9.0 Recycling
End-of-life EV batteries can be an important secondary source of precious and scarce metals, and recycling can reduce the pressure on natural resources through reducing the requirement for raw material extraction and processing. However, as described within Section 2.1, battery structure and the range of materials found in EV lithium-ion batteries vary between EV models, presenting a challenge to efficient recycling. Further challenge is presented by the relative lack of recycling facilities equipped to deal with the recycling of larger lithium-ion batteries found in EVs, with the facilities in existence often seeking to maintain commercial confidentiality over their exact processes and technologies.
EV battery recycling begins with shredding. Subsequently, there are three main battery recycling technologies:
- Pyrometallurgical processes;
- Hydrometallurgical processes; and
- Direct recycling processes.
Alternative technologies, such as bioleaching, where microorganisms and biotechnological processes dissolve and recover metals, and redox-targeting based recycling involving electro-chemical reactions between the target material and a mediator material, are currently being investigated. However, as these processes are currently not implemented on an industrial scale, little concrete information is available on their emissions and their efficiency.
Shredding and the three main processes are described in further detail in the subsections below, along with a summary of the risks and emissions associated with each technology and the techniques that are applied to manage these risks.
9.1 Shredding

Figure 9‑1: Overview of a standard lithium-ion battery shredding process
In a standard recycling plant, the first step to any of the main recycling processes is to fully discharge the battery pack. This involves removing the foils, electric contacts and the units containing the BMS. The cells are then taken out of the aluminium battery casing. The casing is then sorted by manufacturer and often sold back to the OEM for in-house recycling, as different manufacturers have their own specific alloy mix in their cases. The plastic parts of the battery pack can also be disassembled in the mechanical part of the recycling process before the battery cells go into the shredder.
Shredding is a mechanical process where the entire battery is deconstructed into small particles, either in an inert atmosphere using gas such as nitrogen or carbon dioxide or submerged or showered in water. The inert gaseous atmosphere leads to the formation of a passivating layer of lithium carbonate on any exposed lithium metal, minimising thermal runaway and the risk of fires as the battery is exposed.
Harper, G. et al. (2019). Recycling lithium-ion batteries from electric vehicles. Nature, 575, 75-86. Retrieved from: https://pubmed.ncbi.nlm.nih.gov/31695206/
Uda, T, et al. (2022). Submerged comminution of lithium-ion batteries in water in inert atmosphere for safe recycling. Energy Adv., 1, 935-940. Retrieved from: https://pubs.rsc.org/en/content/articlehtml/2022/ya/d2ya00202g
Castelvecchi, D. (2021). Electric Cars: The Battery Challenge. Nature, 596, 336-339. Retrieved from: https://media.nature.com/original/magazine-assets/d41586-021-02222-1/d41586-021-02222-1.pdf
The shredded battery material must undergo further processing to recycle the key battery components and to recover the valuable metals within. Both hydrometallurgical and pyrometallurgical processes contain several subcategories of treatment, and the best choice of technique depends on factors such as the battery chemistry (i.e. the valuable minerals they contain) and the overall process design/value chain.
