2. Waste streams with CRM-recycling potential
CRM-recycling requires waste streams that can serve as feedstock for the recycling process. The EU Commission has announced that it will, in the near future, publish guidelines on which waste streams to consider for CRM-recycling. In the meantime, this chapter aims to provide a preliminary perspective on this issue. Waste streams relevant to CRM-recycling can be collected at different stages of the material product life, as illustrated in Figure 2.1.

Figure 2.1 Waste streams for CRM-recycling can be collected at different stages of the CRM-materials product life. Illustration: Bergfald Miljørådgivere.
Waste streams that are expected to have CRM-recycling potential include:
- Tailings
- Alum shale
- Jarosite
- Electric arc furnace (EAF)-dust
- Steel slag
- Spent pot liner from the production of primary aluminium (SPL)
- Dross, slag and dust from primary aluminium production
- Geothermal brines
- Pyrite ash
- Mixed WEEE
- Printed circuit boards
- Cables
- LED and screens
- Scrapped vehicles
- Tires
- Batteries
- Fly ash from waste incineration
- Bottom ash from waste incineration
- Ash from the combustion of biomass
- Organic waste
For a waste stream to be profitable to recycle, the value of the CRMs recovered must compensate for the costs of the recycling operation. From an economic perspective, the waste streams containing high concentrations of valuable CRMs will apparently be more profitable to recycle than those with lower concentrations. At a certain threshold, the value obtained from the recovered CRMs will be inadequate to cover the costs of the recycling operation unless there is an external economic compensation for this, for instance, in the form of tariffs on virgin materials or recycling subsidies. Some of these structures are already in place, such as the EPR schemes on electronic components used to collect and sort WEEE.
There is also the market competition from primary CRMs to consider. Unlike primary production, where CRMs are extracted from mineral ore typically located near an ore dressing plant, the recycling process often involves collecting waste material from numerous, geographically dispersed collection sites. Waste streams are typically also more chemically complex and may require more advanced and expensive recovery processes. It can also be challenging to collect enough waste for a recycling process to be scaled for an optimal size where unit costs of production become most favourable.
The recycling costs are often a function of the concentration of the material being recovered. The lower the concentrations, the higher the production costs partly due to increased energy and chemical inputs. If the CRM concentrations in the waste streams are significantly lower than those found in the mineral ores used to produce primary CRMs, the secondary recovery process is often not cost-competitive with similar primary CRM products. Table 2.1 provides estimates of the minimum concentrations of CRM required in a waste stream for recycling to be profitable. These figures are indicative, reflecting historical metal prices from the last decade. It is possible to find waste streams both below and above these indicative levels with opposing conclusions due to specific waste characteristics. Sometimes, a waste stream contains more than one extractable CRM and will, in such cases, provide multiple income streams that can carry the recycling costs. The overall picture is, however, that a large proportion of recoverable CRMs in available waste streams cannot be extracted for economic reasons without targeted incentives.
Critical raw materials | Minimum concentration for recycling |
Antimony | >1% |
Arsenic | >10% |
Aluminum | > 50% alumina |
Baryte | >10% |
Beryllium | >10% |
Bismuth | >1% |
Boron | >10% |
Cobalt | >0.2% |
Coking coal | Not considered relevant |
Copper | >0.3% |
Feldspar | >50% |
Fluorspar | >2% |
Gallium | >100 ppm |
Germanium | >100 ppm |
Graphite | >15% |
Hafnium | >2% |
Helium | |
Heavy Rare Earth Elements (Dysprosium) | >100 ppm |
Heavy Rare Earth Elements (Erbium) | >1% |
Heavy Rare Earth Elements (Holmium) | >0.5% |
Heavy Rare Earth Elements (Lutetium) | >50 ppm |
Heavy Rare Earth Elements (Terbium) | >50 ppm |
Heavy Rare Earth Elements (Thulium) | >10% |
Heavy Rare Earth Elements (Ytterbium) | >1% |
Heavy Rare Earth Elements (Yttrium) | >10% |
Light Rare Earth Elements (Cerium) | Overproduction currently being landfilled |
Light Rare Earth Elements (Europium) | >1% |
Light Rare Earth Elements (Gadolinium) | >1% |
Light Rare Earth Elements (Lanthanum) | >20% |
Light Rare Earth Elements (Neodymium) | >1% |
Light Rare Earth Elements (Praesodymium) | >0.5% |
Light Rare Earth Elements (Samarium) | Overproduction currently being landfilled |
Lithium | >1% |
Magnesium | Not suitable for magnesium production |
Manganese | >30% |
Nickel - battery grade | >0.5% |
Niobium | >0.2% |
Phosphate rock | >2% |
Phosphorous | Not considered relevant |
Platinum Group Metals (Iridium) | >0.01 ppm |
Platinum Group Metals (Palladium) | >0.2 ppm |
Platinum Group Metals (Platinum) | >0.5 ppm |
Platinum Group Metals (Rhodium) | >50 ppb |
Platinum Group Metals (Ruthenium) | >10 ppm |
Scandium | >1000 ppm |
Silicon metall | >90 % |
Strontium | >10% |
Tantalum | >100 ppm |
Titanium | >10% |
Tungsten | >500 ppm |
Vanadium | >1% |
Table 2.1 Estimated minimum CRM-concentration in waste stream for profitable and environmentally sustainable recycling. Source: Bergfald Miljørådgivere.
2.1 Mineral waste streams
Tailings
The extraction of minerals gives rise to vast amounts of waste materials with diverse grain sizes and geological and chemical compositions. Waste rock is rock material removed to provide access to the ore. Sometimes, low-quality ore is landfilled together with the waste rock. Ore dressing or beneficiation is a series of process steps that separate valuable minerals from residual matter called tailings. Depending on the separation efficiency of the beneficiation, varying levels of valuable minerals will remain in the tailings, often including CRMs. Concentrations of CRMs that remain in the tailings, together with the geochemical properties decide whether further extraction of CRM is technically feasible. Total amounts of tailing available for recycling and logistic costs are important factors that further decide if CRM-recovery is economically viable.
Currently, several base metals mined in the Nordics, such as iron and copper, have minor CRMs in associated minerals. These are slightly enriched and more available when the ore is crushed, milled, and base metals are extracted.
Tailings is by far the largest waste stream generated in the Nordic countries, with annual volumes exceeding 100 million tonnes, with Sweden (55 million tonnes) and Finland (40 million tonnes) generating the dominating amounts. In addition, vast deposits of legacy tailings also exist in the Nordics. As the introduction of more advanced ore dressing techniques like flotation and magnetic and gravitational separation have made extraction possible from lower grade ores, historic mineral waste sometimes contains higher levels of residual valuable minerals.
By utilising improved extraction technology, tailings can potentially be reprocessed to extract more of the originally extracted metals that earlier ore dressings were unable to separate. Because the tailings have already been processed, they may contain higher levels of the associated CRMs compared to the original ore.
Nevertheless, almost all mining is done on ore with the highest available content of valuable minerals. The remaining ore in the world is continually diminished, which will, at some point, make some residual levels in tailings or discarded ore relevant for new extraction efforts. At the same time, being sand with optimal grain size and often deposited at a single site saves costs compared to new ore that must be excavated from a mine and crushed and milled down to desired particle sizes. Two examples of such reprocessing are the company Grängex, which is preparing to extract phosphate and REE from 10 million tonnes of tailings deposited in Grängeberg in Bergslagen, Sweden,
Globally, as the establishment of new mines has been increasingly costly and permitting takes decades – not years, there is a growing trend of reprocessing tailings. After the issue of reprocessing tailings became popular a handful of years ago, we currently see a surge of new technologies and equipment marketed towards this. High energy prices have contributed to the reprocessing trend, as the energy cost of crushing hard rock for mineral extraction is often the single highest operation cost.
With the Nordic legacy of billions of tons of landfilled tailings and annual production of 100 million tonnes, we would assume an increased interest in this sector as a source of CRM-extraction. Leading Nordic mineral processing equipment producers are at least positioning themselves towards this coming market.
The extraction efficiency of mineral operations is correlated with economic trade-offs. Higher extraction efficiencies entail a more significant consumption of capital goods, energy and chemicals. These increasing costs must be balanced by a corresponding increase in the sales value of the produced minerals to maintain the profitability of the operation, and continued efficiency efforts will eventually result in diminishing economic returns compared to the rise in costs. Increased mineral prices or reduced energy costs will typically increase extraction efficiency. The efficiency of all mining operations can, therefore, be increased, both regarding overall extraction efficiency and concerning the number of chemical components extracted. If necessary, incentives are presented. A typical way to increase extraction efficiency is to add additional process steps, such as introducing an extra flotation step, increasing residual time, increasing water consumption etc. Suppose the mining operation is extracting CRMs such as copper, cobalt or PGMs; an added flotation step will typically increase the extraction efficiency of these components by several hundred parts per million.
Waste generation will equally fall with increased extraction efficiency. Even incremental improvements might reduce landfilled waste volumes by millions of tonnes as less ore needs to be extracted.
Many CRMs are typically found in low concentrations associated with extracted base metals. Due to prohibitive costs, these CRMs are often not extracted as byproducts and, therefore, left in the tailings. Figure 2.2 shows examples of CRMs typically found together with certain base metals. As the figure shows, certain base metals like zinc and lead are often found together in the same ore. The same situation sometimes also occurs for nickel, copper, and zinc. Individual CRMs like cobalt, vanadium and phosphate are commonly found in the ore of several base metals, albeit rarely in high concentrations.
