2. Measures for better CRM-resource efficiency in the Nordics
This chapter describes potential measures and instruments for increased CRM-waste prevention and reuse in the Nordics. 90 possible measures have been identified, of which 13 have been given an extended description in this chapter. A complete list of all identified measures can be found in Appendix Table 1.
2.1 Measures for waste prevention
The following sub-chapters describe possible measures for CRM-waste prevention.
2.1.1 Reduced use of helium for entertainment purposes
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Helium is produced as a by-product of natural gas, and its supply is therefore expected to decline as fossil fuels are phased out globally. The gas has important industrial and technical applications, as well as being widely used for entertainment purposes. Banning or restricting its use for entertainment purposes would increase security of supply for more important uses. 20 % of todays helium use can be avoided through a ban on party balloons. Changes in MRI-practice can limit the helium use further. | Ban helium use in party baloons, increase collection of helium from MRI-machines and increase use of helium free MRI-machines will reduce depletion of limited helium reserves and future supply risk. A national ban on helium should be set by governmental authorities. Helium recycling from MRI-machines should be required where possible. A economic deposit on helium use for other purposes can finance recycling schemes to ensure helium recycling from other applications. | Although local iniatives have been tried out or proposed, no national action has so far been taken by Nordic countries. |
Table 2.1 Summary of the measure: Reduced use of helium for entertainment purposes.
Helium is considered a CRM by the EU and several other Western countries.
EU, USA, UK, Canada, Australia has listed helium as critical.
Siddhantakar et al. Helium resource global supply and demand: Geopolitical supply risk analysis. Resources, Conservation and Recycling 2023.
However, one of the largest sources of helium loss is considered non-essential: the filling of party balloons. The only application is solely for entertainment purposes, offers no critical value, and contributes to wildlife-threatening litter.
All helium supplied today is a derivative of LNG production. When natural gas is cooled to a liquid, the small trace amounts of helium within the resource become concentrated and can be further refined through cryogenic treatment. The level of helium in natural gas is linked to the presence of thorium and uranium in the same geological formation. These radioactive elements emit a constant flow of alpha particles, eventually transforming into helium. While most natural gas resources contain minimal amounts of helium insufficient for helium extraction, some natural gas deposits have concentrations sufficient to sustain a helium separation process. Since World War II, the US has been the primary source of such helium, due to a governmental critical resource support system. However, this supply is now in decline, and the US has already tapped some of their strategic reserves to cover market shortfalls in the past decade. The dominant non-Western suppliers today are Russia,
Kramer, D. Helium prices surge to record levels as shortage continues. Physics today 2023.
There are ongoing initiatives to establish dedicated helium extraction plants from natural resources in Kenya and South Africa, and there is potential for additional virgin sources to be developed. For instance, the geothermal plants in Iceland may contribute as a minor supplier, along with geothermal projects in other European countries as they are developed. However, the costs associated with dedicated extraction from geothermal plants are expected to be significantly higher than those of helium derived from LNG, as the operational costs of these plants must be financed solely through helium production rather than as a by-product of LNG.
As most of the helium available today is a by-product of fossil energy supplied by autocratic states, and given the concerns about supply, it is prudent to consider an overall ban on using helium for specific non-essential purposes. Instead, helium could be purchased from the global market and stockpiled while it is still readily available to secure long-term supply. Stockpiling helium will also provide additional supply security while better recycling
RAPPORT 2, kapittel om helium, insert link.
Specific statistics on helium consumption in the Nordics are unavailable, and as all supply is sourced from outside the EU, the recommendations are based on global consumption data. Even the official EU numbers are quite uncertain, as they are 10 years old and based on unspecific import/export statistics.
The best available statistics is from the US, that estimate that 16% of helium consumption is attributed to lifting gases, which is mainly for balloons. MRI machines are just ahead at 17% of the market.
