4. Post-harvest processing
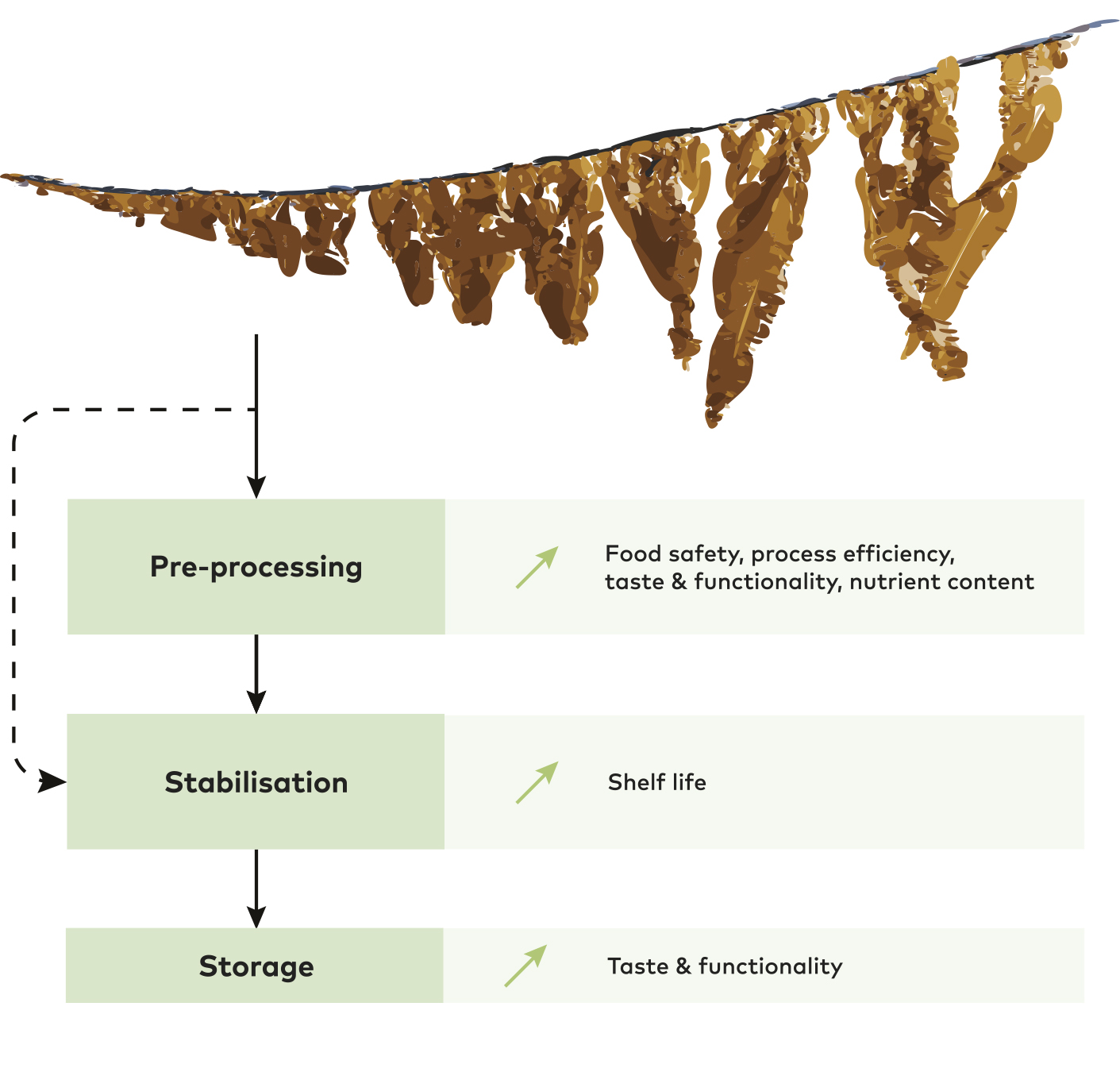
This chapter outlines how harvested seaweed biomass can be handled, stabilised, and transformed into food ingredients, and how processing choices critically influence product safety, nutritional quality, shelf-life, sustainability, and economic viability. Post-harvest handling encompasses all operations from harvest until the biomass is stabilised or converted into a product, including transport, size reduction and storage. The methods addressed in this chapter can be broadly grouped into pre-processing (or pre-treatment) methods and stabilisation methods.
In practice, hybrid processing strategies are frequently employed, combining two or more operations to reduce energy demand, shorten processing time, and tailor product characteristics, thereby improving overall process efficiency and market value. Post-harvest handling of seaweed biomass (both wild-harvested and cultivated), together with key processing targets, is schematised in Figure 5 .
Quality requirements
A key challenge is to balance food safety with nutritional and sensory quality. In the case of kelps, high iodine levels may pose a health risk upon frequent consumption in excessive amounts (see Section 3.2 ). Effective processing methods must therefore reduce the iodine content to safe levels while retaining valuable nutrients and flavours. This priority has guided recent research and development efforts (Blikra et al. 2022b; Stévant et al. 2025a).
Pooling resources for efficient processing
Establishing specialised processing facilities for large-scale handling of seaweed biomass, whether cultivated or wild-harvested and intended for food or other applications, represents a major investment, with significant operational costs. As proposed by Stévant and Rebours (2021), developing shared processing infrastructure could enable stakeholders to pool resources, thereby reducing individual financial barriers to implementing efficient large-scale processing solutions. Such collaborative models could enhance overall competitiveness, promote more efficient use of capital, and ultimately accelerate the upscaling of seaweed production.
Performance of seaweed processing techniques
Addressing these interconnected challenges requires a holistic approach that integrates technological innovations, process optimisation and economic and environmental sustainability assessments. Recent research, including work from the SusKelpFood project has focused on evaluating individual and combined processing strategies for pre-treatments and stabilisation methods. Table 7 and Table 8 summarise the performance of these approaches, which are discussed in more detail in this chapter.