Technology Readiness Level A technology readiness level (TRL) is a scale used to describe the maturity of a technology while it is being researched (TRLs 1-3), developed (TRLs 4-6) and deployed (TRLs 7-9). | 9 – Currently being operated at industrial level worldwide. |
Risks | There is a chance of explosion or fire when the battery cells are subject to comminution in the shredder. To reduce this risk, EV batteries are discharged before shredding. Some EV battery shredding systems seek to further mitigate this risk by submerging or dousing the battery in a liquid medium, usually water, during the shredding process. This acts as a coolant and fire suppressant to minimise the risk of fire. |
Emissions | Dust and particulates – The process of shredding causes airborne dust and particle emissions of a hazardous nature. Shredder sites must meet with waste treatment BAT conclusions which contain BAT-associated emission levels (BAT-AELs), limiting their emissions of dust and particulates to the atmosphere. Dust emissions to air are typically mitigated using abatement systems, such as an air filtration system or dust collection system for airborne particles, often alongside suppression systems (such as water baths or sprays) to prevent the particles becoming airborne. The subsequent water run off produced during suppression may also be considered hazardous and subject to BAT-associated emission levels and additional monitoring or toxicity testing according to waste treatment BAT-conclusions. European Commission (2018). BAT Reference Document: Monitoring of Emissions to Air and Water from IED Installations. Retrieved from: https://eippcb.jrc.ec.europa.eu/reference/monitoring-emissions-air-and-water-ied-installations-0 Toxic gases – The decomposition of electrolytes in humid air can lead to the generation of toxic gases such as hydrogen fluoride. Air filtration systems may reduce these impacts. Noise and vibration – Caused by the mechanical nature of the process. |
Case study: Hydrovolt
Hydrovolt is in Fredrikstad in Norway. It is a joint venture between Northvolt, the Swedish battery manufacturer, and Hydro, the Norwegian energy and aluminium company. It became operational in 2022 and is Europe’s largest EV battery recycling plant. It has capacity to process 12,000 tonnes of battery packs per annum (equating to approximately 25,000 EV batteries). Through recycling, Hydrovolt recovers copper, plastics, aluminium and black mass. Black mass is a product created when lithium-ion batteries are shredded for recycling. It contains the valuable materials used in the production of anodes and cathodes (e.g., nickel, cobalt, lithium, manganese).
Hydro (2022). Europe’s largest electric vehicle battery recycling plant begins operations. Retrieved from: https://www.hydro.com/en/media/news/2022/europes-largest-electric-vehicle-battery-recycling-plant-begins-operations/
Hydrovolt’s recycling process begins with discharging the batteries to 0 volts before the battery packs are dismantled. The battery modules contain the most valuable metals, and these are sent into their recycling system via a conveyor belt. From here, the process is automated and is fitted with a dust collection system. The automation improves safety, and the dust collection system limits the amount of material lost. The remaining solid materials are then sorted into fractions, collected in the form of pellets, packaged and prepared for delivery to other facilities.
Hydrovolt (2023). Hydrovolt is establishing a world-leading battery recycling hub in Norway. Retrieved from: https://www.hydrovolt.com/en/news/hydrovolt-is-establishing-a-world-leading-battery-recycling-hub-in-norway
9.2 Pyrometallurgical Process

Figure 9‑2: Overview of a standard lithium-ion battery pyrometallurgy process
Pyrometallurgy uses elevated temperatures to recover valuable metals and purify them through physical and chemical transformations. During the pyrometallurgical process, lithium-ion batteries are smelted at temperatures in excess of 1200oC to break down the compounds and separate the organic materials.
Zhou, M, et al. (2021). Pyrometallurgical Technology in the Recycling of Spent Lithium Ion Battery: Evolution and the Challenge. ACS EST Engg, 1,1369–1382. Retrieved from: https://pubs.acs.org/doi/epdf/10.1021/acsestengg.1c00067
Technology Readiness Level A technology readiness level (TRL) is a scale used to describe the maturity of a technology while it is being researched (TRLs 1-3), developed (TRLs 4-6) and deployed (TRLs 7-9). | 9 - Currently being operated at industrial level worldwide |
Risks | Dangers associated with the use of high temperatures, such as health and safety implications and mechanical stress. Waste handling of potentially hazardous or harmful materials, including both the black mass and the resulting slag and slurries. |