Some of the most promising and profitable CRM projects in the Nordics are based on such extraction. Most important is the LKAB processing of its apatite flotation sludge into high-value phosphate- and REE-feedstocks for further refining inside the Nordic industry.
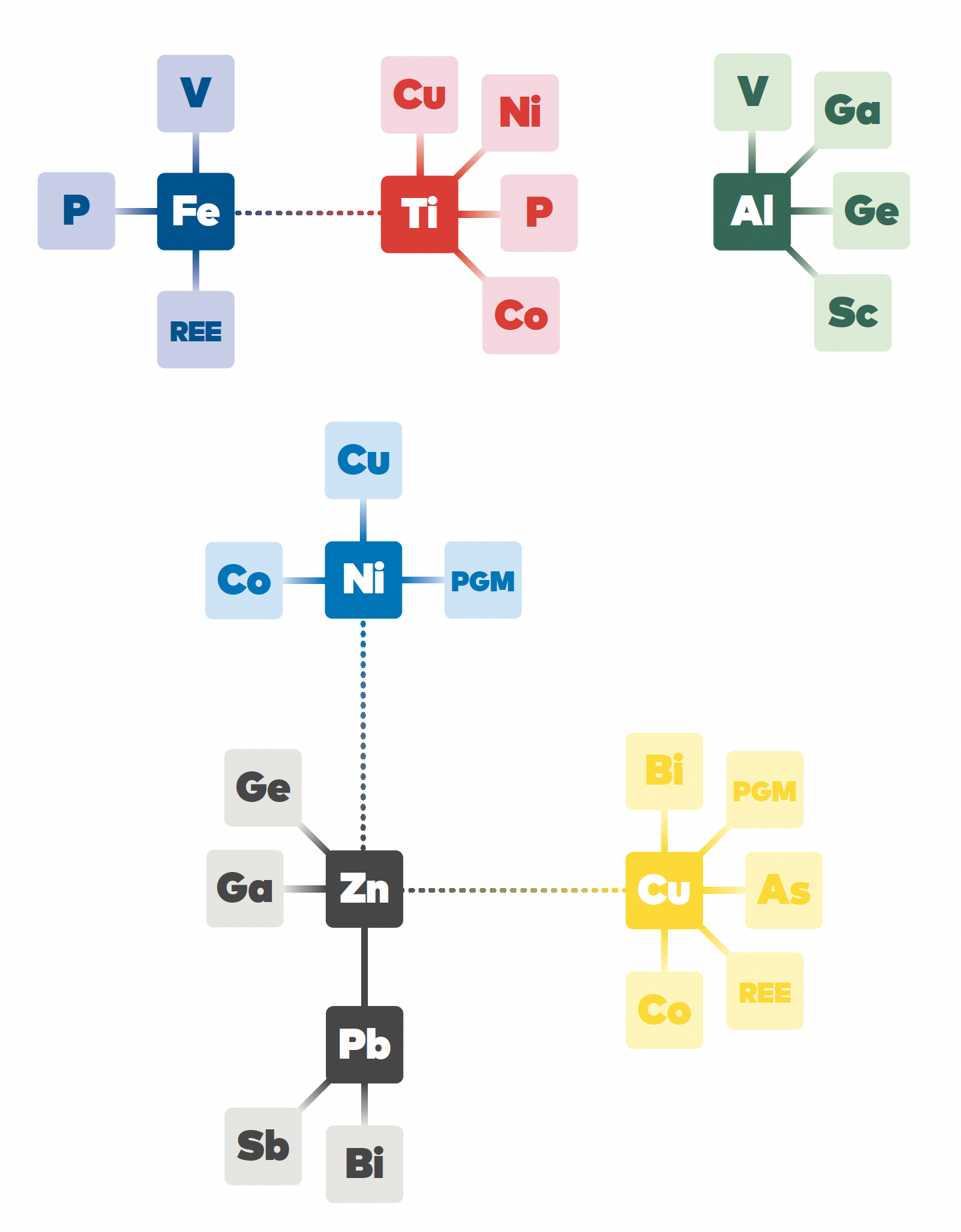
Figure 2.2 Examples of CRMs commonly found as bi components in ore of base metals. Illustration: Bergfald Miljørådgivere.
Table 2.2 shows the range of CRM-concentrations found in Swedish tailings compared to the estimated minimum CRM-concentration in waste streams for profitable and environmentally sustainable recycling. The table also includes typical background concentrations at which the CRMs are found in the earth’s crust.
Critical raw materials | Minimum concentration for recycling | Background concentration in the earth's crust | Tailings (ppm) |
Antimony | >1% | 0.2 ppm | 0.8–660 |
Arsenic | >10% | 1.8 ppm | |
Aluminum | > 50% alumina | 8.2% | |
Baryte | >10% | 425 ppm | |
Beryllium | >10% | 3 ppm | 0.29–4.9 |
Bismuth | >1% | 0.2 ppm | 0.017–29 |
Boron | >10% | 10 ppm | |
Cobalt | >0.2% | 25 ppm | 13–420 |
Coking coal | Not considered relevant | ||
Copper | >0.3% | 68 ppm | 25–5600 |
Feldspar | >50% | ||
Fluorspar | >2% | 590 ppm | |
Gallium | >100 ppm | 17 ppm | 8.1–35 |
Germanium | >100 ppm | 1,5 ppm | 0.17–3.2 |
Graphite | >15% | ||
Hafnium | >2% | 3 ppm | 1.5–4.1 |
Helium | |||
Heavy Rare Earth Elements (Dysprosium) | >100 ppm | 5.2 ppm | |
Heavy Rare Earth Elements (Erbium) | >1% | 3.5 ppm | |
Heavy Rare Earth Elements (Holmium) | >0.5% | 1.3 ppm | |
Heavy Rare Earth Elements (Lutetium) | >50 ppm | 0.8 ppm | |
Heavy Rare Earth Elements (Terbium) | >50 ppm | 1.2 ppm | |
Heavy Rare Earth Elements (Thulium) | >10% | 0.52 ppm | |
Heavy Rare Earth Elements (Ytterbium) | >1% | 3.2 ppm | |
Heavy Rare Earth Elements (Yttrium) | >10% | 30 ppm | 6.8–120 |
Light Rare Earth Elements (Cerium) | Overproduction currently being landfilled | 45 ppm | 30–430 |
Light Rare Earth Elements (Europium) | >1% | 2 ppm | |
Light Rare Earth Elements (Gadolinium) | >1% | 6.2 ppm | |
Light Rare Earth Elements (Lanthanum) | >20% | 35 ppm | 12–230 |
Light Rare Earth Elements (Neodymium) | >1% | 42 ppm | |
Light Rare Earth Elements (Praesodymium) | >0.5% | 9.2 ppm | |
Light Rare Earth Elements (Samarium) | Overproduction currently being landfilled | 7.1 ppm | |
Lithium | >1% | 30 ppm | 4.6–100 |
Magnesium | Not suitable for magnesium production | 2.1% | 5000–110 000 |
Manganese | >30% | 900 ppm | 470–6800 |
Nickel - battery grade | >0.5% | 80 ppm | 11–400 |
Niobium | >0.2% | 20 ppm | 2.3–14 |
Phosphate rock | >2% | 0.1% | 170–23 000 |
Phosphorous | Not considered relevant | ||
Platinum Group Metals (Iridium) | >0.01 ppm | 0.001 ppm | |
Platinum Group Metals (Palladium) | >0.2 ppm | 0.015 ppm | |
Platinum Group Metals (Platinum) | >0.5 ppm | 0.005 ppm | |
Platinum Group Metals (Rhodium) | >50 ppb | 0.001 ppm | |
Platinum Group Metals (Ruthenium) | >10 ppm | 0.001 ppm | |
Scandium | >1000 ppm | 25 ppm | 3.9–42 |
Silicon | >90% | 28% | |
Strontium | >10% | 350 ppm | 29–1000 |
Tantalum | >100 ppm | 2 ppm | 0.18–28 |
Titanium | >10% | 0.5% | 700–7500 |
Tungsten | >500 ppm | 1 ppm | 0.59–897 |
Vanadium | >1% | 150 ppm | 26–550 |
Table 2.2 Range of CRM-concentrations found in Swedish tailings compared to estimated minimum CRM-concentration in waste stream for profitable and environmentally sustainable recycling. Data source: Sveriges geologiska undersökning.
Alum shale
Alum shale is a dark sedimentary rock that is finely layered with high organic content. Alum shale often contains high levels of sulphur together with both toxic and valuable elements, including uranium and CRMs like nickel, REE and vanadium.
Due to its problematic properties of swelling, acidic and toxic run-offs, and emissions of radioactive radon gas, alum shale is considered a problematic waste when run into during construction projects.
Indeed, road buildings and housing projects on alum shale-associated grounds often involve the removal of large amounts of this rock that must then be landfilled following complex and costly procedures. Both Sweden and Norway have large formations of alum shale, and several hundred thousand tonnes of alum shale waste is generated annually from construction projects.
On the other hand, alum shale has a long Nordic history as a raw material for producing various products such as dyes, pigments and metals. In some processes, alum shale is burned giving rise to an alum shale ash, sometimes called red pine, that is also landfilled at different Nordic sites in large amounts. Such ash has also been used in cement mortars as artificial pozzolans. Currently, this segment of use is covered by coal fly ash, but as coal-fired stations are closed in Europe, the need for replacement pozzolans will increase.