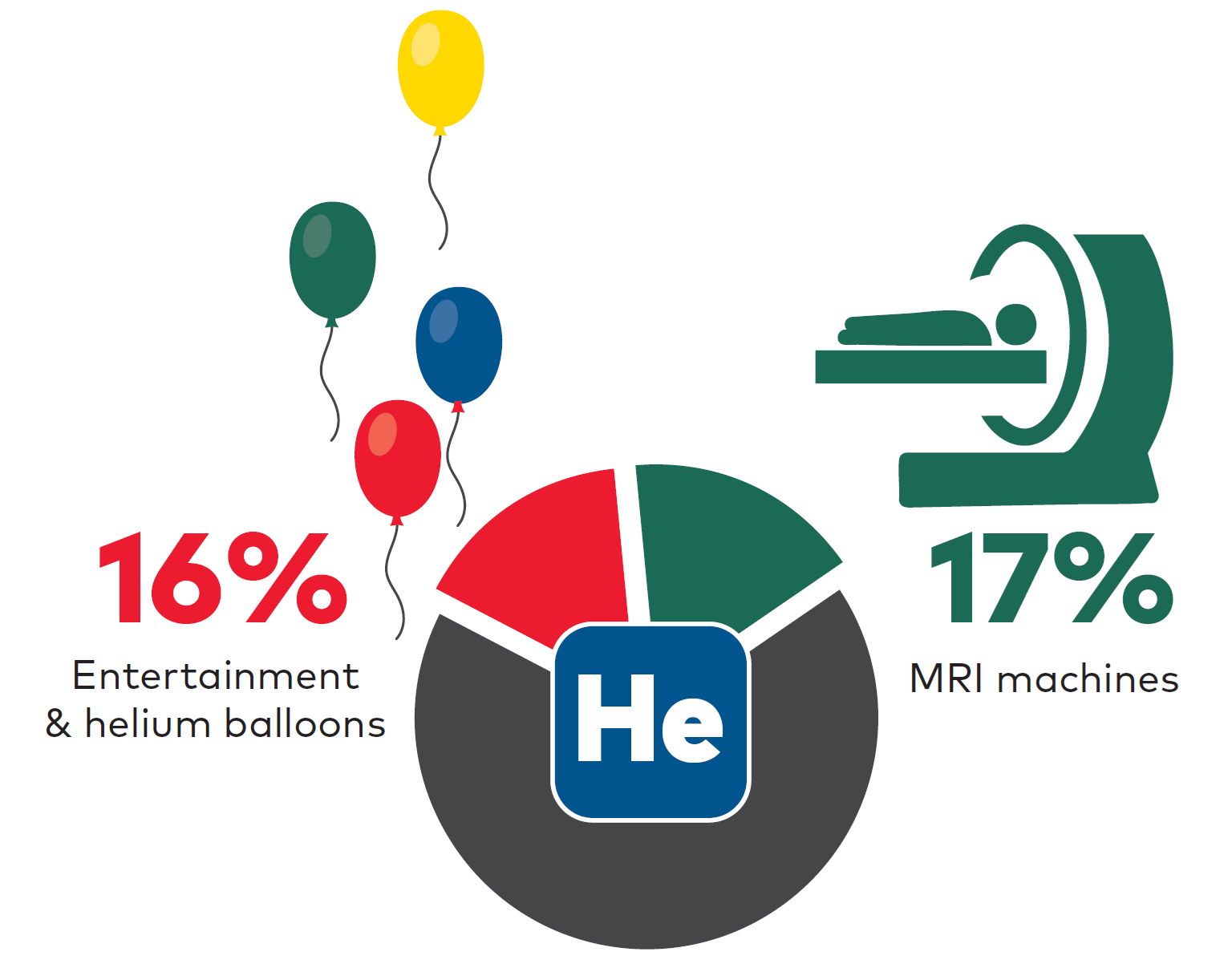
Figure 2.1 Helium consumption for party balloons compared to MRI machines. Illustration Bergfald Miljørådgivere.