Iodine reduction | 90% reduction for 2 min at 45 °C, slow effect at 30 °C (A, S) 1-3 | 90% reduction for 4 min at 45 °C not at 35 °C. Can be enhanced using successive water baths (S) 4 | 90% reduction for 2 min (S) 5, 6 | 90–95% reduction for 1.5–2 min (S) 5, 7 | 25–68% reduction (A, S) 2, 8-10 | 85% reduction with US treatment at 45 °C for 30 min (A) 9. Moderate effect on Laminaria hyperborea 11 | Marginal reduction (S) 12, 13 |
PTEs reduction | Only reduction of As (A, S) 10, 13 | Only reduction of As (S) 4, 13 | Only reduction of As (S) 6 | Only reduction of As (A, S) 2, 8-10 | Only reduction of As (A) 10 | (S) 12, 13 | |
Microbial safety | (A, S) 14, 15 | (S) 5 | Inactivation of microbes | Inactivation of microbes although no sterilization | Inactivation of microbes | ||
Mineral retention | Losses of Na, K (S) 13 | Uptake of Na, loss of K | (S) 16 | (S) 5 | Generally high retention, some K losses (S) 9 | (A) 10 | (S) 12, 13 |
Protein retention | (S) 9, 16 | (S) 16 | (A, S) 2, 9, 10 | (A) 10 | (S) 12, 13 | ||
Flavour retention | Mild flavour (S) 13 | (S) 13, 17 | (S) 14 | Reduction in saltiness and umami 17 | Not sign. different flavour compared to blanched or PEF-treated kelp but more rubbery texture and less green colour (A) 10 | (S) 13 | |
Other bioactives | Can concentrate some bioactives (e.g, polyphenols) while heat will degrade others (e.g., pigments, vitamins) (S) 1, 3, 5, 7 | No thermal degradation | No thermal degradation | Preservation of bioactives during subsequent storage (S) 12 | |||
Energy consumption | High. Depends on volume of water ex: 150 kJ/kg for 0.5 kg kelp in 5 kg water at 45 °C 8 | High. Specific heat capacity of seawater slightly lower than FW but not a large influence on total energy input | High. Depends on volume of water ex: 340 kJ/kg for 0.5 kg kelp in 5 kg water at 95 °C 8 | High. Specific heat capacity of seawater slightly lower than FW but not a large influence on total energy input | Low. Vary depending on pulse count (3 - 53 KJ kg-1) 8, 9 | Low. 59 kJ/kg 10 | Assumed to be closed to that of hot water blanching |
Investment costs | |||||||
Operating costs | |||||||
On-board op. possible | |||||||
References: 1 Nielsen et al. (2020); 2 Blikra et al. (2024b); 3 Stévant et al. (2017a); 4 Stévant et al. (2025a); 5 Wirenfeldt et al. (2022); 6 Blikra et al. (2021b); 7 Lafeuille et al. (2023b); 8 Blikra et al. (2022b); 9 Sund et al. (2025b); 10 Sund et al. (2025a); 11 Noriega-Fernández et al. (2021); 12 Stévant et al. (2024); 13 Krook et al. (2023); 14 Akomea-Frempong et al. (2021) ; 15 Blikra et al. (2018); 16 Trigo et al. (2023); 17 Stévant et al. (in prep.). | |||||||
Iodine reduction | (S) 1 | (S) 1 | Some iodine leaches into the liquid (A, S) 2, 3 | Some iodine leaches into the liquid upon thawing (A, S) 4, 5 | Iodine leaches into the liquid (S) 6 | Some iodine leaches (S) 5 | Iodine leaches into the liquid (S) 5 Around 60% reduction of iodine by ≥ 20% NaCl (S) 23 |
PTEs reduction | Lower tot. As and Cd (A, S) 2 | Some As may be reduced (A, S) 4, 5 | Lower tot. As and Cd (S) 6 | Some reduction of As and Cd (S) 5 | Cd reduction at 2.0 M NaCl (A) 7 | ||
Microbial safety | Some pathogens may survive (A, S) 8, 9 | Safe if low pH (< 4.3) is rapidly achieved and maintained (A, S) 10, 11 | Safe if cold chain maintained and if contamination of spore-forming bacteria avoided (A) 12 | At pH below 4 (A, S) 6, 13 | Reduces water activity. Shelf life prolonged for some weeks when combined with refrigerated storage (A, S) 14, 15 | Reduces water activity. Shelf life prolonged for some weeks or when preserved with ≥ 20% NaCl, up to a year when combined with refrigerated storage. (S) 15, 23 | |
Mineral retention | (S, P) 1, 16 | (S) 1 | Some minerals (e.g., K) may leach into the liquid | High drip loss removes some soluble minerals (Na, K mainly) (A, S) 4, 5 | Mainly loss of K (S) 6 | Na is added but other minerals (e.g., K) may leach (A, S) 5, 14 | Na is added but other minerals (e.g., K) may leach (A, S) |
Protein retention | (S, P) 1, 16 | (S, P) 1, 17, 18 | (S) 3 | (A) 4 | (A, S) 6, 13 | ||
Flavour retention | Stable flavour at low moisture content (S) 1, 2 | (S) 1 | Sourness increases with storage (A) 2 | Develops “green” aromas (P) 19 | Sourness increases with storage (A, S) 6, 13 | Increases saltiness | Increases saltiness |
Other bioactives | Oxidation of pigments and antioxidants may occur (S, P, U) 1, 16, 18, 20 | Pigments may be degraded while pre- and probiotic activity may increase 21. Lower extractable polyphenols | Enzymatic degradation (e.g., pigments) (S) 5 | A, S 6, 13 Antioxidant activity decreases | Some losses expected but data missing | Some losses expected but data missing | |
Energy consumption | May require temperature control | Freezing + frozen storage | May require temperature control | Requires refrigeration | Requires refrigeration | ||
Investment costs | Fermentation tanks | Industrial freezer + warehouse packaging systems | Containers for acidified storage | Cold storage | Cold storage | ||
Operating costs | Energy costs | Energy costs | Starter culture (unless spontaneous), pH monitoring | Energy + handling (incl. packaging) 22 | Will depend on choice of acid (and costs) and handling | Energy for cold storage | Energy for cold storage |
On-board op. possible | Require power supply and space on vessel | Needs adapted vessels & hygiene control | Require power supply and space on vessel | ||||
References: 1 Stévant et al. (2018b); 2 Stévant et al. (in prep.); 3 Bruhn et al. (2019); 4 Sund et al. (2024); 5 Stévant et al. (2024); 6 Krook et al. (2024); 7 ; 8 Sørensen et al. (2023); 9 Lytou et al. (2021); 10 ; 11 Sørensen et al. (2021); 12 Blikra et al. (2018); 13 Hrólfsdóttir et al. (2024); 14 Perry et al. (2019); 15 Arya et al. (2024); 16 Lafeuille et al. (2023a); 17 Abdollahi et al. (2019); 18 Stévant (2019); 19 Le Pape et al. (2002); 20 Silva et al. (2019); 21 Monteiro et al. (2021); 22 Stévant and Rebours (2021); 23 Klein et al. (under review). | |||||||
