Mn-alloy from Sauda and scrap iron were added, and new mantles were cast. Due to a drop in prices, production closed in January 2023. New mantles to the crushers of Boliden, LKAB, Keliber, Titania and other critical mines will, in the future, be supplied mainly from China.
- Magnesium alloy recycling is closed. Norsk Hydro produced primary, recycled, and alloyed magnesium at the Telemark site. After several years of low prices, the primary production closed in the year 2000. The 30,000-tonne recycling plant was put in care and maintenance in 2005, and it still is. Both the recycling furnace and the alloy furnaces are intact. All supply of magnesium to Europe since 2005 has come from China, Russia and Israel. Substantial scrap magnesium is now sent from Europe to China for recycling.
- Zinc & lead recycling closed. Nyrstar operated a large and advanced recycling plant in Vestland, recycling zinc and later lead from complex industrial wastes. While neither zinc nor lead is classified as critical by the EU, they are by many other nations. The plant in Vestland was put in care and maintenance in 2020, and the complex waste was exported out of Europe for landfilling instead. Both zinc and lead are produced in Europe, but to a large degree from imported concentrates.
While all examples are from Norway, similar cases can be found in other Nordic countries as well. It should be mentioned that as Europe and the Nordic countries build new niche recycling plants in the years to come, better protection and support are needed. Small plants and small companies have no chance to compete with industries operating outside of Europe unless matching support schemes are established.
Potential for recycling of critical raw materials
Hundreds of thousands of tons of CRM-recycling capacity are idled in the Nordics and can be restarted within months with new ownership, proper financing and some minor maintenance investments.
Barriers
The barriers are financial, as it is more cost-efficient to export CRM-scrap/waste and import refined products.
Access to equity and financing in the private sector for recycling plants is hard to mobilise. If the private sector is expected to re-enter these segments, some level of investment guarantees should be considered.
CRM-recycling cannot be expected to be able to compete on an open market with non-European entities unless matching industry protection with tariffs is established.
Possible means of actions/instruments
Tariffs on import of CRMs from outside of Europe. Over time, USA has developed advanced systems from which Europe may learn.
CRMs should be included in a second CBAM tariff list. Many CRMs, for instance, metals such as magnesium, silicon and titanium, are associated with very high CO2-emissions. As these metals are not included in the new EU Carbon Border Adjustment Mechanism, both primary and recycling plants in Europe face undue competition. This can be balanced out with a separate CRM-list added to the following EU CBAM list, using generic emission standards for these metals.
Export ban on CRM-containing waste/scrap from Europe.
Financing mechanisms, such as soft loans and a Nordic CRM-equity instrument. One model could be the Norwegian Nysnø private equity fund that currently invests in a minority position in new climate-relevant technology.
Socio-economic impact
Many of these idled plants are located in rural areas, so a restart that provides 20-100 industrial workplaces and local activity might have a stimulating effect on the local community.
Other variants of the measure
Export restrictions on certain CRM-wastes should be considered independently of the issue of the restart of idled recycling plants.
Soft financing may be paired with hard consequences. Private equity participants in recycling receiving soft financing may be asked to provide additional guarantees in case of closure of plants – increasing the cost and threshold for closure.
High-value materials, such as precious metals, are often rented or leased by industrial users rather than purchased. Similar models have been tested for some of the CRMs in the US and Japan, where the government purchases, stores, and manages these materials. Under this model, industries pay a fee and are obligated to recycle or return the materials. The risk of fluctuating prices of the materials is then transferred from the users and recycling plants to the government entity. Consequently, users are only exposed to the user fee and the recyclers are limited to a refining fee.
4.3.7 Development of technology for the extraction of CRMs from ash
Whenever residual waste or biomass is burned, the small content of inorganic components will generate an ash fraction. As the Nordic population generates about 500 kg of residual waste per year per capita – the amount of residual ash is large, with approximately 2.5 million tonnes of bottom ash and 0.5 million tonnes of fly ash. In addition, there are hundreds of biomass boilers in the Nordics, producing heat, power and steam – generating an additional 3 million tonnes of ash.
Perhaps surprisingly, the content of different elements in these three distinct different ash categories is not that dissimilar. However, some differences are obvious. Ash from Municipal Solid Waste Incineration (MSWI) have significantly higher concentrations of technological elements such as copper and gold (which indicates large volumes of WEEE enter waste incineration), while ash from biomass plants (BCHP) have significantly higher content of potassium, phosphorous and magnesium.
Ash contains all CRMs, albeit often in low concentrations. As ash from waste incineration constitute very large volumes, a recycling solution may be able to extract significant quantities of CRMs such as for example antimony, although the CRM-concentrations in ash are relatively low.