Several municipalities in the Nordic countries, as well as globally,
To date, the local efforts and national proposals have yet to lead to the establishment of permanent bans. However, the forthcoming legislation under the CRMA may offer the legal justification for a ban where concerns about wildlife protection alone have not been sufficient.
Older MRI machines contribute significantly to helium loss, with an estimated loss rate of approximately 1% per operational month. While the inclusion of recycling equipment to reduce helium loss has been a common practice for many years, such systems are not universally installed and are not sufficiently efficient to entirely prevent substantial helium loss; they only serve to reduce and delay it.
Radiological Society of North America. Keeping An Eye on the Potential Shortage of Helium for MRIs. 2022.
Huang et al. Portable Low-cost MRI System based on Permanent Magnets/Magnet Arrays.
Insinga et al. Comparison of Superconductors and Permanent Magnets for Small-scale Magnetic Resonance Imaging Devices. DTU 2024.
It has been suggested that all the easily substitutable uses of helium should be banned or restricted, such as in balloons, welding gas, and leak detection.
Olafsdottir et al. Assessing the Past and Future Sustainability of Global Helium Resources, Extraction, Supply and Use- Biophysical Economics and Sustainability 2020.
While helium-free balloons, when punctured, primarily create waste in urban areas and are often disposed of in the garbage, lost helium balloons frequently end up in nature due to their buoyancy, creating a significant threat to wildlife. For decades, conservationists have advocated for a ban on helium balloons to prevent this littering.
In many of the industrial applications, helium can rather easily be replaced by argon with similar performance and price. Argon is produced as by-product from air separation, so supply will often rely on existence of such separation plants and how modern and efficient these plants are. With current downturn of major European and Nordic airgas-consuming industries such as ammonia and electronics, the argon supply might tighten and prices increase, providing challenges for using argon as substitute to helium.
Helium is also utilised in various technical applications, such as specific welding gases and gas leak detection, where many relevant substitutes are available. Substitution is therefore an option when it comes to such uses.
Potential for waste reduction of critical raw materials
Currently, approximately 16% of helium consumption is attributed to entertainment purposes, implementing a ban on such uses would profoundly affect the supply situation.
Furthermore, about 17% of helium consumption is estimated to result from losses in older MRI machines. To address this, a series of restrictions and mandates for the MRI fleet, including a replacement plan for outdated machines, recycling requirements for existing equipment, and initiatives to promote the use of non-helium technologies.
In several other applications an inert gas is needed, but helium can easily be replaced by argon, neon or other gases that is recoverable from the air.
Barriers
There should be no technical barriers to implementing a ban on helium use for balloons, and such a ban could be enforced immediately. In contrast, other applications of helium, such as welding gas, leak testing, ICP analysis, and semiconductor production, have alternative technical solutions that could facilitate substitution, given a reasonable transformation period.
However, the implementation of a ban may lead to economic consequences, such as a ban may face opposition from certain consumer groups, including families with children and young adults, due to reduced revenue for helium suppliers and retailers of entertainment equipment.
Possible means of actions/instruments
A general ban on sales of helium gas to private citizens.
A general ban on the use of helium for entertainment purposes.
Revised legislation giving municipalities legal tools for local bans against helium balloons.
100 €/kg import tax on helium, to be repaid with return of the gas to recycling.
National stockpiling of helium to protect the hospitals.
Mandate air separation plants to extract neon as helium substitute for balloons.
Mandate air separation plants to extract argon as helium substitute for controlled atmospheres.
Socio-economic impact
MRI equipment and other scientific and defence needs will be secured supply, keeping a significant health and security infrastructure operational long term.
Mandates for production of substitutes will increase supply of these alternative gases, such as neon and argon.
A high import tax for a product with <1% recycling will generate net income to Government.
Other variants of the measure
Other relevant measures to reduce future helium supply risks include:
Information campaigns on littering and CRM-loss of balloons if ban is not possible.
Instead of a ban, it is possible to impose a high tariff making the helium much more expensive to the balloon users while at the same time making supplies possible for MRI and other technical uses.