Iodine reduction | (S) 1 | (S) 1 | Some iodine leaches into the liquid (A, S) 2, 3 | Some iodine leaches into the liquid upon thawing (A, S) 4, 5 | Iodine leaches into the liquid (S) 6 | Some iodine leaches (S) 5 | Iodine leaches into the liquid (S) 5 Around 60% reduction of iodine by ≥ 20% NaCl (S) 23 |
PTEs reduction | Lower tot. As and Cd (A, S) 2 | Some As may be reduced (A, S) 4, 5 | Lower tot. As and Cd (S) 6 | Some reduction of As and Cd (S) 5 | Cd reduction at 2.0 M NaCl (A) 7 | ||
Microbial safety | Some pathogens may survive (A, S) 8, 9 | Safe if low pH (< 4.3) is rapidly achieved and maintained (A, S) 10, 11 | Safe if cold chain maintained and if contamination of spore-forming bacteria avoided (A) 12 | At pH below 4 (A, S) 6, 13 | Reduces water activity. Shelf life prolonged for some weeks when combined with refrigerated storage (A, S) 14, 15 | Reduces water activity. Shelf life prolonged for some weeks or when preserved with ≥ 20% NaCl, up to a year when combined with refrigerated storage. (S) 15, 23 | |
Mineral retention | (S, P) 1, 16 | (S) 1 | Some minerals (e.g., K) may leach into the liquid | High drip loss removes some soluble minerals (Na, K mainly) (A, S) 4, 5 | Mainly loss of K (S) 6 | Na is added but other minerals (e.g., K) may leach (A, S) 5, 14 | Na is added but other minerals (e.g., K) may leach (A, S) |
Protein retention | (S, P) 1, 16 | (S, P) 1, 17, 18 | (S) 3 | (A) 4 | (A, S) 6, 13 | ||
Flavour retention | Stable flavour at low moisture content (S) 1, 2 | (S) 1 | Sourness increases with storage (A) 2 | Develops “green” aromas (P) 19 | Sourness increases with storage (A, S) 6, 13 | Increases saltiness | Increases saltiness |
Other bioactives | Oxidation of pigments and antioxidants may occur (S, P, U) 1, 16, 18, 20 | Pigments may be degraded while pre- and probiotic activity may increase 21. Lower extractable polyphenols | Enzymatic degradation (e.g., pigments) (S) 5 | A, S 6, 13 Antioxidant activity decreases | Some losses expected but data missing | Some losses expected but data missing | |
Energy consumption | May require temperature control | Freezing + frozen storage | May require temperature control | Requires refrigeration | Requires refrigeration | ||
Investment costs | Fermentation tanks | Industrial freezer + warehouse packaging systems | Containers for acidified storage | Cold storage | Cold storage | ||
Operating costs | Energy costs | Energy costs | Starter culture (unless spontaneous), pH monitoring | Energy + handling (incl. packaging) 22 | Will depend on choice of acid (and costs) and handling | Energy for cold storage | Energy for cold storage |
On-board op. possible | Require power supply and space on vessel | Needs adapted vessels & hygiene control | Require power supply and space on vessel | ||||
References: 1 Stévant et al. (2018b); 2 Stévant et al. (in prep.); 3 Bruhn et al. (2019); 4 Sund et al. (2024); 5 Stévant et al. (2024); 6 Krook et al. (2024); 7 ; 8 Sørensen et al. (2023); 9 Lytou et al. (2021); 10 ; 11 Sørensen et al. (2021); 12 Blikra et al. (2018); 13 Hrólfsdóttir et al. (2024); 14 Perry et al. (2019); 15 Arya et al. (2024); 16 Lafeuille et al. (2023a); 17 Abdollahi et al. (2019); 18 Stévant (2019); 19 Le Pape et al. (2002); 20 Silva et al. (2019); 21 Monteiro et al. (2021); 22 Stévant and Rebours (2021); 23 Klein et al. (under review). | |||||||
4.1. Pre-processing methods
4.1.1. Blanching and warm-water treatments
Iodine reduction and quality changes
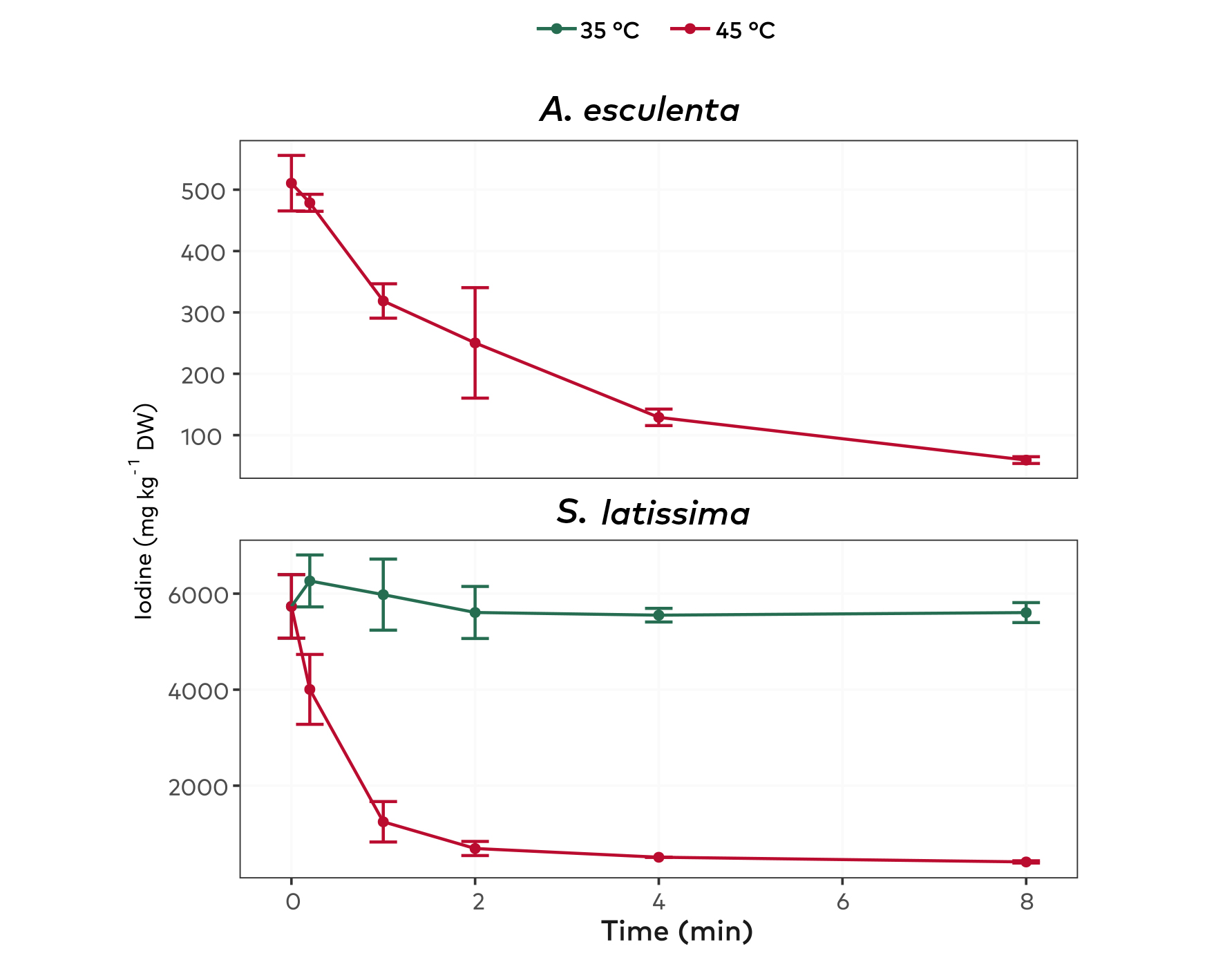
In seaweed processing, blanching was first identified as a simple and effective method to reduce the iodine concentration of kelp (Lüning and Mortensen 2015), which is otherwise not significantly affected by gentle treatments (e.g., washing and dehydration) (Nitschke and Stengel 2016; Stévant et al. 2017b). Although blanching is typically applied at boiling temperature, treatments at lower temperatures, ranging from 45 to 60 °C, can achieve iodine reductions of more than 90% in S. latissima and A. esculenta (Nielsen et al. 2020; Blikra et al. 2024b). Such treatments may also remove approximately 50% of the arsenic in these kelps (Krook et al. 2023; Stévant et al. 2024; Stévant et al. 2025a; Sund et al. 2025a). Iodine reductions can be achieved at even lower temperatures (ca. 30 °C) but require longer exposure time (Stévant et al. 2017a; Nielsen et al. 2020). On the other hand, blanching is accompanied by the loss of water-soluble nutrients such as minerals (predominantly Na and K), simple sugars (mannitol), fucoxanthin and polyphenols (Stévant et al. 2017a; Nielsen et al. 2020; Lafeuille et al. 2023b; Blikra et al. 2024b). Moreover, blanching with freshwater significantly reduces the saltiness and umami flavours of kelp, thereby compromising its potential as a flavour-enhancing ingredient (Krook et al. 2023). Like other heat treatments, blanching also induces pronounced colour changes, e.g., turning kelp from olive-brown to bright green (Blikra et al. 2018), giving it a vegetable-like appearance considered more attractive to consumers (Akomea-Frempong et al. 2021).
Critical blanching parameters
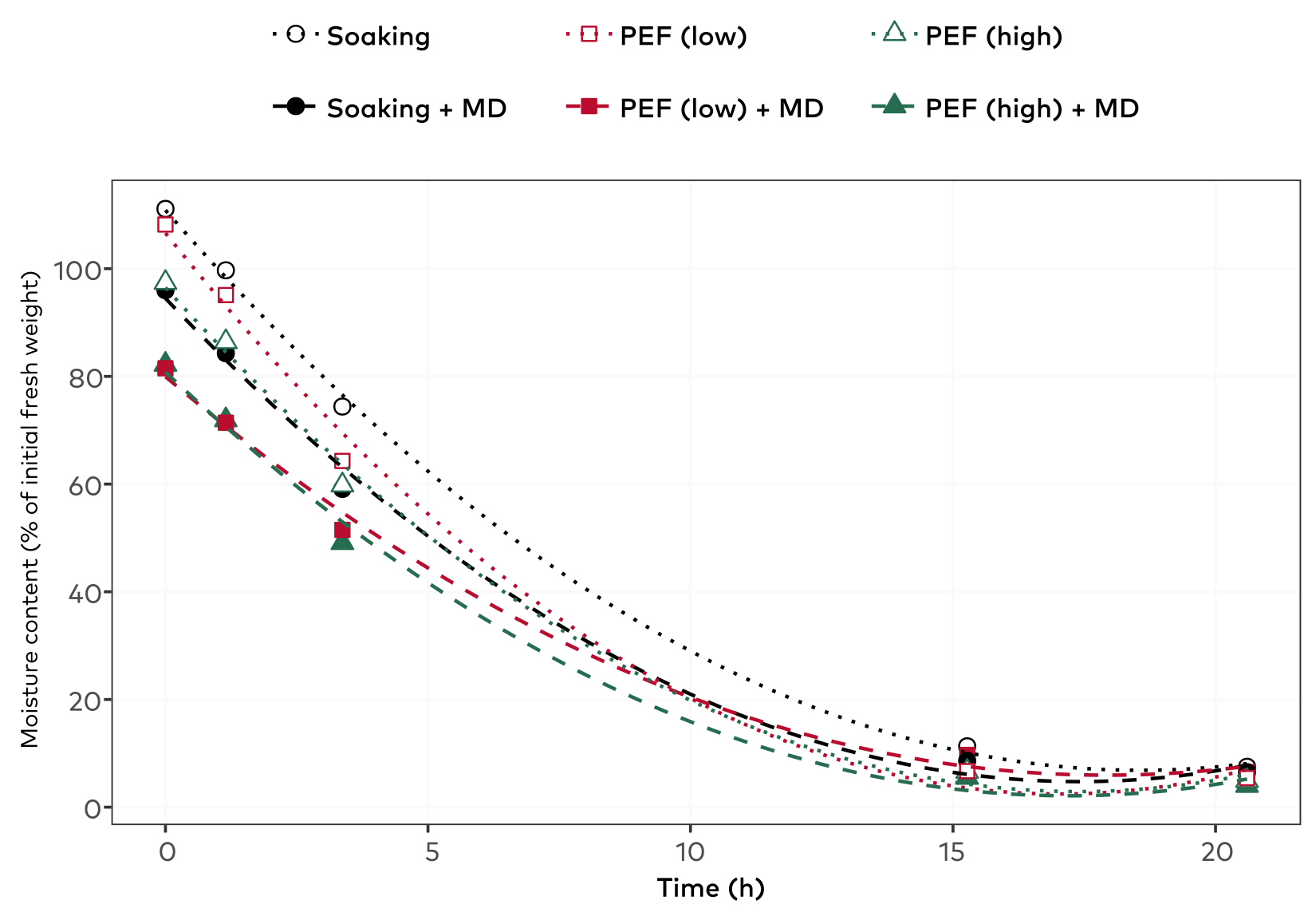