Emissions | Toxic gases – This process generates toxic gases, such as halogens, dioxins and furans. Continuing advancements in pyrometallurgical processes have resulted in off-gas treatment mechanisms that result in lower gas production. GHG emissions – This process requires high energy consumption leading to substantial GHG emissions. The IED stipulates that as BAT and as a condition of the installations permit, the risk of emissions to air, water and land must be determined, with monitoring and control implemented proportional to the risk. Where limits are imposed on emissions, such as for the above listed gases, the emissions from installation facilities must be regularly tested to ensure compliance, with reporting and mitigating action taken in the event of a limit breach. The Non-Ferrous Metals BAT conclusions contain some BAT-associated emission levels (BAT-AELs) for emission into air when using secondary raw materials in the pyrometallurgical process. There is a lack of information on the general toxicity and flammability of EV lithium-ion batteries, their components and the products of their combustion. This is due to the wide variety of materials and components found within the batteries. Christensen, P, et al. (2021). Risk management over the life cycle of lithium-ion batteries in electric vehicles. Renewable and Sustainable Energy Reviews, 148. Retrieved from: https://doi.org/10.1016/j.rser.2021.111240 Slags/slurries – Pyrometallurgy produces a residual slag/slurry that has hazardous properties and may not be suitable for further treatment (thus resulting in landfill). Mrozik, W, et al. (2021). Environmental impacts, pollution sources and pathways of spent lithium-ion batteries. Energy Environ. Sci., 14, 6099-6121. Retrieved from: https://doi.org/10.1039/D1EE00691F |
Strengths | Water consumption – This process has a lower water consumption than hydrometallurgical recycling. Simplicity – This is a simple and well-established process that has been widely used throughout history for the extraction and refinement of metals. Sorting and size reduction are not required – No pre-sorting is required for this process, allowing the input of materials to be flexible and meaning that a mixture of lithium-ion batteries can be recycled together, providing operational efficiencies. |
Barriers to Circularity | Some materials not fully recovered – Many of the constituent materials in the lithium-ion batteries are not fully recovered, such as plastics, graphite and aluminium. Chen, Q. et al. (2023). Investigating the environmental impacts of different direct material recycling and battery remanufacturing technologies on two types of retired lithium-ion batteries from electric vehicles in China. Separation and Purification Technology, 308. Retrieved from: https://doi.org/10.1016/j.seppur.2022.122966 Further processing required – The alloys generated require further processing, which increases the total recycling cost. |
Applicability to Nordic Context | There are currently no pyrometallurgical recycling facilities located in the Nordic countries but there are a number located across Europe, such as the Umicore facility located in Belgium. The Nordic countries have a large amount of EVs, which will result in EOL EV batteries that will need to be recycled. The Nordic countries are in a good position to create recycling facilities. |
Case Study: Umicore Recycling Plant
The Umicore recycling plant in Belgium uses a combination of pyro- and hydro-metallurgical processes to recycle end-of-life battery materials into a metal alloy containing cobalt, nickel, lithium and copper. Umicore apply a process whereby the energy present in the batteries is used to help reduce energy consumption during the pyrometallurgical process while also treating potentially harmful gases and lowering the overall carbon footprint, compared to traditional pyrometallurgical processes alone. The metal alloy is further refined using a hydrometallurgical process to recover the metals separately. The recovered metals are then delivered in battery-grade quality, allowing their recirculation into the production of new lithium-ion batteries, thus closing the loop in the value chain.
Umicore claims that its recycling process is more cost-efficient than other battery recycling methods and results in high recovery yields of more than 95% for nickel, copper and cobalt and up to 70% for lithium. Additionally, this two-step recycling process does not involve any pre-treatment such as crushing or mechanical shredding, which results in much lower exposure to the associated hazardous risks. Umicore plans to develop the largest battery recycling plant in Europe (150kt) by 2026, but it has not yet been determined where in Europe this plant will be located.