A general ban on using helium for welding gases and similar non-essential uses.
A Nordic Governmental or European strategic stockpile of helium for needed uses.
A considerable tariff on the import of helium to be reimbursable for all returned and recycled gas. To avoid protests from the hospital sector, it is possible to take all net income from such tariffs into a fund from which the sector can apply for funding for new or repurposed MRI machines.
2.1.2 Reduced use of aluminium for packaging purposes
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Significant amounts of aluminium are used as single-use packaging where alternative materials are often available. A ban or restriction on the use of aluminium for non-essential packaging purposes would reduce the overall consumption of aluminium that ends up in waste streams with limited recycling potential. As magnesium is used as an alloying additive in many aluminium alloys for packaging purposes, the same measure would also minimise magnesium consumption for the same purpose. Substitution of aluminum packaging where acceptable material alternatives exist can reduce Nordic aluminum consumption by almost 20 000 tonn anually. | Stimulate PSS-businesses reusing aluminium packaging, plates and trays. Ban the use of aluminum metallization of polymers for packaging of consumer products. Ban the use of aluminum foil for chocolate and confecionary products. Ban use of blister packaging of pills and capsules, with exceptions for medically required use. Support development of new aluminum can systems less dependent on dilution. Information campaigns to both industry and the public on most optimal use of different packaging materials. Unless introduced as a regional ban by EU, each ban should be set nationally by relevant governmental authorities. | No national initatives has so far been identifed. |
Table 2.2 Summary of the measure: Reduced use of aluminium for packaging purposes.
Aluminium is the second most used metal in the world, acclaimed for its combination of light weight, durability and adaptability for a broad range of applications. Despite a substantial market of approximately 100 million tonnes annually, the recycling rate remains relatively low at about 35%. This is due to the short lifespan of many aluminium products, combined with the challenges of achieving full recovery, despite its substantial economic value and well-established systems for collection and recycling.
One of the primary applications of aluminium is packaging, which accounts for nearly 50% of the market in certain parts of the world. Many aluminium based consumer packaging systems, particularly those used for food packaging, are often small, damaged, or contaminated during use, making them difficult to recycle.
While some aluminium food packaging applications are well-founded, others can easily be substituted by alternative materials. For instance, two examples of unnecessary aluminium use are delivering a frozen pizza on an aluminium plate instead of cardboard or using aluminium foil to wrap a kebab when greaseproof paper could serve the same purpose.
One particularly challenging subsector is aluminium-metallised polymers and paper. These materials are commonly used in products like balloons, coffee bags, crisp bags, and candy packaging. Aluminium is deposited in thin films on polymers or paper to achieve a glossy exterior while blocking oxygen and light. Although theoretically recyclable, these composite waste fractions typically end up in Municipal Solid Waste Incineration (MSWI). Due to the extremely thin aluminium layer, most of it is lost during incineration and cannot be recovered from the ash afterwards. Given the recycling challenges regarding this group of products, full substitution should be considered.
In Norway, some major consumer goods companies have already begun transitioning away from such materials. For instance, the leading coffee producer has replaced metallised bags with improved polymer alternatives that are recyclable.
In pharmaceuticals and nutrition supplement industries, pills are often packed individually in blister packs or collectively in bottles, as shown in Figure 2.2. With few exceptions, there is no chemical or medical necessity for pills to be individually isolated. The majority of pills currently sold in blister packs could be packaged in bottles instead. Observations made in Norway suggest a growing number of bottles and a declining number of blister packs, but there are no reported statistics to confirm this at the moment.