Nordic countries have good expertise in the chemical treatment of ash residues. Fly ash from MSWI has been treated and stabilised for many decades, in contrast to most other European countries. Substantial work has, over time, been put into the characterisation of the ashes, as well as looking for different treatment and utilisation methods. The focus has been on the avoidance of environmental harm (such as stabilising methods to avoid leakage of heavy metals) but also on technology for use as concrete and aggregate applications.
While projects have looked at extracting salts, zinc and silver from MSWI and bio ashes, there has not really been any dedicated effort to extract a broader group of CRM-elements.
The inflow of small WEEE into MSWI, as well as minor volumes of specialised medical equipment,
Kokkinos et al. Recovery of Noble Metals (Au, Pt, Ir, and Ta) from Spent Single-Use Medical–Technological Products. Minerals. 2024.
In both the US
DoE. Report to Congress. Recovery of Rare Earth Elements and Critical Materials from Coal and Coal Byproducts. 2022.
Zhou et al. Distribution and preconcentration of critical elements from coal fly ash by integrated physical separations. International Journal of Coal Geology. 2022.
Karan et al. Separation of coal combustion residue for critical element extraction and other bulk uses. Env. Sci Adv. 2024.
Dodbiba et al. Trends in Extraction of Rare Earth Elements from Coal Ashes: A Review. Recycling. 2023.
Zhang et al. Toward zero-waste resource recovery from municipal solid waste incineration ash by electrochemical and chemical mining. Cell Reports Sustainability. 2024.
While the total tonnage of CRMs in ashes is high – the concentration is low, and the technological challenges are substantial. It is worthwhile trying to sort out CRM-rich components such as WEEE before being incinerated instead of trying to extract them from a diluted material.
Even if the volume of REEs in ashes amounts to 1,000 tonnes, it might be even more important to mobilise nutrients such as phosphorous and potassium, with their content of 60,000 tonnes and 220,000 tonnes, respectively.
Potential for recycling of critical raw materials
The fact that large parts of incineration ash are already collected and processed has lowered the threshold for developing extraction possibilities.
Of the 1,000 tons of REEs in Nordic incineration ashes, 275 tonnes are magnet metals. As a perspective, if these REEs could be extracted with 100% efficiency, these metals cover the REE-needs necessary for making all cars sold in Sweden fully electric. Although the actual recovery efficiency will always be significantly lower than 100% the real amount of recoverable REE from ash will still be substantial
Barriers
The most important barrier is the lack of available recycling technology. However, as large projects now are working on coal fly ash, new technologies that could be adapted might mature.
Bio ash is generally not collected today but instead disposed of locally. Some volumes are returned to nature as fertiliser, but most are not. The current practice of forestry in the Nordic is draining nutrients, and recovery of these nutrients should be considered.
Possible means of actions/instruments
Improper or insufficient treatment of both bottom and fly ash can create significant issues for water courses, so the disposal is already regulated. Establishing a few central locations for the processing of ashes should be considered.
The introduction of an incineration fee of, for instance, DKK 20 per MWh of heat/power for both MSWI and biomass plants could be paid into a fund, from which companies that build CRM (and nutrient, salt, etc.) extraction plants can apply for funding. Increased grants for research and development into technologies for ash processing should also be considered. If the technology for efficiently recovering CRMs from ashes becomes available, using ash with high CRM and/or nutrient content in diluting applications such as concrete should be banned.
Socio-economic impact
A levy or fee on incineration to finance ash processing and CRM-extraction will make waste treatment costlier (i.e. increase taxation). It will reduce the competitiveness of biomass heat towards other energy sources. Such consequences must be evaluated before implemented.
If successful collection and processing value chains are established, thousands of tonnes of CRMs could be available, with very foreseeable feedstock supplies. These processing plants will generate income and jobs.
Water recipients that receive run off water from ash landfills are negatively influenced, but these costs are not calculated or estimated. By processing the ash, these natural costs will be reduced or avoided altogether.
Other variants of the measure
Pre-sorting of bottom ashes where particles larger than, for example, 2 mm are used as an aggregate substitute, while smaller particles are chemically processed.
4.3.8 Rationalise the use of metal alloys that facilitate CRM-recycling
A large number of unique metal alloys are used for various products and materials. New alloys and applications for advanced alloys are developed rapidly, which often leads to improved product performance and versatility. However, with very few exceptions, the development of alloys does not have recyclability or the possibility of using recycled material as a priority or prerequisite. New alloys therefore often complicate later recycling and the future circular economy potential. Even if many products benefit from a more optimal alloy – the overall loss of material and energy during recycling represents a significant loss of resources and monetary value.
One way to improve this is by rationalising the use of alloys. This can be used by developing new alloys focused on using scrap-only.