Umicore (2023). The R&D journey behind Umicore’s unique approach to battery recycling. Retrieved from: https://www.umicore.com/en/newsroom/news/the-rd-journey-behind-umicores-unique-approach-to-battery-recycling/
9.3 Hydrometallurgical Process
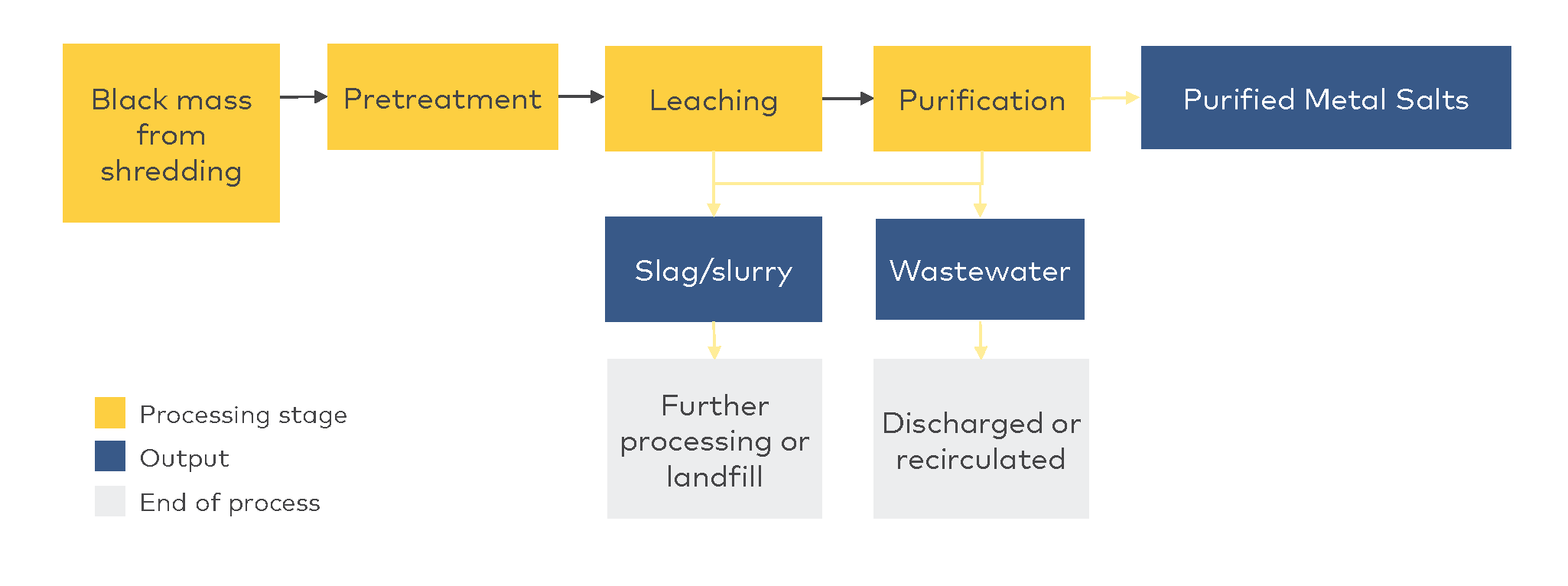
Figure 9‑3: Overview of a standard lithium-ion battery hydrometallurgy process
Hydrometallurgy uses aqueous chemistry (mainly acids or bases) to dissolve the valuable cathode material.
Sommerville, R. et al. (2021). A qualitative assessment of lithium ion battery recycling processes. Resources, Conservation and Recycling,165. Retrieved from: https://doi.org/10.1016/j.resconrec.2020.105219
Makuza, B. et al. (2021). Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. Journal of Power Sources, 491. Retrieved from: https://doi.org/10.1016/j.jpowsour.2021.229622
- The pretreatment process is designed to recover the materials found in the cathode. This can be achieved by mechanical or chemical means and ultimately results in a purer input material for further processing.
- The leaching step is used to recover nickel, cobalt and lithium salt from black mass (along with some impurities). The black mass is typically leached in sulfuric or hydrochloric acid to dissolve the nickel and cobalt as anions (negatively charged ions). The next step in the process is liquid-liquid extraction or selective precipitation of salts. The latter is achieved by either increasing the pH or adding other cations (positively charged ions) such as sodium.
- The purification step separates and purifies the constituent metals. The technologies used to achieve this include ion exchange, solvent extraction, chemical precipitation, electrolysis, selective absorption and more.
As described in the above case study for Umicore Recycling Plant, hydrometallurgical processes can be used in conjunction with pyrometallurgical processes, with the latter forming a method of pretreatment and adding a further stage of refinement. This dual-method treatment can result in a higher quality product yield and additional product recovery than the single processes alone could achieve. This dual-method treatment often omits the shredding stage, which may improve the safety of the battery recycling process, but may also have a larger environmental impact.