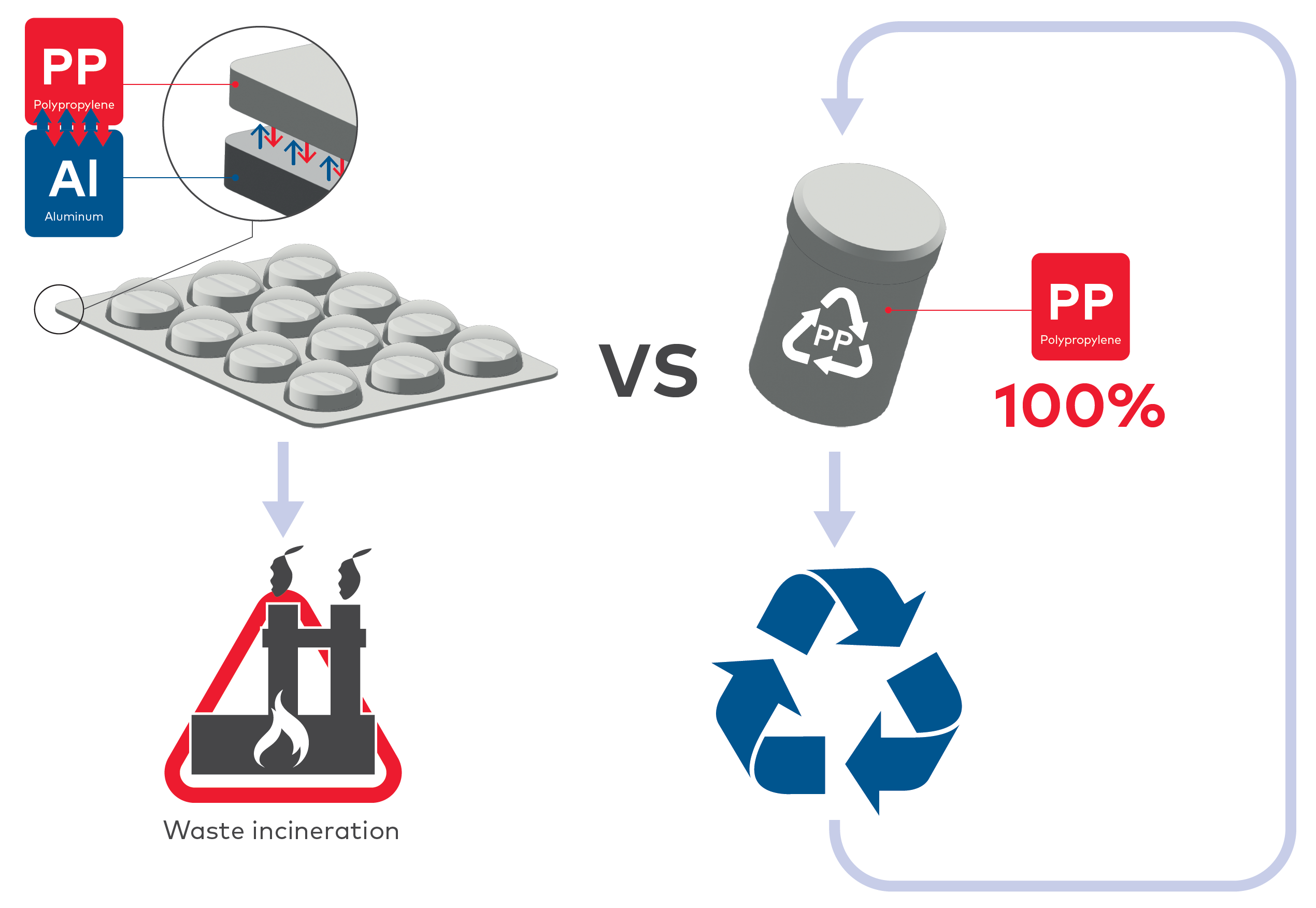
Figure 2.2 Blister packaging of pills compared to box packaging. Illustration Bergfald Miljørådgivere.
Germany faces a similar situation to the Nordic countries, with calculations estimating the potential to reduce waste by substituting blister packaging for pharmaceuticals.
Falconnier‑Williams, O. et al. Untapped options to reduce waste from blister packaging for tablets and capsules. European Journal of Clinical Pharmacology 2024.