Gaustad et al. Design for Recycling – Evaluation and Efficient Alloy Modification. Journal of industrial Ecology. 2010.
While metals like copper and alloys, such as bronze, have been available to humanity for millennia, most metals and alloys we use today have entered into human consumption relatively recently. The second biggest metal after iron is aluminium. Aluminium has only had relevant production for a little over 100 years. During that time, aluminium alloys developed. Indeed, even if the annual market for aluminium is approximately 100 million tonnes per year, almost all end up in different alloys.
These alloys give fantastic possibilities for tailoring the material performance to the end-use application and providing fast and exciting development of different products. However, the same diversity and flexibility in modifying performance in the first use of a product creates at least similar levels of complexity and challenges in recycling. When almost no similar types of products are made with the same alloy, recycling becomes difficult, and both recovery efficiency and quality of recycled materials will suffer.
Whether considering window frames, automotive chassis or computer housing, almost all OEMs have their dedicated alloy to stand out from the crowd.
First flight | Aircraft | Alloy and Temper |
|---|---|---|
1903 | Wright Brothers | Al-Cu casting |
1919 | Junkers F13 | 2017-T4 |
1935 | DC-3 | 2024-T3 |
1939 | Zero Fighter | ESD-T6 |
1945 | B-29D (B-50) | 7075-T651 |
1957 | Boeing 707 | 7178-T651 |
1970 | DC-10 | 7075-T7351 |
1970 | L-1011 | 7075-T7351 |
1981 | Boeing 757, 767 | 2324-T39, 7150-T651 |
1994 | Boeing 777 | 7055-T7751, 2524-T3 |
2003 | Boeing 777-300ER | 2324-T39 Type II (2624-T39) |
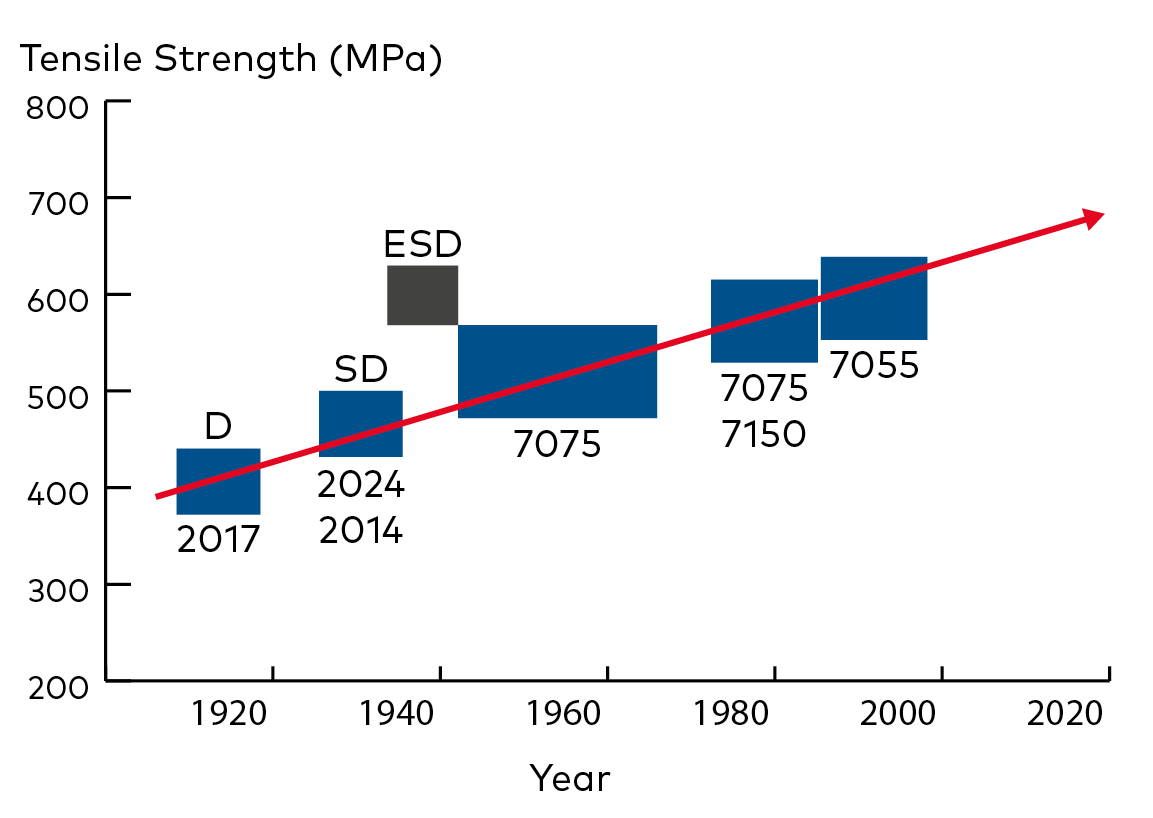
Figure 4.6 Example of improved strength-to-weight ratio in aircraft alloys over 100 years. Data source: Yoshida, H.