Technology Readiness Level A technology readiness level (TRL) is a scale used to describe the maturity of a technology while it is being researched (TRLs 1-3), developed (TRLs 4-6) and deployed (TRLs 7-9). | 9 – Currently being operated at industrial level. |
Risks | Dangers associated with the use of chemicals used for leaching and purification. Waste handling, including contaminated wastewater. |
Emissions | GHG emissions – This process requires high energy consumption, leading to substantial GHG emissions. Wastewater – During the hydrometallurgical processes, the use of high volumes of leaching solutions leads to the formation of large quantities of wastewater. Water is used throughout the entire process and, as a result, the wastewater contains toxic chemicals or suspended solids and must be subject to testing and monitoring before discharge in accordance with the Waste Treatment BAT conclusions and the Common Waste Water BAT conclusions and the facility’s permitting conditions. Methods to reduce wastewater include careful monitoring of process input and output to avoid using a surplus amount of water and closing water loops. The build-up of impurities within the wastewater must be removed with filters or chemicals to enable the process water to be recycled within the plant. Bhikha H. et al (2011). Reducing water consumption at Skorpion zinc. Journal of the Southern African Institute of Mining and Metallurgy, 111, 437–442. Retrieved from: https://www.researchgate.net/publication/262462622_Reducing_water_consumption_at_Skorpion_Zinc Slags/slurries – Hydrometallurgy produces a residual slag/slurry that contains hazardous properties and may not be suitable for further treatment, resulting in landfill. Mrozik, W, et al. (2021). Environmental impacts, pollution sources and pathways of spent lithium-ion batteries. Energy Environ. Sci., 14, 6099-6121. Retrieved from: https://doi.org/10.1039/D1EE00691F Electrolytes – The electrolytes often contain fluoride ions, which is a health and safety hazard, and also difficult to treat as a waste by-product. |
Strengths | Generates high purity material – The high-quality materials that can be recovered from this process are used to produce new cathode active materials. This helps to move this process towards a closed loop system. Almost full recovery – This process involves the recovery of most of the constituents of the lithium-ion batteries, including lithium, which can only be recovered using hydrometallurgy. Davis, K & Demopoulos, G. (2023). Hydrometallurgical recycling technologies for NMC Li-ion battery cathodes: current industrial practice and new R&D trends. RSC Sustainability, 1, 1932-1951. Retrieved from: https://doi.org/10.1039/D3SU00142C Less energy consumption – This process does not involve high temperatures and therefore requires less energy consumption than the pyrometallurgical process. |
Barriers to Circularity | Requires Sorting – Battery sorting is required before the process can be carried out and this in turn requires increased storage space and adds to the overall process cost and complexity. Difficult to separate elements with similar properties – For this process, it can be difficult to separate some of the elements in the solution as they have similar properties. This can also lead to higher overall costs. |
Applicability to Nordic Context | There is a new battery recycling plant that uses hydrometallurgical process located in Finland (see case study below). |
Case Study: Fortum Recycling Plant
Fortum Battery Recycling, located in Finland, has recently opened the first commercial-scale hydrometallurgical recycling facility in Europe. Fortum’s recycling process combines mechanical and low-CO2 hydrometallurgical technologies to recover critical metals from EOL lithium-ion batteries, as well as battery production waste, and produces secondary metals for new lithium-ion batteries on an industrial scale. The facility has the capacity to recycle approximately 3,000 tonnes of EOL batteries (the equivalent of approximately 10,000 EV batteries). Fortum can offer collection and processing services for EOL lithium-ion batteries, and they have a pre-treatment facility in Kirchardt, Germany, which directly supplies the facility in Harjavalta.
Fortum (2023) Battery Recycling. Retrieved from: https://www.fortum.com/services/battery-recycling
9.4 Direct Recycling Process
Direct recycling is used to gather and salvage active materials of lithium-ion batteries while preserving their original compound structure. Primarily using physical or magnetic separation methods, the constituent parts of the battery are detached, which avoids the chemical breakdown of active materials. Surface and bulk defects can be repaired by re-lithiation (process of re-introducing lithium into cathodes) or hydrothermal processes.