Compared to CRM-production from conventional ore, alum shale contains lower levels of relevant elements and must be disposed of at higher costs than conventional tailings. An interesting scenario, however, is the possibility of CRM-extraction as an integrated part of the disposal process. Such a process will also eliminate the environmental footprint from CRM, which the alum shale production process replaces. Landfilling of alum shales in Scandinavia carries costs of approximately NOK 1,000 per tonn, including documentation and transport costs.
Personal communication with insiders in the roadbuilding and landfill industries in Norway.
Overall, hundreds of millions of tonnes of legacy alum shale are landfilled in the Nordics, including at least half a million tonnes of alum shale ash. Annually, approximately 250,000 tonnes of new alum shale are added to these landfills from ongoing construction projects. However, the total amount fluctuates significantly based on variations in activity levels that generate such waste. Due to the problematic properties of alum shale, these masses cannot be landfilled with other waste. Still, they must be transported to dedicated sites with strict and costly treatment procedures to avoid toxic leakage.
Nordic alum shale could potentially become a CRM-source if the treatment practice was adjusted to include an extraction process. The cost of such a recycling process will draw benefits from the fact that alum shale treatment is already associated with a high gate fee and without an income-generating product.
If a multi-metal processing plant for alum shale with an annual capacity of around 400,000 tonnes was built at a central Nordic location, this facility could potentially handle all Nordic alum shale waste, including volumes that today are handled by less-than-ideal clean-up operations that currently create unwanted local water pollution. Although the basic chemistry of alum shale treatment is straightforward, some technical challenges would have to be solved, including procedures for safely treating radon emissions. Relevant experience in dealing with these issues already exists in Nordic industries, for instance, the Terrafame and Sillamäe processing plants. The Swedish Geological Survey have also suggested alum shale processing as a direct response to the EU CRMA-initiative.
There have also been several historic projects in Sweden
Voronin et al. Chemical weathering of lower paleozoic black shales of south Sweden. J. of Mining Inst. 2018.
Abreham, A.Y. Reactivity of alum and black shale in the Oslo region, Norway. M.Th. Oslo University. 2007.
Freiberg, R. Rödfyr - En utredn. av användningsområden och hantering med fokus på ekonomi och miljö. Jönköping 2015.
Engstrøm et al. REEs in the Swedish Alum Shale Form: A Study of Apatites in Fetsjön, Västerbotten. Uppsala
University. 2019.
Gunnarson, N. The content, ch. state and acc. of V in a drill core of Alum shale from Kinnekulle. Diss. Lund University. 2019.
Bench tests have indicated that Swedish alum shales may be a relevant feedstock for vanadium, nickel and possibly also beryllium and rare earths.
Jackson et al. Energy Independence for Europe: Uranium and Oil from the Alum Shale. 2010.
Maremaee et al. Metal extraction from alum shale ashes under the effect of ammonium sulphate. Oil Shale 1991.
Table 2.3 shows the range of CRM-concentrations found in Swedish alum shale and alum shale ash compared to the estimated minimum CRM-concentration in the waste stream for profitable and environmentally sustainable recycling. The table also includes typical background concentrations at which the CRMs are found in the earth’s crust.
Critical raw materials | Minimum concentration for recycling | Background concentration in the earth's crust | Alun shale/red pine (ppm) |
Antimony | >1% | 0.2 ppm | 1.2–3.43 |
Arsenic | >10% | 1.8 ppm | |
Aluminum | > 50% alumina | 8.2% | |
Baryte | >10% | 425 ppm | |
Beryllium | >10% | 3 ppm | 3.2–6.5 |
Bismuth | >1% | 0.2 ppm | 0.06–0.23 |
Boron | >10% | 10 ppm | |
Cobalt | >0.2% | 25 ppm | 33–51 |
Coking coal | Not considered relevant | NCR | |
Copper | >0.3% | 68 ppm | 147–224 |
Feldspar | >50% | ||
Fluorspar | >2% | 590 ppm | |
Gallium | >100 ppm | 17 ppm | 22–31 |
Germanium | >100 ppm | 1.5 ppm | 23–51 |
Graphite | >15% | ||
Hafnium | >2% | 3 ppm | 3.6–4.8 |
Helium | |||
Heavy Rare Earth Elements (Dysprosium) | >100 ppm | 5.2 ppm | |
Heavy Rare Earth Elements (Erbium) | >1% | 3.5 ppm | |
Heavy Rare Earth Elements (Holmium) | >0.5% | 1.3 ppm | |
Heavy Rare Earth Elements (Lutetium) | >50 ppm | 0.8 ppm | |
Heavy Rare Earth Elements (Terbium) | >50 ppm | 1.2 ppm | |
Heavy Rare Earth Elements (Thulium) | >10% | 0.52 ppm | |
Heavy Rare Earth Elements (Ytterbium) | >1% | 3.2 ppm | |
Heavy Rare Earth Elements (Yttrium) | >10% | 30 ppm | |
Light Rare Earth Elements (Cerium) | Overproduction currently being landfilled | 45 ppm | 230–300 |
Light Rare Earth Elements (Europium) | >1% | 2 ppm | |
Light Rare Earth Elements (Gadolinium) | >1% | 6.2 ppm | |
Light Rare Earth Elements (Lanthanum) | >20% | 35 ppm | |
Light Rare Earth Elements (Neodymium) | >1% | 42 ppm | |
Light Rare Earth Elements (Praesodymium) | >0.5% | 9.2 ppm | |
Light Rare Earth Elements (Samarium) | Overproduction currently being landfilled | 7.1 ppm | |
Lithium | >1% | 30 ppm | 15–56 |
Magnesium | Not suitable for magnesium production | 2.1% | |
Manganese | >30% | 900 ppm | |
Nickel - battery grade | >0.5% | 80 ppm | 147–230 |
Niobium | >0.2% | 20 ppm | 16–19 |
Phosphate rock | >2% | 0.1% | 600–1300 |
Phosphorous | Not considered relevant | NCR | |
Platinum Group Metals (Iridium) | >0.01 ppm | 0.001 ppm | |
Platinum Group Metals (Palladium) | >0.2 ppm | 0.015 ppm | |
Platinum Group Metals (Platinum) | >0.5 ppm | 0.005 ppm | |
Platinum Group Metals (Rhodium) | >50 ppb | 0.001 ppm | |
Platinum Group Metals (Ruthenium) | >10 ppm | 0.001 ppm | |
Scandium | >1000 ppm | 25 ppm | 14–17 |
Silicon | >90% | 28% | |
Strontium | >10% | 350 ppm | 61–176 |
Tantalum | >100 ppm | 2 ppm | 0.9–1.4 |
Titanium | >10% | 0.5% | 5000–6000 |
Tungsten | >500 ppm | 1 ppm | 2–4 |
Vanadium | >1% | 150 ppm | 600–1400 |
Table 2.3 Range of CRM-concentrations found in alum shale and red pine compared to estimated minimum CRM-concentration in waste stream for profitable and environmentally sustainable recycling. Data source: Sveriges geologiska undersökning.
2.2 Waste from processing raw materials
Jarosite sludge from zinc production
Mineral ores used for the primary production of zinc typically also contain several CRMs, such as germanium and gallium, although the composition varies widely between different ores. These CRMs are sometimes extracted as valuable byproducts together with zinc, but parts of the same CRMs will also be lost as waste.
One interesting waste stream from a CRM-recycling perspective that arises from the primary production of zinc is jarosite leach residue, which is an alkaline iron sulphate mineral. The CRMs that can be expected in this waste stream depend on the chemical characteristics of the ore and on the conditions of the hydrometallurgical process, through which it has been sent.
Two primary zinc refineries currently operate in the Nordics. This is the Boliden Odda plant in Norway and the Boliden Kokkola plant in Finland. Both plants are based on similar production technology and generate waste with comparable characteristics, due to their coordinated feed supply and management. Jarosite sludge is the dominating waste stream from both plants, where around 150,000 tonnes are generated annually in Odda and around 200,000 tonnes in Kokkola. The Odda plant is currently undergoing a NOK 5 billion upgrade – which will result in a doubling of both metal- and waste production.
However, none of these plants extracts the strategic metals germanium and gallium, or the associated non-CRM indium. As such, these plants and the millions of tons of aggregated wastes beside them are massive reservoirs of CRMs.
Together with the Finnish Research institution VTT Boliden has developed the Jarogain process for extracting some valuable materials from the jarosite.
Kangas, P. The Jarogain Process for Metals Rec. from Jarosite and EAF Dust - Process Design and Economics. VTT. 2017.
Rämä et al. Thermal Processing of Jarosite Leach Residue for a Safe Disposable Slag and Valuable Metals Rec. Metals. 2018.
Karumb, E. The recovery of indium from mining wastes. M.Th. Colorado School of Mines.
Swain et al. Recycling of Jarosite For Recovery of Valuable Metals and its Utilisation. IJSTRE. 2016.
Ma et al. Stat. anal. and opt.of rec. In from jarosite res. with vacuum carboth. red. by response surf. meth. GP&S. 2016.
A successful implementation of a recycling operation for extraction of CRMs from the annual jarosite sludge production from Boliden could potentially cover all Nordic supply needs for germanium and gallium. If the millions of tonnes of jarosite from earlier production are reprocessed – all European needs could be covered as well. A competitor plant in Belgium is already looking into similar extraction.
Rosendael et al. Selective rec. of In from iron-rich sol. using an Aliquat 336 iodide supp. ionic liquid phase (SILP). SPT. 2019.
Janoševic, Miloš. Indium Recovery from Jarosite Pb–Ag Tailings Waste (Part 1). Minerals. 2023.