Varying processing conditions lead to different iodine reduction yields, making it difficult to predict final levels from experimental studies in commercial settings. Recent research efforts have therefore focused on identifying critical blanching parameters for iodine reduction in kelps to optimise the process. Treatments using seawater, which is typically readily accessible near seaweed processing facilities, yield similar iodine reduction with improved nutrient and flavour retention compared to similar freshwater treatments (Krook et al. 2023; Stévant et al. 2025a). Short seawater blanching or warm water treatment steps (between 1 and 4 min) at temperatures above 40 °C (with 45 °C ensuring satisfactory results) have been shown to provide substantial iodine reduction (79% to 93% in S. latissima) (Stévant et al. 2025a) (Figure 6 ). Lower seaweed-to-water ratio, stirring of kelp biomass during the process and applying successive seawater baths (50 °C) further enhanced the reduction (Blikra et al., submitted). This is supported by another study (Sletta et al. 2025) where increasing the seaweed-to-water (fresh water) ratio (50 to 500 g L-1) resulted in less effective iodine reduction for both S. latissima and A. esculenta. Adding this larger proportion of seaweed to 80 °C treatment water, dropped temperature by approximately 20 °C which presumably reduced the blanching efficiency. The lower iodine efflux from the seaweed with increased seaweed-to-water ratio could also be due to iodine saturation in the water. Consistent with this hypothesis, the same blanching water could be reused up to ten times for the treatment of A. esculenta without compromising iodine reduction. However, for the more iodine-rich species S. latissima, blanching efficiency was substantially reduced (Sletta et al. 2025). Reusing blanching water should be optimised to provide safe and predictable iodine levels in kelps while reducing costs, water consumption, and carbon emissions associated with the process.
Combination of blanching and other processing methods
For enhanced effect, blanching can be combined with other treatments such as microwaves, ultrasound (US) (Zhu et al. 2022), and pulsed electric field processing (PEF) (Blikra et al. 2024b). More intensive processing can maximise the release of iodine and other water-soluble compounds producing a fibre-rich solid fraction with potential as a minimally processed texture ingredient, such as alginate, cellulose, and other insoluble fibres. Such fibre-rich fractions could serve as alternatives to ultra-processed texture ingredients (Chapman et al. 2015; Blikra et al. 2021a) in food formulations and contribute to improved gut health, without excessive dietary iodine exposure. Evaluating these ingredients in manufactured food products could reveal innovative applications, enhance the functional properties of foods, and promote the use of natural texture ingredients in the food industry. Where feasible, the liquid fraction should be recovered and valorised and used in food or other industrial applications (e.g. through further separation in biorefinery schemes).
4.1.2. Pulsed electric field (PEF)
Green extraction of high-value components
PEF shows potential for improved extraction of bioactive compounds such as polyphenols and pigments (Polikovsky et al. 2016; Prabhu et al. 2020; Steinbruch et al. 2024). Protein extraction from seaweed is difficult since the proteins are embedded in the complex fibre matrix. Studies found that processing with PEF increased protein content in the residual biomass due to the extraction of other components (Maribu et al. 2024). Despite this, PEF can improve the extraction yield of proteins compared to other treatments, and some successful schemes for Ulva spp. have been developed, where PEF was combined with either enzymatic treatment with cellulase or mechanical dewatering (Prabhu et al. 2020; Steinbruch et al. 2024).
Reduction of PTEs
PEF can also be applied to extract PTEs, such as iodine and arsenic, thereby reducing their content in the residual biomass. Under certain conditions, PEF processing has been shown to reduce the iodine concentration in S. latissima up to 50% (Blikra et al. 2022b; Blikra et al. 2024b; Sund et al. 2025b) and may be combined with blanching treatments for further reduction (Blikra et al. 2024b). However, the reduction yield varies considerably among studies, and further work is needed to optimize process parameters for more predictable iodine removal in kelps. An overview of relevant data from recent studies is presented in Table 9 . The highest iodine reductions in S. latissima (42% and 50%) were achieved under markedly different processing conditions, including water-to-seaweed ratios (10:1 and 2:1), pulse counts (220 and 300), and using whole versus ground biomass. In contrast, some processing combinations resulted in reductions as low as 2.5%. This variability may partly reflect differences in initial iodine concentrations between S. latissima batches.
Voltage (kV) | 24 | 24 | 24 | 24 | 24 | 24 |
Frequency (Hz) | 30 | 30 | 30 | 30 | 30 | 30 |
Pulse duration (µs) | 6 | 6 | 6 | 6 | 6 | 6 |
Pulse count | 200 | 800 | 300 | 200 | 500 | 800 |
Energy (kJ) | 2.7 | 14 | 11 | 11 | 28 | 46 |
Ground/whole kelp | Whole | Whole | Ground | Ground | Ground | Ground |
Water: seaweed ratio | 10:1 | 10:1 | 2:1 | 2:1 | 2:1 | 2:1 |
Iodine | 42% | 38% | 50% | 2.5% | 3.3% | 25% |
Arsenic | 11% | 12% | 1.4% | 0% | 0% | 0% |
Commercial and economic aspects
Commercial PEF processing lines have been successfully implemented, for example, in potato production. The technology offers several advantages, including substantially lower energy demand compared to thermal processes, shorter processing and higher production capacity. Industrial PEF systems are available in various configurations, including continuous-flow units and batch units. For potato processing, capacities of up to 100 tonnes per hour have been reported, while continuous systems with capacities as low as 1 ton per hour are also commercially available. Although the optimal processing capacity for seaweed remains to be established, the scalability of current systems suggests significant potential. However, PEF equipment represents a considerable capital investment, with a 200 kW system estimated to cost € 250,000–400,000 (Kempkes 2017). This cost may be prohibitive for smaller individual producers, but feasible for large seaweed processors, co-operatives or the broader food industry.