Yoshida, H. History of the Development of Extra Super Duralumin and Future Research Issues of AlZnMg Alloys. Materials Transactions. 2023.
It should be expected that the most important improvements have already been made in the first 100 years of development for a metal such as aluminium and that further improvements will mainly be incremental. If this is an acceptable assumption, the benefits of standardisation of alloys for major consumption niches would outweigh the possible incremental improvements.
While industry associations and standardisation organisations have done remarkable work in establishing standard definitions of alloys, there are almost no restrictions or guidelines on where alloys should be used.
Keeping with the example of aluminium, it should be considered if aluminium window frames, automotive chassis, and computer housings are only made from certain specific and defined alloys. This has, as a matter of fact, been proposed many times by different industries and scientists over the last decades – but with little acclamation so far.
Actual alloy restrictions will provide a double benefit to the CRM-recycling:
- Recovered fractions can be used directly without blending and topping up with new CRMs (such as copper, magnesium etc.)
- As pure fractions are separated, CRMs in use will not be lost into inferior alloys.
Minor CRM elements used as alloying elements in major metals such as copper, steel or aluminium will be lost forever if it is not separated back into the same alloys or somehow extracted in a recycling process.
Larger components, such as long HV cables, whole auto chassis and facade plates, can easily be exempt from any regulations, as it is easy to establish closed or semi-closed value chains from large components. The alloy recycling difficulty is mainly concerning the myriads of small components with slightly different alloys.
In the aluminium market, alloys are developed for different uses and processing technologies, such as rolled, pressed, wrought and cast alloys. In general, casting alloys are the most forgiving regarding contaminants, so general and non-specific aluminium scraps end up as casting alloys.
It can be mentioned that one interesting benefit of the technology disruptions initiated by the US company Tesla is the aluminium giga presses. While traditional construction of auto chassis used different smaller components in different materials and alloys that were welded, screwed or glued together, the Tesla Giga press makes the whole chassis in one piece – and then also in one alloy.
Potential for recycling of critical raw materials
- More resource-efficient recycling of alloys
- Reduced use of many CRMs
- Increased value of recycled metal fractions
Barriers
The recycling industry is developing quickly, and many impressive results have already been observed. However, a large part of the industry is still more occupied with handling waste than providing feedstocks. The biggest challenge would be to mature the recycling industry from waste disposal to high-tech circularity.
Establishing standardised alloys for segments such as computer casings, phone casings, automotive chassis, window frames, windmill towers will limit the possibility of technical and material improvements and could also limit the competition to some degree.
If no standardization takes place, efficient aluminium recycling will most likely require the establishment of hundreds of different alloy collection and recovery material streams. This will both be more costly and require more manual labour and transport.
Possible means of actions/instruments
One possible instrument will be to mandate environmental product certification schemes covering metals to only accept standardised alloys.
All users of alloys containing a minimum amount (0.1%) of a listed CRM should be required to consider whether the benefit of using those alloys is justified compared to the implied supply risk. In other words, consider whether using alloys without CRM-content would be sufficient.
All components weighing more than 100 grams should be marked/stamped with a specific alloy number.
All components weighing more than 100 grams should be banned from using non-standard alloys.
Automatic XRF sorting systems need to be improved and possibly subsidised.
Socio-economic impact
The cost of recycling will increase, possibly more than the added value of pure alloys.
At present, advanced wrought and pressed aluminium alloys tend to end up as casting alloys when recycled. Prices of casting alloys typically range 10–30% below prices of wrought and pressed alloys, representing a significant value loss.
While the Nordics are a large producer of primary aluminium, the region also represents at least 1.7 million tonnes of production. With typical alloy prices in the range of USD 3 per kg, this means that if current recycling technologies result in a 10% lower value of 500,000 tonnes of aluminium scrap, society is losing 150 million Euro in value every year. Significant parts of this value loss can be avoided with dedicated scrap-based alloys, standardised alloys, marking and improved recycling technologies.
Description and Prerequisites
- Mandated standards for the use of only specific alloys for certain applications.
- New alloys are developed based on available mixed scrap in the years ahead.
- Improved labelling of components.
- Ban on welding and glueing of different alloys together—only mechanical joining.
- Development of separate recycling paths for larger components and known materials.
Other variants of the measure
Some variants of these measures are already in place (Danish reference on aluminium alloy or sorting).