When jarosite sludge is landfilled as waste in the caverns in Odda, it is sometimes mixed with other waste types including wastes from lead processing in Sweden. This may create obstacles to future CRM-recovery from the jarosite sludge. Because the jarosite sludge should be regarded as an important European CRM-resources, this waste stream should ideally not be mixed with other waste types without CRM-recycling potential, especially not hazardous wastes.
The establishment either of a modified flow sheet for the regular zinc production to extract minor CRMs early in the process or the building of a Jarogain-type of extraction will, in both cases, be an addition to an existing industrial infrastructure with all the benefits of access to competence, manning, energy, utility, logistics etc. The establishment of such units might also be expanded to include minor waste fractions from other industries or sorted materials from WEEE, such as germanium optic glasses or gallium diodes.
Surprisingly, the European Union has reached an agreement with Gecamines, a mining company in the Democratic Republic of Congo, to establish a plant dedicated to extracting germanium extracted from tailings for export to Europe. The first shipment of germanium from this plant was delivered in October 2024.
Min | Average | Median | Max | |
Aluminum | 2,700 | 11,790 | 9,500 | 109,000 |
Antimony | 5 | 1,035 | 800 | 4,000 |
Arsenic | 100 | 3,496 | 3,187 | 10,414 |
Barium | 25 | 5,231 | 6,053 | 17,600 |
Beryllium | 0 | 0 | 0 | 0 |
Lead* | 500 | 45,609 | 46,000 | 143,000 |
Boron | 0 | 0 | 0 | 0 |
Cerium | 100 | 141 | 141 | 178 |
Dysprosium | 0 | 0 | 0 | 0 |
Erbium | 0 | 0 | 0 | 0 |
Europium | 0 | 0 | 0 | 0 |
Fluorine | 100 | 350 | 350 | 700 |
Phosphorous | 3 | 473 | 501 | 1,200 |
Gadolinium | 0 | 0 | 0 | 0 |
Gallium | 40 | 307 | 310 | 1,500 |
Germanium | 0 | 240 | 49 | 4,700 |
Gold* | 0 | 15 | 15 | 50 |
Hafnium | 1 | 1 | 1 | 1 |
Holmium | 0 | 0 | 0 | 0 |
Indium* | 10 | 283 | 239 | 850 |
Iridium | 0 | 0 | 0 | 0 |
Copper | 300 | 3,367 | 2,800 | 8,300 |
Cobalt | 5 | 79 | 40 | 793 |
Lanthanum | 4 | 29 | 29 | 100 |
Lithium | 3 | 1,001 | 1,001 | 2,000 |
Lutetium | 0 | 0 | 0 | 0 |
Magnesium | 5 | 2,551 | 1,300 | 23,000 |
Manganese | 100 | 20,025 | 4,100 | 337,000 |
Neodymium | 1 | 3 | 3 | 5 |
Nickel | 9 | 131 | 80 | 900 |
Niobium | 0 | 0 | 0 | 0 |
Palladium | 0 | 0 | 0 | 0 |
Platinum | 0 | 0 | 0 | 0 |
Praseodymium | 0 | 0 | 0 | 0 |
Rhenium* | 0 | 0 | 0 | 0 |
Rhodium | 90 | 90 | 90 | 90 |
Rubidium | 66 | 76 | 76 | 89 |
Ruthenium | 0 | 0 | 0 | 0 |
Samarium | 0 | 0 | 0 | 0 |
Scandium | 1 | 7 | 7 | 12 |
Zinc* | 8,400 | 60,583 | 59,000 | 222,000 |
Strontium | 146 | 850 | 709 | 1,650 |
Silver* | 47 | 234 | 180 | 1,500 |
Tantalum | 103 | 111 | 111 | 118 |
Terbium | 0 | 0 | 0 | 0 |
Thulium | 0 | 0 | 0 | 0 |
Tin* | 62 | 7,544 | 4,100 | 105,916 |
Titanium | 5 | 680 | 734 | 1,334 |
Vanadium | 5 | 113 | 113 | 400 |
Bismuth | 70 | 362 | 372 | 941 |
Tungsten | 5 | 5 | 5 | 5 |
Ytterbium | 21 | 24 | 24 | 26 |
Yttrium | 178 | 202 | 202 | 226 |
Table 2.4 Typical concentrations (ppm) of CRMs and other raw materials of economic importance found in industrial jarosite sludge. Non-CRMs are marked with a *. Elements that should be considered for recycling are highlighted. Source: Bergfald Miljørådgivere.
Slag from steel production
Sweden, Finland and, to a lesser degree, Norway have a significant iron and steel industry that includes iron ore mines, blast furnaces, EAF steel and recycling furnaces, converters and processors, a broad fleet of alloy smelters and many foundries of varying sizes. The primary ore smelters of this industry generate large amounts of slag. Slag is typically formed when contaminants such as silica, sulphur and phosphorous are removed from melted metal by adding limestone and other materials. Aspiring to produce higher-purity iron will generally result in the generation of larger volumes of slag. Slags from most blast furnaces (BF) are dominated by the calcium from the added limestone, as well as the silica that follows most iron ores. In addition, there are several additional elements, including several CRMs that may originate from either the ore or the coke and other materials added to the process.
Most or all blast furnace slags are currently used as a substitute for cement, avoiding landfilling and providing a positive resource disposal and greenhouse gas footprint. However, when using the slag as cement, all CRMs locked in the slags are lost for recycling forever. One example could be residual levels of phosphorous and neodymium in iron ores from the north of Sweden, which are the remains of the apatite contamination left after flotation. While the flotation tailings with its REE content will be processed in the future, the remaining apatite minerals in the ore after flotation cannot. These CRMs will migrate to the slag and be locked into concrete forever.
The production of secondary iron and steel materials is based on Electric Arc Furnaces (EAF), which vary in size from annual capacities of one million tonnes down to much smaller plants for niche products. When using scrap metal, diverse contaminants are introduced into the furnace. Some come as alloying elements in the steel, and others from surface treatment (such as cadmiated
Cadmiated means treated with cadmium which is a hazardous heavy metal.
When crude steel is made, it is mainly refined in a ladle. All of these processes, primary iron and steel, secondary iron and steel and ladle refining, produce slags with different volumes and compositions. In addition, alloys are added to make the final product. Many of these alloys are also produced in the Nordics, such as ferrosilicon from Elkem and Finnfjord, ferromanganese and silicomanganese from Eramet and Ferroglobe, ferrochromium from Vargøen, etc.
The disposal of the slags depends on its composition.
Engstrøm, F. Mineralogical Influence on Leaching Behaviour of Steelmaking Slags. Luleå Uni. PhD thesis 2010
Mäkelä et al. Ev. of trace element avail. from sec. met. slag gen. in steelmaking by seq. chem. extr.Int.J.Env. Sci.Tech. 2013.
Lidelöw et al. Evaluation of leaching from four recycled materials used in full-scale road constructions.
Reijonen, I. Chem. bioavail. of Cr and V species in soil: risk ass. of the use of steel industry slags as liming mat. Diss. 2017.
Galyas, Eva. Ass. the suitability of using the byproduct Petrit-E from steel prod. as agric. fertilizer. MTh. Halmstad U. 2021.
Vanadium is a CRM that can be extracted from slags from the Swedish and Finnish iron and steel industries. The iron ores supplied by, amongst others, LKAB in northern Sweden have a naturally high vanadium content. In blast furnaces, this vanadium tends to be enriched in the slag and not in the iron. Vanadium is a scarce and valuable CRM, with 100% of the global production coming from BRICS countries, according to the latest USGS intelligence report,
The Nordics have a vast opportunity with the enriched slags coming from these ores. Substantial effort has, however, been put into extracting and utilising this resource more efficiently.
Attah, M. V re. from steel conv. slag utilised as an oxygen carrier in oxygen carrier aided combustion. JoCl.Prod. 2021.
Reprocessing of slag from the iron and steel industry might also be a source of other CRMs. A detailed mapping of CRM-levels and other relevant chemical properties in individual slags from different plants would be required to improve the understanding of whether it can establish increased CRM-recycling.
On the other hand, it is important to observe that the global and Nordic steel industry is about to experience a transformational change by retiring traditional blast furnace plants (BF) and introducing direct reduction plants (DRI). While BF plants enrich most of the contaminants in the slag, the DRI plants do not. DRI technology is based on energy-efficient processes requiring higher-grade iron ores and with few contaminants. Contaminants in the ore will follow the pig iron to the steel ladle or EAF.
There are multiple effects of the technology shift from BF to DRI. The cement industry will no longer get BF slag as a clinker replacement. Pig iron production will focus more on high-grade processed magnetite and less on imported hematite.
Tailings production will increase. These refining requirements will simultaneously make it possible to extract CRM-rich feedstocks before pig iron production, making concentrates instead of slags.
EAF-dust from iron and steel recycling
When scrap iron and steel are used to produce secondary materials, they also bring additional elements into the process, either as alloy components or from surface treatment. During the production process in an electric arc furnace (EAF), these elements will follow the new secondary material, end up in the slag or evaporate from the furnace and later condensate as dust that is collected and delivered as waste. This EAF-dust typically contains high levels of recoverable zinc (15–50%) but also many other elements, including CRMs.
Based on the evaluations of 100 different analyses of EAF dust, it appears that the complexity of EAF dust has increased in recent years. This is most likely attributed to increasing volumes of electronic components unintentionally dragged with iron and steel components to steel recycling plants. The broad range of elements increasingly present in EAF dust, in combination with the expectation of increased EAF production in Europe, mandates a more thorough look into this segment, preferably in cooperation with other European nations to increase volumes and recovery grades.