PEF in biorefinery processes
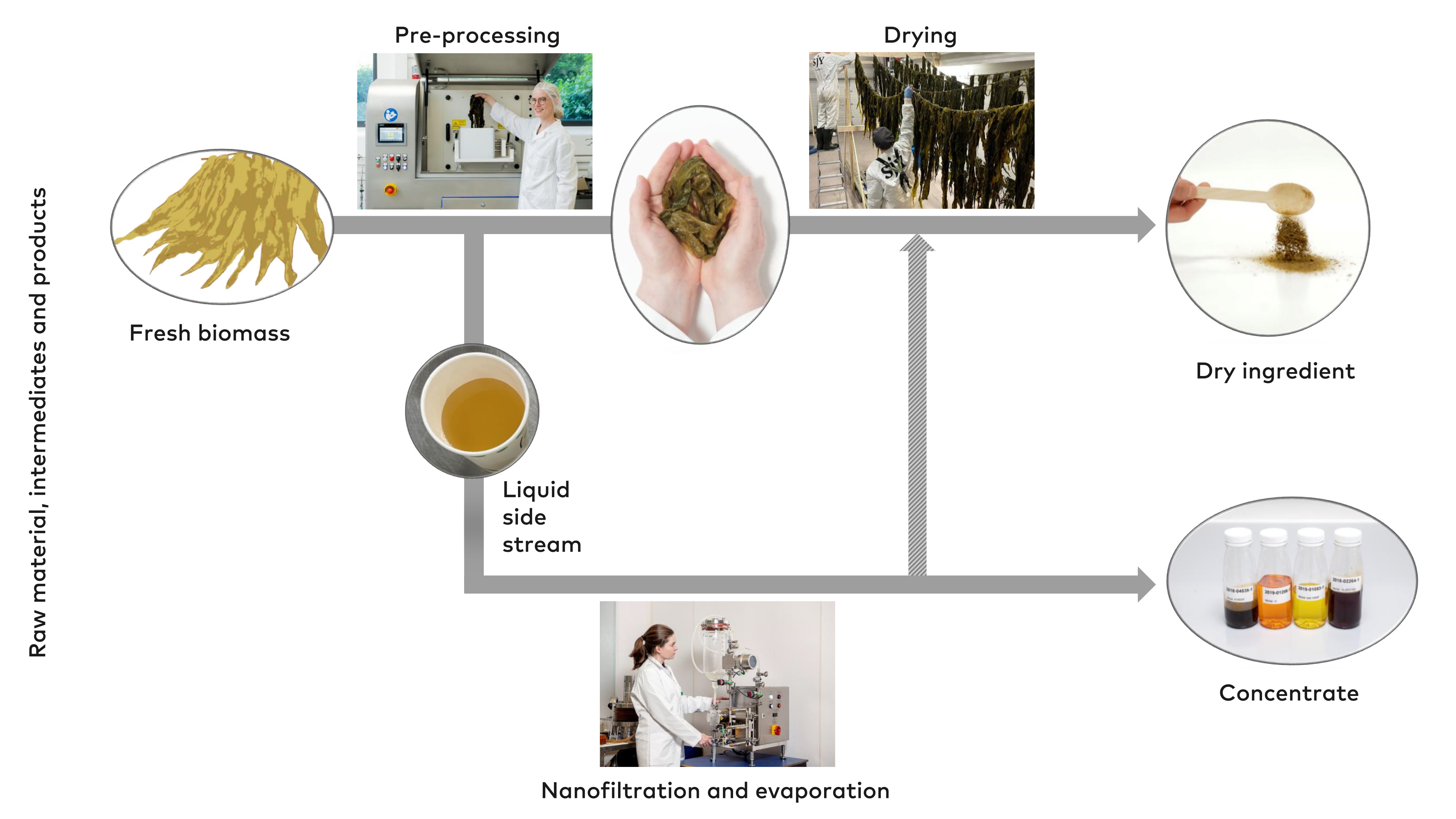
Generally, PEF processing results in the extraction of minerals and other water-soluble compounds, including both valuable and unwanted constituents, to varying degrees depending on operational settings. As an example, PEF processing of S. latissima resulted in 40% extraction of dry matter (Blikra et al. 2024b). Utilising the liquid side stream is therefore necessary for full biomass valorisation. One method is to remove unwanted constituents (arsenic, iodine, salt, water) by filtration technology. After that, the liquid could be reintroduced with the residual biomass (in case of 1 product), used as a product itself (e.g., plant biostimulant), or be a feedstock for further biorefinery (Figure 7 ) (Rode et al. 2025). The extracted liquid has shown significant antioxidant activities (Steinbruch et al. 2024), and contains bioactive compounds such as phenolics, as well as sugars and amino acids with potential for applications such as plant biostimulants, health care, or nutraceuticals (Blikra et al. 2024b). In addition, PEF treatment reduces the saltiness and umami intensity of the solid kelp fraction. This effect may be undesirable in applications where seaweeds are used as flavour ingredients but beneficial in others where they serve primarily as textural components (Stévant et al., in prep.; see next chapter ).
4.1.3. Ultrasound (US)
Green extraction of high-value components
Application of US at high frequencies extracts significant amounts of dry matter from seaweeds, and US can therefore be suitable for extraction processes. For A. esculenta, roughly half of the dry matter was extracted after US treatment (Sund et al. 2025a). Another study found the US intensity to be a critical factor for the extraction effect, with 7% to 76% dry matter loss reported for A. nodosum depending on the intensity used (Kadam et al. 2015b). For P. palmata and Porphyra spp., an US-assisted method was optimised to extract compounds with high antioxidant activity (García-Oms et al. 2024). The antioxidant effect of the extracts was attributed to pigments and polyphenols, and their potential for high-value in food supplements was highlighted. Two similar studies found US processing to be efficient for extracting phenolic compounds with high molecular weights, fucose and uronic acids from A. nodosum (Kadam et al. 2015a; Kadam et al. 2015c). Nevertheless, US was not found to improve the extraction of dry matter, ash, protein, amino acids, or sugars from P. palmata (Maribu et al. 2025). In a study using A. esculenta as one of the raw materials, probe sonicators (i.e., ultrasonic homogenizer) were found to improve extraction compared to control treatments, whereas bath sonicators were ineffective (Inguanez et al. 2023).
Reduction of PTEs
The application of US can be used to reduce the content of some PTEs from seaweeds. A significant decrease in iodine and total and inorganic arsenic was found in A. esculenta during US treatment, compared to unprocessed seaweed. Noriega-Fernández et al. (2021) found a significant decrease in total arsenic content in L. hyperborea after US treatment compared to soaking. A significant reduction in inorganic (90%) and total arsenic (59%) was also found after a US treatment of S. latissima (Jönsson and Nordberg Karlsson 2024), however, similar to reductions found for soaking in freshwater at the same temperature (30 °C) without sonication. In contrast, no significant effect on iodine content was found after US treatment of P. palmata (Maribu et al. 2025). An increase in Cd content was found in A. esculenta and S. latissima, as a result of the extraction of other components (Sund et al. 2025a; Jönsson and Nordberg Karlsson 2024). Similarly, the protein content in the residual biomass increased after US for A. esculenta and P. palmata (Maribu et al. 2025; Sund et al. 2025a).
Enhancement of subsequent drying
In addition to altering the chemical composition by extracting dry matter to a liquid phase, US can also be applied to enhance drying processes of the residual biomass (the solids). For A. nodosum, pre-treatment with US significantly reduced the drying time compared to without pre-treatment, using hot air convective drying and fluidized bed drying (Kadam et al. 2015b; Zhu et al. 2021b).
4.1.4. Steaming
Steaming of kelp
Steaming is known as a gentle method to preserve and sterilize foods while retaining nutrients and natural flavours in vegetables. Steam treatment has been tested as a pre-treatment of S. latissima prior to freezing. Steaming softened kelp tissue, reduced drip loss during freezing and thawing, and effectively preserved bioactive compounds, namely fucoxanthin and laminaran, most likely by inactivating enzymes responsible for the degradation of these compounds during frozen storage (Stévant et al. 2024). Steam treatment also promotes good retention of minerals and flavours (saltiness and umami) compared to blanching (Krook et al. 2023). However, some nutrient losses may occur if the kelp is cooled directly in ice water after steaming, due to leaching into the water (Lafeuille et al. 2023b). Because iodine from kelps can be released into the atmosphere under oxidative stress (Küpper et al. 2008), attempts have been made to reduce its levels through evaporation. However, approaches such as steam exposure and rotary evaporation resulted in only marginal reductions (Stévant et al. 2021).