Chen, M, et al. (2019) Recycling End-of-Life Electric Vehicle Lithium-Ion Batteries, Joule, 3, 2622-2646. Retrieved from: https://doi.org/10.1016/j.joule.2019.09.014
Technology Readiness Level A technology readiness level (TRL) is a scale used to describe the maturity of a technology while it is being researched (TRLs 1-3), developed (TRLs 4-6) and deployed (TRLs 7-9). | 3 - Unproven technology, which currently only exists at lab scale. |
Risks | Physical separation – This process can include manual disassembly, which could be dangerous to human health, either by the risk of electrocution, or by contact with hazardous substances contained within the battery cells. Explosion/Fire – Any process associated with EOL battery dismantling carries a risk of battery explosion or potential outbreak of fire. |
Emissions | Toxic solvents/gases – The electrolytes used in lithium-ion batteries often contain toxic solvents, which pose health risks during the disassembly process. Additionally, the decomposition of electrolytes in humid air can lead to the generation of toxic gases such as hydrogen fluoride. Filter technology may reduce these impacts; however, as direct recycling technology is not widely used, there is little data available on the potential emission levels and what proportional mitigation methods may be suitable to manage these emissions. |
Strengths | Simplicity – This is a relatively simple process in comparison to pyrometallurgy and hydrometallurgy. Reuse of recovered materials – The active materials can be directly reused after regeneration and valuable materials can be returned into the value chain promptly. Lower emission and less pollution – Significantly lower emissions and less pollution, in comparison to pyrometallurgical and hydrometallurgical processes. Lower energy consumption – Significantly lower energy consumption in comparison to pyrometallurgical and hydrometallurgical processes. More cost-efficient – This process retains the value of the original battery materials at a lower cost. |
Barriers to Circularity | Variety in battery adhesives and construction – The main barrier to circularity is that EV batteries have not historically been designed to be readily dismantled and recycled, and often contain glues and other substances that are difficult to remove efficiently with manual methods. This may limit the availability and extractability of various elements within the battery. In addition, as construction and adhesives are not standardised in EV battery manufacturing, the applicability of recycling batteries directly may vary significantly between models. Difficult to ensure purity – Due to the methods used to separate the components, this process cannot guarantee consistent high purity and pristine crystal structure. Input sensitivity – There is a lack of resilience to input stream variations. The evolution of battery design and manufacture and different battery brands, often requiring different processes for dismantling, leads to operational inefficiencies and constantly changing techniques. Inflexible process – What goes in comes out, which may not be appropriate to meet the reality of changing cathode chemistry and evolving battery manufacturing. Screening/sorting required – This process requires rigorous sorting/pre-processing, based on exact active material chemistry and knowledge of the battery composition. |
Applicability to Nordic Context | Currently there are no direct recycling facilities in Europe; however, there is research being undertaken in Norway (see case study below) |
Case Study: ReSiTec
ReSiTec is a Norwegian company founded in 2012 and based out of Kristiansand.
ReSiTec (2023) About ReSiTec. Retrieved from: https://www.resitec.no/about-resitec/
ICARUS (2022) In a nutshell. Retrieved from: https://www.icarus.eu.com/in-a-nutshell/
Case Study: Farasis
Farasis Energy is a lithium-ion battery technology company based in America, with a research and development facility located in Germany. They use the direct recycling of lithium-ion batteries to preserve the crystal structure of the cathode material, allowing reuse of the material. Farasis has demonstrated that recycled cathode material can be recovered and integrated into new battery cells. Farasis has also proven that battery cells containing up to 25% recycled cathode material can perform equally well as cells made from completely new cathode material. This demonstrates that, through the direct recycling process, it is possible to reduce the amount of new active cathode material without compromising the performance of newly manufactured batteries. This also shows that direct recycling has the potential to lead to a more environmentally friendly and sustainable method of battery cell production and reduce the overall CO2 footprint of the process, compared to traditional pyro- and hydro-metallurgical processes.
Batteries News (2022) Farasis Energy Validates Sustainable Direct Recycling Process for Lithium-ion Batteries. Retrieved from: https://batteriesnews.com/farasis-energy-sustainable-direct-recycling-process-lithium-ion-batteries/