Due to its high levels of zinc, EAF dust is often recycled in a Waeltz kiln together with other zinc-rich waste materials that may include sludges, dross and small batteries. In the kiln, the dust is again volatilised, which separates zinc from other elements like iron and manganese. The non-volatile metals, including many CRMs, are left in an EAF slag that immobilizes these components in a way that makes further recovery difficult. Although other recovery processes have been developed that may recover additional elements in addition to zinc, these technology options have so far attracted little commercial interest or attention from governmental authorities.
It could be mentioned that the EAF dust is often processed in the Waeltz kilns together with manganese-based alkaline batteries, as these batteries also contain much zinc. Unlike zinc, battery-grade manganese is classified as a CRM. By combining these batteries with the EAF dust, all the non-zinc content is lost in a glassified slag.
Bergfald estimates the annual Nordic production of EAF dust to be between 100,000–150,000 tonnes. Some of the EAF dust, especially from smaller foundries, is landfilled as hazardous waste, instead of being delivered to recycling. If all Nordic EAF dust was collected and sent to a high-quality recycling plant, not only zinc but significant amounts of CRMs could also potentially be recycled.
Geothermal brines
Iceland has a large fleet of geothermal energy plants from which approximately 150 million tons of brine is discharged to various recipients. Brine from different locations contains various concentrations of metals, including lithium and boron. The high temperature and pressure of the brine may ease how soluble CRMs can be individually precipitated into relevant concentrates.
Geothermal energy on the scale of Iceland is not established and perhaps not even relevant for the other Nordic countries.
There seems to be a global trend towards a dual purpose of geothermal plants; partly to provide weather-independent power/heat – and partly to produce minerals. Large units for lithium extractions from geothermal plants are known from California and are currently planned in Germany. Today, Iceland produces precipitated silica (not a CRM as such), providing infrastructure and processing competence of immense value if a commercial CRM project is possible to develop.
The dual purpose of geothermal plants should be investigated further. It is proven that the deeper resources in Iceland have a much higher content of both base metals and even refractory metals.
Saby et al. The behaviour of metals in deep fuids of NE Iceland. Nature. 2022.
Dross, slag and dust from primary and secondary aluminium production
All primary aluminium today is based on bauxite as a raw material, and many bauxite resources also contain CRMs, including gallium, germanium, scandium and REE. Global gallium production is, for instance, entirely based on recovery from upstream aluminium processing plants. However, almost none of the CRMs contained in bauxite are extracted. Most will end up landfilled in red mud, while the remainder will follow the aluminium oxide feedstock to the primary aluminium smelters in Norway, Sweden and Iceland, where they either dissipate into aluminium metal as a contaminant (most aluminium sold from the Nordics have a 99.5% purity) or end up in wastes from the smelters. During the primary production of aluminium, both liquid slag and solid dross are formed and removed from the process as waste. Better recycling of these waste streams could potentially recover more CRMs.
Most aluminium in use is alloyed, and some of these alloy components are also CRMs, such as magnesium, titanium, scandium and REEs. Scrap aluminium usually contains significant amounts of other chemical elements which require treatment. Aluminium from shredded cars will, for instance, often have components of iron and copper beaten into it. Discarded beer cans often come with cigarette buts and are coated with pigment lacquers. When aluminium becomes scrap and is collected, sorted and sent to a secondary smelter, both the original contaminants and the alloying elements will, to some degree, end up in the dross from the secondary smelters. Salt is added to the recycling furnace, often potassium chloride, to bring some of the contaminants out of the melt, and quite often is, primary aluminium, added to dilute the contaminants. Monitoring the material flow and contaminant levels is key to success in aluminium recycling. This dross comes during the melting and is made by a mix of salts and oxides that are generated on the top of the melt and are regularly scraped off during the processing. Dross from secondary aluminium production is very different from dross from primary smelters, as it is less in volume due to little loss of aluminium oxide but is rich in many CRMs.
Lucheva et al. Non-waste Aluminium Dross Recycling. J. of the University of Chemical Technology and Metallurgy. 2005.
Afolabi et al. Compr. strength behaviours of lagoon-water cured cement-aluminium dross concrete. Kufa J. of Eng. 2021
Sedo, Jan. Processing method and dross dust fractions properties in the Confal Inc. European Scientific Journal May. 2015
Yang et al. Investigation of leaching kinetics of alu. extraction from sec. Alu. dross with use of HCl. Hydrometallurgy. 2019.
Singh et al. Quantitative determination of metals in waste aluminium dross. IOSR JAC. 2018.
Lin et al. Recycling of aluminium dross for producing calcinated alumina by microwave plasma. Sust. Env. Research. 2022.
Wan et al. Synthesis of Cryolite (Na3AlF6) from Sec. Al. Dross Generated in the Al. Recycling Process. Materials. 2020.
The best way to reduce the loss of alloying CRMs from aluminium is to stimulate and organise the specific sorting of alloys. Indeed, closing the material circle allows a worn-out aluminium component to be recycled for the same application. All aluminium scrap collected that is not targeted for specific alloy recycling will, for all practical purposes, result in some level of CRM-loss either by dissipation or loss to the dross.
Current processing capacities in the Nordics for aluminium dross focus entirely on aluminium. Metallic aluminium (droplets and small lumps) is recovered and returned to the primary smelters. The remaining material is regarded as aluminium oxide, although only 50% of the material is aluminium oxide. In any case, it is oxidised in a controlled manner, salts are washed out and pumped to the sea, and the rest is sold as aluminium oxide for clinker production.
When considering the size of the Nordic aluminium industry and levels of gallium in dross above 100 ppm, as well as several other relevant CRMs, it is important to consider if the waste mandates more advanced processing.
Spent pot liner (SPL) from aluminium production
Spent Pot Liner (SPL) arises as a waste from the primary production of aluminium when spent electrolysis baths are discarded and replaced in a volume of about 20 kg per ton of primary aluminium. The wall of the electrolysis bath is covered with a thick graphite cladding that isolates the bath from the refractory bricks in the wall behind the cladding and serves as a cathode in the electrolysis. During the aluminium production process, the graphite cladding gradually becomes saturated with fluorine and metals that do not evaporate or dissolve in the aluminium metal. Recycling of SPL can, therefore, lead to recovery of both fluorine and graphite and potentially other CRMs.
Due to the content of fluorine and cyanide, the SPL is a hazardous and difficult waste stream to handle that requires technically demanding and costly disposal solutions. But even recycling is challenging due to the toxic and chemically reactive nature of the waste material.
Ghazizade et al. Landfilling of prod. SPL in alu. Ind.: proposed method in dev. countries. 1st Int. C. on Final Sinks. 2010.
Kristensen et al. Mindre deponering av farlig avfall. Bergfald Miljørådgivere. 2019.
Although some recycling of SPL takes place globally, all the Nordic SPL is landfilled, and no current recycling operation has recovered fluorine from SPL so far due to the technical challenges, although the fluorine concentrations in SPL are relatively high.
The challenge of SPL disposal is global, and the landfilling options are getting fewer and costlier. If a suitable recycling solution is developed and built in the Nordics, it is fair to expect that there will be a push from producers outside of the Nordics to supply feedstock at a reasonable gate fee.
Pyrite ash
Burning pyrite (iron sulphide) provides both processing heat and sulphuric acid. The remaining ash is an iron oxide, but often with a high content of other metals. Sometimes, pyrite resources are influenced by copper-containing chalcopyrite or other transition metal sulphides.
Oliveira et al. Chemical comp. and minerals in pyrite ash of an abandoned sulphuric acid production plant. ACP. 2015.
2.3 Waste from discarded components, assembled products and decommissioned infrastructure and waste treatment
PCBs
Printed Circuit Boards (PCBs) are boards of non-conductive materials where conductive lines printed or etched onto the surface connect electronic components mounted on the board. These components often contain CRMs, and countless electrical and electronic products contain PCBs that can be collected during disassembly of the discarded EEE- products. PCBs come in all sizes, from massive server boards to tiny sensor components. Composition is likewise highly diverse, while valuable metals such as gold and copper are common for all PCBs.
In addition to the PCBs being highly diverse and heterogeneous, it is challenging to estimate the tonnage put on the market, the tonnage in use or storage and even the tonnage received and sorted for recycling. Recent numbers from Eurostat indicate a sharp increase in the sale of electronics all over Europe,
It should be noted that not all PCBs are removed from the recycling plants for dedicated treatment. Small items are often lost, and items inside welded or glued chassis are often sent directly to incineration without sorting.
Most important for CRM-recovery, though, is the smelters. PCBs are sent to smelter hubs such as Boliden, Aurubis, and Umicore, with plants located in Sweden, Finland, Norway, and Europe. These smelter plants were initially built to process high-grade copper ores and have a long history and industry-leading metallurgical insight. Over a long time, these smelter hubs have developed new and advanced technologies to recycle lower-grade ores, increase recovery, decrease slag and emissions and introduce recycling of byproducts. Indeed, these plants now recycle gold, silver, and PGMs in addition to copper, as well as, to some degree, nickel and cobalt.
However, most of the CRMs in PCBs are not recycled when they are put into the copper furnace. Instead, it ends up in the slag
Andertun et al. Long-Term Leaching Effects on CaO-Modified Iron Silicate Slag. Minerals. 2022.