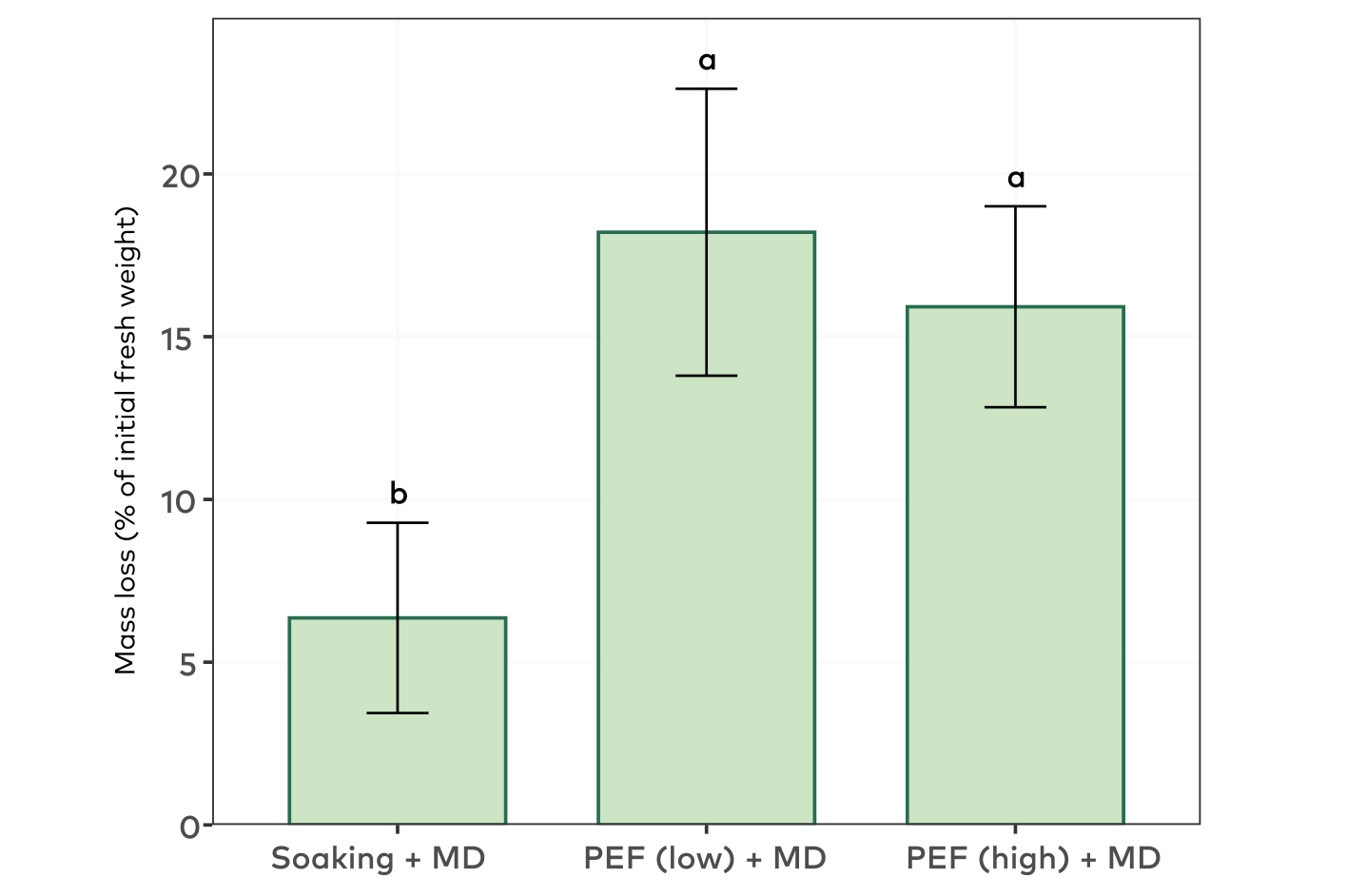
4.1.5. Mechanical dewatering (MD)
4.1.6. High pressure processing (HPP)
Effects on quality
Jönsson et al. (2023a) reported that HPP of S. latissima effectively preserved colour and nutrients but softened texture. In another study, del Olmo et al. (2020) found that HPP at 400 and 600 MPa for 5 minutes significantly reduced bacterial counts and extended the shelf life of five seaweed species, including Ulva lactuca, to over 180 days at 4 °C in sealed packaging. O’ Connor et al. (2020) evaluated HPP as a pre-treatment for protein extraction in two brown and two red seaweed species. While HPP and autoclaving obtained similar protein yields, HPP resulted in lower protein recovery for red species but showed promising results for brown species. Jönsson and Nordberg Karlsson (2024) further assessed HPP followed by rinsing for reducing potentially toxic elements (PTEs) in four seaweed species. Iodine concentrations were reduced below the French recommendation of 2,000 mg kg-1 DW, whereas cadmium levels increased across most tested methods, likely due to its strong binding affinity to alginate and fucoidans, leading to up-concentration during processing.
4.2. Stabilisation methods
4.2.1. Drying
Drying is a common method for stabilising wet biomass
Moisture removal reduces the water activity (aw), thus preserving the product by avoiding microbial growth and limiting the rate of chemical reactions. In addition, drying substantially reduces the weight and volume of the material, lowering packaging, storage and transportation costs. A large share of seaweed-based food products available in Europe is sold in its dried form owing to their long shelf-life and convenience for consumers. In Europe, seaweeds are typically dried using hot-air convection systems such as ovens and cabinets, drying chambers or tunnels. However, drying is highly energy-intensive and has been identified as a major contributor to the overall environmental impact of the seaweed production value chain (van Oirschot et al. 2017; Thomas et al. 2021) (See Chapter 7 ).
Drying temperature and product quality
The drying temperature strongly influences both the efficiency of the process and the quality of the final product. Higher temperatures (> 50 °C) increase drying rates but may cause degradation of heat-sensitive nutrients such as vitamins, antioxidants, and carotenoids (Silva et al. 2019; Badmus et al. 2019). Elevated temperatures also alter the physico-chemical properties of the material, including oil-binding properties, swelling capacity and hydration properties, as observed in S. latissima (Sappati et al. 2017; Stévant et al. 2018b). These effects are mainly attributed to product shrinkage, which may reduce the textural quality of seaweed-based food ingredients. Conversely, drying at lower temperatures is known to better preserve heat-sensitive compounds but also extends the processing time, which may increase exposure to oxidative stress and promote degradation of antioxidants (Gupta et al. 2011).
Drying kinetics and product stability
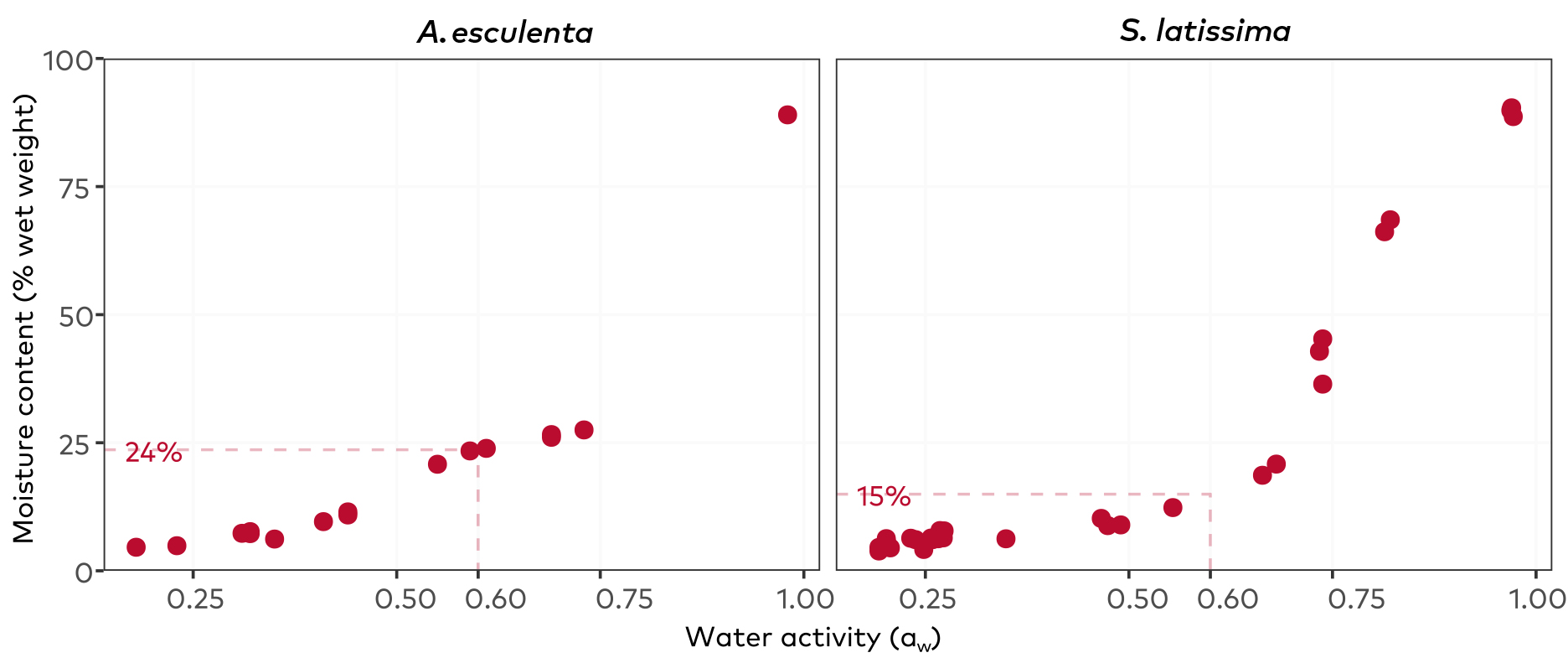
The drying rate of seaweeds, like other foods, is not constant and follows two main phases. During the constant-rate period, free water evaporates steadily from the product surface. Once a critical moisture content (MC) is reached, the process enters the falling-rate period, where evaporation slows due to limited internal moisture diffusion. In practice, this means that reducing the MC from 15% to 10% may take a longer time and require more energy than from 80% to 50%. Drying effectively inhibits microbial growth by reducing the water activity (aw) to 0.6 or below, which prevents the proliferation of yeasts and moulds, while bacteria are inhibited at much higher aw levels (Løvdal et al. 2021). Although most commercially available dried seaweed products contain approximately 10% moisture, experimental data show that A. esculenta and S. latissima remain microbiologically stable at MC levels between 15% and 25% (Figure 10 ). This finding is consistent with results from Sappati et al. (2017), who reported aw values around 0.6 for S. latissima within this range of MC. Stévant et al. (2020) reported the storage of P. palmata in semi-dry form containing 18-22% moisture, corresponding to aw ranging from 0.60 to 0.65. No yeasts or moulds were detected in these samples after four months of storage. Experimental data from Uribe et al. (2018) suggest that Ulva spp. can remain stable at lower moisture content levels (around 10%), although additional studies are needed to confirm this observation.