Indeed, of the 70 elements commonly found in PCBs, 10 are recycled – while the rest are lost. Amongst the rest are 35 CRMs. The content of these non-recycled CRMs has increased over time, most notably in the last few years. While the recovery of the CRM copper has been improved over time, all the new CRMs coming into electronics have been largely ignored. The illustration below shows how the content of non-recycled CRMs in PCB has now passed 7% of total weight. This means that even if half of the PCB put on the market is returned to recycling, less than 50% of the copper used for electronics is recovered and 0% of the CRMs shown in figure 2.3.
Figure 2.3 CRMs lost in PCBs, ppm. Source: Bergfald Miljørådgivere.
Both sorting and recycling operations focus on gold and copper and have yet to pay similar attention to the many other CRMs that PCBs contain. This has resulted in a recycling process that recovers less than a quarter of CRMs found in PCBs.
In addition, the collection system suffers from low collection rates for smaller products often lost or landfilled in incineration. Some sectors are also exempt from the EPR-schemes that secure collection and recycling for most WEEE, like the aviation, shipping, railway and military sectors and space programs.
It should also be pointed out that PCBs in cars and other road vehicles are not regulated by the same EPR schemes as other PCBs, which might increase the losses.
Cables
Cables are either a single wire or an assembly of wires used as a conductor to carry an electric current that delivers electric energy or a signal to the receiving component. Cables are often covered by an insulating and protecting material, typically a polymer. Cables come in countless dimensions and connections and are frequently laid out over long distances, sometimes dug down or built into the walls and foundations of buildings and infrastructure from where it can be challenging to recover. While copper is commonly regarded as the most crucial cable material, aluminium is a strong contender – when considering the HV grid going across all Nordics.
Cables such as copper and high-grade aluminium are significant consumers of CRMs. Globally, the total market for cables and wires is estimated at 25 million tonnes (all segments, both Al and Cu cables), giving an annual consumption in the Nordic market of approximately 440,000 tonnes. A third of this tonnage is polymers. At least half of the tonnage is also expected to be placed in infrastructure that is later decommissioned without returning to a recoverable waste stream. This includes copper wires from abandoned rail lines, copper wiring in houses not removed during demolition, cables dug down in urban infrastructures etc. Although temporally unavailable for recycling, cable materials left in urban infrastructure remain available for urban mining at a later stage.
It is estimated that half of what is put on the market is also returned to a recoverable waste stream. This indicates a substantial accumulation of metals in society, both material in use and out of use, as well as abandoned.
Some cables reaching a waste processing plant are recovered by some of the dedicated cable shredders (LINK), while some are lost in other shredder waste from cars and WEEE. As seen from shredder waste, copper and other metals levels are high.
As the circular economy grows, copper will face the same problem that currently is growing in the steel and aluminium sectors; the many alloys and contaminants that recycled copper brings with it may complicate or even poison the next generation of recycled metal.
Loibl et al. Current challenges in copper recycling: aligning insights from material flow analysis with technological research developments and industry issues in Europe and North America. Resources, Conservation & Recycling. 2021.
The Nordic countries have a strong cable industry, with companies such as Nexans and NKT operating large plants for different dimensions.
Motors and generators
Electric motors convert electric energy to mechanical work through interaction between current-carrying conductors and a magnetic field. The exact process reversed is the basis for electric generators like dynamos and turbines, and some motors can also serve as generators, as seen in electric cars. Due to this duality, both motors and generators have quite similar designs and contain similar materials, including CRMs like copper and REE.
Electric motors are found in countless electric products that differ in size, from large propulsion systems, pumps, compressors and machines to small household appliances like electric toothbrushes and tools.
Efficient electrical motors based on the strategic and critical raw material neodymium have been crucial for developing modern electric engines and generators. These more efficient motors and generators have made it possible to replace vehicles based on internal combustion engines with electric vehicles and increase the efficiency of electric components from the smallest sensor to the biggest windmill.
The most important CRM-component of electric motors and generators is the magnet for creating the magnetic field. Typical CRMs in such magnets include rare earth metals like neodymium, praseodymium and dysprosium. Other elements relevant to advanced magnets are boron, samarium, nickel and cobalt.
Currently, Europe has a recycling capacity for unutilised neodymium from scrapped magnets. This is due to bottlenecks in the collection and sorting of magnets. A central topic for Nordic CRM-strategies should thus be how magnets can be efficiently collected for recycling. This is more complicated than intuitively imagined, as many of the magnets are quite small and will stick to steel infrastructure in a recycling and sorting plant. Developing steel-free infrastructure for WEEE and automotive recycling will be challenging, costly and take substantial time to implement. The alternative will require vast manual work, which is also expensive. Lastly, even if significant magnet sorting is developed and implemented, the post-consumer magnets will have diverse metallurgical compositions, requiring elemental separation to be efficient.
As the Nordic countries have strong positions both in the upstream processing of magnet metals (neodymium, nickel, etc.) and in the production of motors, pumps, engines, etc., there are possibilities of achieving large effects if some of the inherent challenges are overcome.
LED and screens
Diodes are essential components in many electric and electronic products. Almost all new light sources and illumination technology on the market are currently based on diodes, and nearly all these are based on a gallium platform. Similarly, screens are also increasingly based on diodes.
So far, no significant recycling of WEEE-gallium exists. The current gallium recycling industry is only processing industrial scrap, although several teams are active in looking at different
Rebello et al. Reciclagem de lampadas de led inserviveis: Panora atual e perspectivas futuras. 2020.
Nagy et al. Recycling of gallium from end-of-life light emitting diodes. Arch. Metall. Mater. 2017
Chen et al. Recovery of Gallium and Indium from Waste LEDs. J.of the Korean Inst. of Res. Recycling. 2020.
Wei et al. Opt. of extraction of valuable metals from waste LED via response surface method. Trans.N.M.Soc. China. 2023
Mir et al. A Review on Recycling of EOL LED for Metal Recovery. The Minerals, Metals & Materials Society. 2022.
Nikulski et al. The Potential and Limitations of Critical Raw Material Recycling: The Case of LED Lamps. Resources. 2021.
All crude gallium processing is currently in China. As the Nordic countries have large gallium resources in the waste fractions from the aluminium and zinc industry, industrial development has remarkable potential. If gallium processing from industrial byproducts is established, looking thoroughly at the targeted sorting of diodes from WEEE would also be relevant. Importing diodes from other European countries would be relevant in such a case. As the overall figures are substantial, such an industrial setup will make Europe self-supplied for all gallium requirements.
Touchscreens also contain indium. While not a CRM in Europe, it is regarded as CRM in most other regions of the world. Diodes also contain highly strategic heavy rare earths like terbium.
Batteries
Batteries are portable or stationary energy storage units that allow chemical energy to be converted to electricity. Batteries differ in size from units that power a large ship to units in small medical instruments like pacemakers. Batteries are already one of the largest consumers of many CRMs, and this sector also has one of the highest expected growths in the coming years. So far, however, the volumes of material from discarded batteries available for recycling are still relatively low due to the length of the battery product life.
Different battery types contain varying CRMs. Among the dominant battery technologies are secondary batteries based on lithium-ion and lead-acid chemistries. Secondary batteries, commonly referred to as rechargeable batteries, can be recharged and reused multiple times. These technologies are expected to maintain or increase their market position in the coming years. CRMs that can be recovered from batteries include antimony, cobalt, graphite, nickel, lithium, magnesium and manganese.
The lead-acid battery technology is well-developed, robust, and cost-effective, though, with limited energy efficiency. The collection rate is exceptionally high, occasionally exceeding 100%. This can be attributed to consumers clearing out old garages and storage spaces, which is a favourable development. The collected batteries are transported to the Boliden plant at Bergsöe, which specialises in battery recycling and efficiently recovers battery materials.
Alkaline batteries are a type of primary battery designed for single-use applications and are widely utilised in everyday devices such as flashlights, smoke detectors, and toys. Historically, alkaline batteries have been based on a range of chemical compositions. In recent years, zinc and manganese have dominated the platform, with manganese being the only one currently considered a CRM. Due to their small size, the collection rate for these batteries remains relatively low. According to Eurostat, the collection rate for the category “Portable Batteries” within the Nordic region varies significantly, from 47% in Sweden to 77% in Iceland.
Portable batteries are sorted manually at the EPR plants in the Nordic countries. Alkaline batteries are sent to recycling plants outside of the Nordics for zinc recovery, which is not a CRM. The batteries are mixed with other zinc waste and fossil coke in these recycling plants and roasted. Approximately 80–90% zinc is recovered, while the battery-grade manganese is lost in a slag unsuitable for further processing. In all statistics, these tonnages of collected and sorted wastes with a CRM content of approximately 25% are registered as recycled. However, in reality, the CRM content has been entirely lost. Alkaline batteries, therefore, represent a significant opportunity to develop advanced recycling technologies that enable the recovery of manganese and other minor CRMs. Regardless of zinc not being classified as a CRM, it is still a substantial metal, and should not be overlooked by new recycling technologies.
Portable secondary batteries based on Nickel-Cadmium (NiCd) or Nickel-metal-hydride
Shin et al. Recovery of el. Powder from spent NiMH batteries. Arch.of Met. and Materials. 2015
A lithium-ion battery (LIB) generates electric current by migrating lithium-ion from one electrode to the other. Lithium is the lightest metal with the highest electrochemical potential, which makes it an excellent charge carrier. However, lithium constitutes only a part of the battery – about 2–3% or 8–12 kg in an EV battery weighing 400–500 kg. Typically, the anode is made of graphite, while the more complex structure of cathodes contains transition metals such as nickel, manganese and cobalt. These, along with other crucial components like the electrolyte and separators, are enclosed in a casing often made of aluminium.
There have been extensive plans to develop value chains for lithium batteries in Scandinavia, with companies such as Freyr, Northvolt, and Morrow, among others, taking the lead. However, they have faced unforeseen challenges, leading to an uncertain future for their production.
There have been extensive plans to develop value chains for lithium batteries in Scandinavia, with companies such as Freyr, Northvolt, and Morrow, among others, taking the lead. However, they have faced unforeseen challenges, leading to an uncertain future for their production.
However, important industrial investments in both the reuse, refurbishing and recycling of used lithium batteries have been made in the Nordics. While the incoming volumes are not yet at a scale that can be described as industrial production, the sector is developing in that direction.
Scrapped vehicles
Vehicles contain many CRMs, often in large amounts, and scrapped cars are, therefore, a vital waste stream for CRM-recycling. Aluminium and magnesium are commonly used as construction materials, and components in steel are often alloyed with CRMs like nickel, vanadium and niobium. Some CRMs are already recycled quite effectively, like aluminium and copper. Vehicles also come with increasing numbers of electrical and electronic components typically containing gallium, germanium, silicon and REE in addition to copper.
When a vehicle is scrapped, it is typically stripped for oils, lead batteries and other hazardous materials before the remaining structure is crushed and shredded into manageable pieces. These pieces can then be sorted into limited metal fractions and delivered for recycling. Typical separation processes include magnetic separation of iron and magnetic steel, along with a combination of Eddy current separation, hand sorting, flotation and or sieving to separate non-magnetic metals like aluminium and copper. Some shredder plants have also developed solutions for separating specific alloys, although significant work remains to achieve a fully alloy-specific separation system.
So far, shredder plants where most vehicles end up are mainly built to recover the three primary metals: iron, aluminium and copper. Legislations, permits, and technological recycling concepts are all geared towards this. However, the metals coming out of these shredder plants are far from homogenous, often containing 5–10% of other metals. A German report from 2020 exposed that the iron fraction from shredding used cars only contained 92% iron. The rest were other metals, like aluminium, zinc and several CRMs.
Sander et al. Evaluierung und Fortschreibung der Methodik zur Ermittlung der Altfahrzeugverwertungsquoten durch Schredderversuche unter der EG-Altfahrzeugrichtlinie 2000/53/EG. Umweltbundesamt, 2020.
Some metals following the iron, such as chromium and nickel, will mainly remain in the steel and provide minor benefits. However, there are some challenges regarding other metals. For instance, a considerable amount of manganese is lost with the waste slag and evaporation. Zinc will also evaporate from the furnace, then cool down and precipitate in the EAF dust, where it subsequently can be recovered. In contrast, copper mainly remains in the iron, which is challenging for the steel industry.
Daehn et al. How Will Copper Contamination Constrain Future Global SteelRecycling? Environ. Sci. Technol. 2017
Steel scrap currently contains approximately 0.2–0.5% copper, and increasingly, steel is becoming one of the largest sinks for this CRM. The losses of copper into steel alone represent volumes comparable to the total production of 10–20 medium-sized copper mines globally. It is challenging to justify the establishment of new copper mines when recycling operations remain so crude and unsophisticated, allowing such losses.
Indeed, improved sorting at automotive recycling plants and other parts of the recycling infrastructure may not only be beneficial – it might be fundamental to keep the recycling of steel at a sensible level.
When copper first enters the recycled iron melt, it can only be extracted with substantial energy costs and losses of material. In fact, the industry handles this today by blending different scraps and diluting them with pig iron, as well as by systematic downcycling. Scrapped car steel is used for rebar and manhole covers, and only a limited amount is used in new cars. Increasing degrees of iron recycling are giving rise to unfeasible challenges requiring new and strict upstream separation.
For aluminium, the situation is even worse. The European aluminium association has stated that
“the main flaw in current recycling processes is the practice of shredding the car as a whole which results in a mix of alloys: dismantling aluminium components before the shredder could be a solution”
The problem has been apparent for some time. High-quality aluminium from extruded, rolled or wrought components has been mixed and used as feedstock for casting components, efficiently making casting alloys the wastebin and end station for aluminium. Certainly, a decade ago, the Norwegian Aluminium Industry expressed concerns about the casting alloys sector being filled up with scrap from automotive recycling.
Modaresi et al. Component- and Alloy-Specific Modeling for Evaluating Alu. Recycling Strategies for Vehicles. JOM. 2014.
Without large leaps in alloy sorting efficiencies, the aluminium sector will continue to practice the substantial blending of secondary aluminium with virgin material to achieve necessary quality standards. In contrast, large amounts of CRM alloy elements are lost in the downcycled products.
In secondary aluminium plants, treating the incoming scrap with various chemicals are common to remove as many contaminants as possible before casting. However, as most of the contaminant metals stay in the aluminium, there is currently a systematic downcycling of aluminium, which is unsustainable.
A significant consideration for both CRM recycling and the quality of iron, aluminium and copper recovered from shredding processes is whether mixing waste materials prior to sorting is optimal. To improve the qualities of both the main fractions of iron and aluminium – and provide a better possibility for CRM-recycling, developing this industry in the direction of pre-shredder dismantling and sorting might be the only sensible way forward.
Discarded tyres
Discarded tyres generates a large, constant and relatively homogenous waste stream. While natural and synthetic rubber constitute the primary materials, tyres also have a high content of inorganic components. Some of this is the steel alloy fibres, but the rubber itself also has a high inorganic (metal) content. Some of these metals are intentionally used as additives to optimise tyre properties. Some of the metals are contaminants from processing, such as catalysts, and some are natural contaminants from the growing of Hevea
Thepcalerm, C. Study of the mesostructured by AF4-MALS and of the mineral element comp. by ICP-MS. PhD Th. 2014.
Shahraki et al. High eff. Removal of heavy metals using tire-direved activated carbon vs commercial activated carbon: insights into the adsorption mech. Chemosphere. 2021.
The synthetic SBR part of the tyre is mostly produced with neodymium catalysts, efficiently dissipating about 1,000 tonnes of neodymium annually globally. As such, neodymium sufficient to build 1 million electric cars is lost into car tyres – globally. If this is possible, recovery from the rubber has yet to be decided.
National annual volumes of scrapped tyres in the Nordics are estimated at 70 kt for Norway, 90 kt for Sweden, 50 kt for Finland, 40 kt for Denmark and 5 kt for Iceland, based on conversations with tyre return schemes and recycling industry representatives. Although used tyres in the Nordic countries are reported in national waste statistics as fully recycled, CRMs in the tyres are not. Car tyres shredded and used as a filtering medium in landfills are classified as recycling, as does export to Turkey for use in clinker plants, even if all the metals and CRMs are lost. Certainly, the potential for better recycling efficiency should be obvious for both high-alloyed steel and CRMs. Indeed, projects are now maturing trying to implement cryo- or pyro-technologies for accurate material recycling of composition parts such as carbon black. If carbon black recycling is implemented, beneficial side effects will occur as these technologies also liberate steel fibres and other inorganic content. One project of particular interest may be the new plant of Svensk Dekkåtervinning, and the possible downstream processing by Rubber Innovation. This site might also be further developed to extract and recover some of the critical metals content. It could be that pyrolysis will open the path towards recycling much inorganic material of high value.
Naveed et al. Gasification Characteristics of Auto Shredder Residue. J.Chem.Soc.Pak. 2011.
Policy options that should be considered for developing better CRM-recycling of discarded tyres include a ban on using spent tyres as infill and drainage layers at landfills and restrictions on exporting tyres out of the EU, including export to Turkey and Morocco. Technological development of neodymium-free CBR rubber production should also be incentivised.
Shredder residues
The shredder plants are the largest and most visual component of the Nordic recycling infrastructure. Large, metal-containing waste such as scrapped automobiles, production machines, cables, and poles have been collected, sorted and recycled due to inherent metal values for many years. As society takes in new metals and alloys, and environmental requirements have increased – so has the technological level of this infrastructure. Within the span of only one generation, this sector has developed from scrapyard to process industry.
This industry is represented by several plants in Norway,
Hovde, L.R. Analyser av lettfraksjon fra fragmenteringsverk. Hjellnes Consult. 2007.
Stanicic a et al. Fate of lead, copper, zinc and antimony during chemical looping gasification of ASR. Fuel. 2021.
Faust et al. Interactions between ASR and Olivine BedMaterial during Indirect FB Gasification. Energy&Fuels. 2021
Jagodzinska et al. Can torrefaction be a suitable method of enhancing shredder fines recycling? W. Management. 2021.
Nedenskov et al. Shredder Waste and mixed waste, DHI Miljø. 2011.
Hjelmar et al. Treatment methods for waste to be landfilled. TemaNord 2009:583.
Boldrin et al. Life cycle assessment of shredder residue management. Miljøstyrelsen. 2015.
Nieminen et al. Gasification of shredder residue. VTT. 2006.
Although the scrap industry has been through significant development in the last three decades – it is still a volumes industry. The core fractions are iron, copper, aluminium, and burnable fluff. As the scrap delivered to these plants contains increasing levels of CRMs, this industry currently represents potentially the largest losses of Critical Raw Materials, and simultaneously, a sector with similar potential for CRM-recovery with limited efforts of costs.