Freeze-drying
Freeze-drying is regarded as a premium method for drying seaweeds, as it effectively preserves sensitive compounds and structural integrity, preventing product shrinkage while maintaining porosity and rehydration properties in the seaweed (Stévant et al. 2018b; Badmus et al. 2019; Wirenfeldt et al. 2024). However, the technique is both capital- and energy-intensive, and the high cost per kilogram of wet biomass, together with limited scalability without major investments, represents a major barrier to large-scale processing. Consequently, freeze-drying may be applied primarily to premium products with high market value, such as nutraceutical products (Badmus et al. 2019; Stévant and Rebours 2021).
Alternative drying technologies
Large-scale drying of seaweeds at low temperatures may require technical adaptation of drying systems to optimize product quality while reducing energy consumption. Potential strategies include increasing air velocity, dehumidifying the inlet air (e.g. using heat pump technology; Sappati et al. (2018)), and fluidising the material to enhance surface contact with the drying medium. Anagnostara et al. (in prep.) evaluated S. latissima drying vertically (hanging on ropes) compared to lying horizontally on grids in a closed room with dehumidifier at ambient temperature (9.3 to 12 °C). Despite the difference in drying time i.e., 13 h versus 18 h respectively, no differences were observed in antioxidant content and activity, as well as lipids or pigments contents. Pre-treatments like PEF or mechanical dewatering may also increase the efficiency of the drying process by reducing the initial moisture load (Prabhu et al. 2020). Alternative technologies, including superheated steam drying, have shown improved efficiency compared to conventional convective air-drying. This technique uses recirculated superheated steam as a drying medium, which supplies heat to the product while removing evaporated water. Owing to its higher thermal conductivity, superheated steam enables faster drying rates while minimizing nutrient loss from oxidation and reducing mechanical stress such as shrinkage (Sehrawat et al. 2016). Microwave drying is another technology gaining attention in the food processing industry. It relies on electromagnetic waves that penetrate the product, generating internal heat to gently remove the moisture, provided that the material is heated evenly (Santhoshkumar et al. 2023). Both superheated steam and microwave drying are scalable technologies offering reduced energy demand and shorter processing times compared with conventional air-drying methods. However, their implementation involves relatively high investment costs. Table 10 provides an overview of alternative technologies, their applications, and associated energy demands. Large amounts of surplus energy may be available along the coast of Nordic countries (e.g., manufacturing of petroleum products, waste incineration) and may be implemented as an energy source for large-scale seaweed processing (Stévant and Rebours 2021).
Freeze-drying | Very high | Up to 22 | Suited for high-value products |
Hot air belt dryer | High | n.d. | Possible thermal degradations |
Hot air cabinets | High | n.d. | Flexible but often limited capacity |
Hot air drum of mill dryer | High | 1.2 | Possible thermal degradations |
Low temp. dehumidified air drying | Moderate | n.d. | Minimises heat damage |
Superheated steam mill dryer | Moderate | 0.75 | Possible thermal degradation. No oxidation. |
Spray drying | High | 1.3–3.2 | Suitable for liquids and slurries |
Refractance window drying ™ | High | 2.3–3.2 | Suitable for liquids and slurries |
Microwave drying | Moderate | 0.6–2.2 | Often used as a first drying step |
Microwave vacuum drying | High | 8.1 | Very quick. Avoids heat damage. |
Radio frequency drying | Moderate | n.d. | Usually, final drying step |
Infrared drying | Very high | 14.5 | Limited to thin layer products |
Outdoor/solar drying | Low | n.d. | Weather dependant |
n.d.: no data. | |||
4.2.2. Lactic acid bacteria (LAB)-induced fermentation
pH threshold
A critical parameter for the controlled fermentation of seaweeds is a rapid pH decrease to below safe thresholds. Based on known limits for the growth of known pathogens in relation to temperature, pH, aw and water-phase NaCl, Løvdal et al. (2021) recommended a pH below 4.3, where most pathogens of relevance for seaweeds (Listeria spp., Clostridium spp., Bacillus spp., and Vibrio spp.) are inactivated at refrigerated temperature (4 °C). The authors recommend a pH below 3.8 for storage at ambient temperatures to prevent the growth of Salmonella spp., Staphylococcus aureus and pathogenic E. coli. There are currently no established guidelines for the rate of acidification in fermented seaweeds. The Danish Veterinary and Food Administration (DVFA) recommends that the pH of fermented vegetables should reach below 4.5 within 24h and 4.0 within 48h of storage (DVFA 2025) which has been used as a target by Nordic kelp producers. In a preliminary challenge test of S. latissima with B. cereus, no growth of the pathogen was observed on fermented samples after 72h, despite pH levels above the threshold (4.5 to 5.1; Stévant et al. 2025b). These results suggested that both acidification and competition with the inoculated starter culture and native microflora prevented the growth of the pathogen. More comprehensive challenge tests involving a wider range of foodborne pathogens are needed to develop evidence-based guidelines for the safe fermentation of seaweeds. Pre-treatments such as grinding or chopping of the raw material, as well as PEF treatment, can enhance substrate availability to the fermenting microbiota, thereby promoting faster acidification.
Starter cultures
To date, starter cultures used for kelp fermentation have mainly relied on commercial strains originally developed for agricultural applications. Efficient LAB strains for seaweed fermentation must be capable of rapid acidification, utilizing mannitol as the primary available carbon source, and tolerating saline conditions. Zioga et al. (2025) proposed a high-throughput screening approach and identified Lactiplantibacillus plantarum, Lacticaseibacillus paracasei, and Lacticaseibacillus rhamnosus from the National Food Institute Culture Collection in Denmark, as promising candidates based on their ability to efficiently convert mannitol into organic acids. In another study, Stévant et al. (2025b) demonstrated that fermented kelp fluid, obtained from a previous spontaneous fermentation of S. latissima, promoted rapid acidification of fresh kelp batches when used as starter culture. This fermented fluid contained predominantly LAB (though not taxonomically identified). Most LAB strains with potential for kelp fermentation perform optimally at around 30 °C, highlighting the importance of temperature control during processing. Strains capable of efficient fermentation at lower, ambient temperatures (10–15 °C) are currently under investigation. Both a native marine strain and a LAB strain were identified with potential use for kelp fermentation at ambient temperatures (Storesund, Duinker et al., in prep.). Future research should prioritize extensive screening of LAB and the development of mixed-strain starter cultures combining complementary phenotypic traits to ensure robust, predictable, and efficient fermentation of kelps, which are inherently complex substrates. In addition, technical solutions should be developed to ensure strictly anaerobic, optimal, and safe fermentation conditions at commercial scale, supporting both process stability and product consistency and safety.
Quality
As commonly observed during the fermentation of biomass with relatively low dry matter content, kelp fermentation results in the formation of a substantial liquid fraction, representing approximately 20-40% of the original wet weight (Stévant et al. 2025b). This fraction consists mainly of water and dissolved minerals such as sodium, potassium, magnesium and trace elements like iodine. Furthermore, fermentation has been shown to reduce the concentration of certain potentially toxic elements, including cadmium and mercury in S. latissima, as these leach into the liquid phase (Bruhn et al. 2019). Fermentation also promotes the degradation of complex polysaccharides, such as alginates and fucoidan, leading to the formation of oligosaccharides (Krishna Perumal et al. 2023; Nøkling-Eide et al. 2023). Recent studies indicate that kelp-derived polysaccharides, and their degradation products, may exert prebiotic effects by modulating gut microbiota, thereby supporting host health (Lopez-Santamarina et al. 2020; Zang et al. 2023). Further research is needed to determine how kelp processing, such as fermentation, influences the prebiotic potential of kelp-based ingredients, in order to support functional claims and promote their potential use as nutraceuticals. Regarding the effects of kelp fermentation on product flavours, available results indicate that the process tends to reduce perceived saltiness and umami intensity, while also diminishing marine flavours and odours, which could be beneficial for a more widespread use in mainstream food products (Bruhn et al. 2019; Zhu et al. 2021a; Stévant et al. in prep.).
4.2.3. Acid preservation
Quality
Lower concentrations (3 g acid per kg fresh kelp) of organic acids (citric and lactic acid) were associated with higher retention of nutrients, including minerals and water-soluble carbohydrates, compared to higher acid doses (Krook et al. 2024). This is likely due to increased hydrolysis of structural polysaccharides at higher acid concentrations, leading to greater losses of intracellular content. Alginate depolymerization has been reported in S. latissima and A. esculenta, although this effect can be mitigated by lower storage temperatures (4 °C) and shorter storage times (Nøkling-Eide et al. 2023). Cellulose appears unaffected by acid preservation, while hydrolysis of laminaran to glucose has been observed at pH levels between 3.7 to 4.5 (Sandbakken et al. 2018). Partial loss of fucoidan to the liquid fraction has also been reported (Krook et al. 2024), and polyphenol content as well as antioxidant activity tend to decrease with storage (Hrólfsdóttir et al. 2024).
4.2.4. Refrigerated storage
Shelf-life of fresh seaweeds
The typical shelf life of edible seaweeds under refrigerated storage (≤ 4 °C) ranges from 3 to 14 days, depending on species and pre-treatments (Liot et al. 1993; Nayyar and Skonberg 2019; Wirenfeldt et al. 2022). Changes in aroma, texture, and colour are closely linked to microbial growth and serve as reliable indicators of spoilage during storage. Pre-treatments such as blanching or HPP, which reduce the initial microbial load, have been shown to extend the shelf life of refrigerated seaweeds (del Olmo et al. 2020; Wirenfeldt et al. 2022). Fresh post-harvest storage of kelp can also be prolonged up to approx. 14 days using refrigerated seawater, provided that stocking density, water flow, and circulation are properly controlled to maintain uniform cooling throughout the biomass (Stévant et al. 2018a).
4.2.5. Freezing
Quality and pre-treatments
Studies on the freezing and thawing of S. latissima and A. esculenta have reported considerable drip loss upon thawing, reaching up to 57% of the original wet weight. This liquid contains mainly minerals (sodium, potassium, and some iodine), as well as free amino acids and mannitol (Sund et al. 2024; Stévant et al. 2024). Rapid freezing was shown to reduce drip loss in A. esculenta, while differences between slow and quick thawing procedures had little impact (Sund et al. 2024). Steaming before freezing effectively reduced drip loss upon thawing of S. latissima (Stévant et al. 2024). The same study provided evidence that enzymatic reactions occur during frozen storage and contribute to the degradation of certain compounds, notably fucoxanthin and laminaran. Steaming was found to inactivate enzymatic activity and thereby promoted the preservation of these bioactive compounds. Combining steaming with subsequent freezing has also been identified as a suitable preservation method, yielding product with desirable taste and texture (Blikra et al. 2024a).
4.2.6. Dry salting, brining and pickling
Shelf-life
When properly applied, salt-based preservation methods can extend the shelf life of fresh and/or pre-processed (e.g., blanched) seaweed from days to weeks or months. However, signs of deterioration, such as colour changes and tissue softening due to alginate degradation from bacterial activity, can occur if the conditions (salt-to-water ratio, temperature) are suboptimal. Successful preservation of kelps (S. japonica, S. latissima) for up to 30 days has been reported when 10–30% salt was added and the product was stored at 4 °C (Wei et al. 2021; Arya et al. 2024), as well as when at least 30% salt was added and the product was stored at ambient temperature (25 °C) (Wei et al. 2021). For S. latissima, recent experience shows that salt-pickling with ≥ 20% salt (up to 50%) can extend refrigerated (4 °C) shelf life as long as one year based on the microbial level and off-odour assessment (Klein et al., under review). A similar shelf-life can be achieved with lower salt levels when salt (5%) is combined with acid brining (pH 4.5) and refrigerated. However, mould growth may occur during storage unless sorbic acid is included in the brine, as acetic acid alone is insufficient to prevent spoilage (Klein et al., in prep.). A recent study on different brining conditions for U. fenestrata showed that brining with 25% salt or 50% sugar ensured microbial stability of the seaweed during refrigerated storage at 4 °C (Vall-llosera et al. 2024). Although salting processes should be optimized for each species, combining multiple hurdles towards spoilage, such as low temperature, appropriate salt concentration, pH control where relevant, and hygienic handling, will ensure food safety.
Quality
Water-soluble nutrient including minerals (especially potassium and iodine), polyphenols, free amino acids, and presumably some vitamins will leach into the drip water or brine, as well as during desalting to remove excess salt prior to use, resulting in some nutrient loss (Stévant et al. 2024). Dry salting tends to preserve the brown colour and firm texture of fresh S. latissima initially, although prolonged storage can cause tissue softening and colour changes (Arya et al. 2024; Stévant et al. 2024). Depending on the extent of salt removal upon desalting, saltiness is likely to dominate the flavour profile of salt-preserved seaweed and mask other flavour attributes. Acid brining, on the other hand, increases the sourness of the final ingredient (Østergaard Klein et al., in prep.). Vall-llosera et al. (2024) reported that preservation of U. fenestrata in a 25% (w/w) sodium chloride brine at 4 °C effectively maintained the original colour and texture of the seaweed. However, this treatment resulted in substantial nutritional losses, including reductions of approximately 70% in protein content, 42% in total fatty acids, and 57% in PUFAs.
4.3. Conclusions
- Post-harvest handling: Fresh seaweeds deteriorate rapidly due to high moisture content. Early and efficient stabilisation is therefore essential to ensure food safety, preserve nutritional and sensory quality and prevent economic losses along the value chain.
- Tailored processing routes to product goals: Processing routes should be matched to the intended product application. Gentle processing is preferred when seaweeds are used as flavour ingredients, as it promotes retention of water-soluble nutrients and flavour compounds. More intensive processing, maximising extraction of soluble components, may be chosen when seaweed fibres are targeted as functional or textural ingredients.
- Pre-processing: Short warm-seawater treatments (40–50 °C, 1–4 min) provide substantial iodine reduction while retaining more minerals and flavours than freshwater blanching. Emerging technologies such as pulsed electric field (PEF), ultrasound (US) and high pressure processing (HPP) can further reduce iodine, enhance extraction of bioactive compounds and improve the efficiency of downstream processing. These methods require industrial upscaling and cost optimisation.
- Low-energy stabilisation: LAB-induced fermentation offers a low-energy preservation route but requires adapted starter cultures, sufficient substrate availability and clear safety guidelines (e.g., pH kinetics targets). Direct acidification with organic acids enables rapid, predicable reduction of pH and shelf-stable products but requires improved microbial control at industrial scale. Polysaccharide breakdown products formed during fermentation and acid preservation may support gut health, but further research is needed to substantiate mechanisms and functional claims.
- Drying: Drying efficiency can be increased by combining pre-treatments (e.g., PEF, mechanical dewatering) with dehumidified air or heat-pump drying technologies, or by fluidisation of the raw material to reduce processing time and energy demand. Alternative drying technologies may enable more efficient drying, but investment costs often remain a barrier to commercial implementation.
- Reducing environmental impacts: Drying and freezing dominate energy use in seaweed value-chains. Implementing renewable energy, heat recovery systems and low-temperature drying technologies can substantially reduce the environmental footprint of seaweed processing.
- Develop processing hubs: Collaborative processing infrastructures, modular facilities and integrated biorefineries can reduce costs, improve resource efficiency and enable full biomass utilisation, including valorisation of side streams.