Shredding of metallic waste creates two residual waste streams that are challenging to recycle. They are often referred to as fluff and fines. Fluff is the basket definition of all the nonmetals, such as polymers, textiles and rubber, that arise from shredding processes. The most common disposal of the fluff is incineration. Fines are as the word says, finer particles and dust created when cars are smashed to pieces, a mix of everything. Both fractions also contain residual levels of metal particles. Combined, the fluff and the fines are generally categorised as “shredder residues”, a material with limited market value but is required to be disposed of as waste. Notably, both the fluff and the fines contain all CRMs, and in large volumes. As cars and other equipment contain more and more advanced technologies, often as tiny sensors – the many small bits and pieces end up as a sizeable total loss.
Extensive work on mapping the loss of critical raw material has been done in cooperation between Swiss and Norwegian researchers concerning the CRM content in automotive shredder residues.
Restrepo et al. Stocks, Flows, and Distr. of Critical Metals in Embedded Electronics in Passenger Vehicles. ES&T. 2017.
Post-shredding separation of these small components seems challenging and expensive, though possible. Potentially, a more resource- and cost-efficient solution could be implementing routines and regulations for pre-shredding dismantling of car electronics, including sensors. Introducing specific recycling mandates for these components equal to those applied for consumer electronics.
Restrepo et al. Effects of car electronics penetration, integration and downsizing on their recycling potentials. RC&R. 2020.
Currently, cars and all other rolling equipment (such as trains, bikes and buses) are exempt from the WEEE regulations that almost all other sectors are mandated by. Hence, this feedstock is currently lost in the shredder residues. Indeed, one of the lowest-hanging fruits for increased CRM-recovery before 2030 would be for automotive electronics to be included in the WEEE mandates or have similar recycling requirements as all other electronics in society.
The current recycling of electronics is not extracting the most critical CRMs, but substantial development work is ongoing to make that happen. Indeed, it is expected that technologies will mature, and recycling plants will be built and expanded in the years ahead.
Shredder residues will typically have two disposals in the Nordics; the fluff consisting of mainly plastic and rubber with small pieces of metal, will be burnt, either in MSWI plants or cement plants. The fines, consisting of high levels of metal particles partly diluted by hard plastic particles, are generally landfilled. Both fractions have high levels of CRMs, but the fines fraction is, of course, of the highest recycling and supply interest.
To some degree, the fluff fraction is also landfilled. The open-air disposal of finely ground metal particles together with fluffy plastic particles has been shown to result in uncontrolled fires regularly. Indeed, every summer there are fires on landfills with fluff, which spread both halogenated organic toxins and heavy metals into the environment.
One possible path for the Nordics would be to incinerate all fluff from Nordic shredders in one dedicated MSWI plant, to get a high-metal-ash suitable for hydrometallurgical downstream processing. This has been considered before,
Johansson et al. Separate comb. of selected waste streams to increase resource recovery from ashes. Re:source. 2017.
Critical perspectives that should be considered when framing policies for further development of the Nordic shredder industries include mandates of increased pre-shredder sorting that will create some additional costs and demand more manual labour, but at the same time will improve separation of individual metals and alloys and enable improved CRM-recycling. In addition, a ban on landfilling and incineration of shredder residues that contain recoverable levels of CRMs (>1%) should also be considered.
Ashes
Ashes are formed when combustible materials are incinerated. Incineration is often used as a waste treatment process that sanitises and stabilises the waste material and leaves residual matter requiring less landfilling. When energy from the incineration process is utilised for electricity production or heating purposes, waste incineration plants are also referred to as waste-to-energy plants. Most incineration processes create two main types of ash. Bottom ash is the largest fraction and is collected from the bottom of the incineration chamber. It consists of inorganic chemical compounds with low levels of organic matter. Fly ash is ash particles that follow the flue gasses and are collected as part of the flue gas treatment system. Compared to bottom ash, fly ash contains higher concentrations of volatile metals like arsenic, antimony, lithium and zinc. Ashes are similarly formed when biomass is incinerated to create heat for either industrial use or household heating. Ashes from incineration processes contain all the chemical elements of the periodic table at different concentrations.
Kalembkiewicz et al. The Physicochemical Prop. and Comp. of Biomass Ash and Ev. Dir. of its Appl. Pol. J. Env. Stud. 2018
The Nordic countries generate around 6 million tonnes of ashes from incineration of waste and biomass. Some of the ashes are utilised as concrete replacement or fertiliser, while most are landfilled as either inert or hazardous waste. The levels of total CRMs in these ashes are averaging around 1%, even when excluding elements such as aluminium, magnesium and silicon - representing a substantial loss of CRMs and a combined volume that should not be ignored as a potential feedstock for future CRM-recycling. Despite large volumes and consistent supply, the CRM-extraction from ashes will be challenging.
The feedstocks for the biomass plants are also different.
Dijen, F. Bioefficiency - Influence of pre-treatment, blending and additives on ash composition (D6.2). 2019.
Perämäki et al. Occ. and rec. pot. of REE in Finnish peat and biomass combustion fly ash. J. of Geochemical Expl. 2019
MSWI ashes have historically been regarded as problematic and sometimes hazardous, which has created a need for safe disposal.
Holmstrøm, P. Aske som ressurs. Avfall Norge. 2012.
Maresca et al. Life Cycle Assessment of future management options for Danish MSWI fly ash. MST report. 2019.
Skåra, A.R. Gjenvinning av verdifulle grunnstoffer fra saltutvasket flyveaske. M.Th, University of Oslo. 2022.
While WEEE schemes worldwide, and in the Nordics, have increased and improved the collection rate, we still observe a high influx of WEEE-related material to the MSWI streams. While the larger components that WEEE systems were initially built for, like TV-sets and computers, have a high collection and sorting rate, we observe a multitude of minute WEEE components in the society that we expect to be discarded as MSW. Examples include parcel ID trackers, toys, gimmicks, air pods, memory sticks, credit cards, ID cards and pointers. These generally end up in the MSW, and later, the metals are found in the ash.
Toys are recently highlighted as a tsunami of WEEE waste.
Due to limitations in oxygen during certain phases of the incineration process, there will also be reductive reactions in certain zones, despite the dominant net process being oxidative, leading to somewhat counterintuitive changes in metal components passing through the incineration process. For instance, aluminium components in MSWI plants absorb some CRM-metals during the incineration – ending up with a different alloy composition than what was fed in.
Bottom ash is normally post-treated by magnetic separation, sieving, and, most commonly, eddy-current separation to get out larger aluminium components, which, as expected, will lead to reduced levels of metallic components in later bottom ash analyses.
Figure 2.4 Relative levels of CRMs in bottom ash. Source: Bergfald Miljørådgivere.
Figure 2.5 Relative levels of CRMs in fly ash. Source: Bergfald Miljørådgivere.
Figure 2.6 Content of CRMs and non-CRMs in different ashes. High value minor CRM levels of 1–2% is comparable to mined resources. Source: Bergfald Miljørådgivere.
Work has been conducted in Denmark to map REE and other CRMs in ashes from different sources, such as MSWI in Greenland
Kirkelund et al. Greenlandic MSWIFA and MSWIBA as secondary resource in Mortar.: Int. J. Sus. Dev. Plann. 2016.
Kirkelund, G. Ch. of MSWIBA for pot. use as a subbase in Greenlandic road construction. Tech. Uni. of Denmark. 2012.
Lima et al. Screening dilute sources of rare earth elements for their circular recovery. J. of Geochemical Exploration. 2022.
Seres, S. Resource recovery from MSW fly ash. M.Th. Umeå University. 2018.
Hanson, L. Characterization of bottom ash from MSWI as a possible element in concrete. M.Th. Chalmers. 2017.
Fedje et al. Zinc recovery from Waste-to-Energy fly ash – A pilot test study. Waste Management. 2020.
Tang, J. Removal and Recovery of Metals from MSWI Ashes by a Hydrometallurgical Process. PhD.Th. Chalmers. 2017.
Johansson, K. LCA of tr. proc. for FA from MSWI – A comp. of the Ash2Salt process and existing tr. meth. SLU. 2017.
Nedkvitne et al. Variation in chemical composition of MSWI fly ash and dry scrubber residues. Waste Management. 2021.
The Finnish Forest Engineers Association estimates an annual production of 650,000 tons of bio ash in Finland.
Oksanen et al. Fertiliser prop. of wastewater sludge and sludge ash–a case st. from the Finnish forest ind. E.Ch.EngS. 2023
Pöykiö et al. Heavy metals leaching in BA and FA fractions from ind.-scale BFB-boiler for ERA. Tr.NFe Met. Soc. China. 2016
Nordic Council of Ministers. BAT for combustion and incineration residues in a Circular Economy.
Organic waste
Phosphate is an essential chemical component of all living cells, and so all organic waste contains phosphate, albeit at low concentrations. When organic waste is allowed to undergo anaerobic digestion in a closed reactor, collectable bio-methane is formed that is chemically identical and can be used for the same purposes as natural gas. The biogas formation leaves a phosphate-enriched digestate sludge that can be used directly as biofertiliser or processed into a more concentrated and drier product. When used locally, the digestate can be applied as fertiliser without any further processing. However, the high-water content makes transport over longer distances both costly and energy intensive.
One way to concentrate the phosphate content is through the combustion of the digestate, which leaves dry phosphate-enriched ash where microplastic, organic pollutants, infectious agents and seeds from blacklisted plant species have been removed. Further refining phosphate from biogas production could potentially also replace phosphate rock in production of synthetic fertiliser.
There is already a well-developed biogas industry in the Nordics, especially in Denmark, Sweden and Finland, that could potentially be expanded further.
Another source of phosphate from organic waste comes from wastewater treatment. Phosphate is most often not removed during the treatment process, but there are available techniques for phosphate removal, for example, through struvite precipitation.