The largest single segment of aluminium packaging is beverage cans, mainly used for beer and soft drinks. In many markets, aluminium cans have outcompeted both glass and PET alternatives. Several studies and LCAs have compared these three beverage systems, but results vary, and no clear frontrunner in terms of environmental performance has been established across all cases. It is noteworthy, however, that aluminium cans consist of three distinct alloys (the body, the top/bottom and the ring) that have different chemical composition. While aluminium cans exhibit high recycling rates, the mixing of different alloys during recycling, combined with contaminants from pigments, often degrades the quality of the recycled aluminium metal. This requires dilution with virgin aluminium and the addition of further alloying elements to maintain material properties. While there are several valid arguments in favour of the continued use of aluminium cans for beverages, the development of new alloy standards that enable higher-quality recycling should be pursued. In regions where post-consumer aluminium foils are collected and recycled, the same need for 30% to 50% dilution with virgin aluminium and alloying elements has been observed.
Astarita, A. et al. Impact of rolling processes in the production of aluminum packaging assessed through LCA. The International Journal of Life Cycle Assessment 2023.
Many short-lived aluminium products contain alloying elements listed as critical and strategic by the EU. For example, the alloy Al 1235, a standard foil, contains copper, titanium, (high-grade) manganese, and magnesium. As aluminium foil is only recycled to a minute level, it is never recycled back to foil, so these highly sought-after alloying elements are lost in an inferior casting alloy. Similarly, blister foil used in pharmaceuticals often uses alloys containing copper, manganese and magnesium.
The substitution of aluminium packaging is not straightforward in all cases. For some applications, it may be the best environmental alternative, as increased food waste or other environmental consequences might result from using less ideal packaging materials.
Some remarkable examples highlight promising solutions. Tetra Pak, for instance, has developed juice cartons that entirely substitute the aluminium barrier with natural fibre-based barriers.
Aluminium foil is still extensively used in chocolate and confectionary despite acceptable polymer alternatives is available. The European aluminium foil industry promotes the use of these applications with the argument that “An alufoil wrapper displays quality to the consumer”.
The European aluminium packaging industry claims that the recycling rate for their sector is 55%,
Potential for substitution/waste reduction of critical raw materials
Packaging is one of the largest segments for the second largest metal in the world – any implemented substitution would have a significant effect, both on aluminium consumption itself and its alloying elements.
Assuming conservatively that about 10% of the aluminium market is packaging, the Nordic countries represent 1.8% of global GDP, and 10% of excess packaging can be avoided or substituted by rather simple and non-intrusive means – it is still 18.000 tonnes of high-end aluminium alloys saved from loss through waste incineration.
Barriers
Industry resistance to protect existing markets against all change will be a key barrier.
Restrictions in Europe generally or Nordic countries specifically could result in products being packed outside of Europe and imported directly to avoid restrictions.
Possible means of actions/instruments
The following measures should be considered:
Ban the use of aluminium metallization of polymers for the packaging of consumer products.
Ban the use of aluminium foil for chocolate and confectionery products.
Ban the use of blister packaging of pills and capsules, with exceptions for medically required use.
Information campaigns to both industry and the public on the most optimal use of different packaging materials.
Socio-economic impact
Aluminium foil for packaging is costly, and most competing systems will have equal or lower cost per unit. Consequently, consumer costs will fall, and the socioeconomic effect could be positive. There are items where aluminium foil prevents food waste, and those segments should not be targeted for any measures.
Reduced aluminium consumption would also mean reduced energy consumption compared with competing materials. Reduced energy consumption may contribute to reduced power prices.
Other variants of the measure
An alternative to banning aluminium packaging is financial measures. It is possible to use a range of tariffs and taxes to achieve many of the same goals as a ban.
A very high tariff on blister packaging would, for instance, incentivise substitution with other packaging methods.
It is also possible to use tariffs as a way of funding, such as having a general tariff on rolled aluminium recovered by recycling plants when they use recovered post-consumer aluminium.
2.1.3 Eliminate the use of coke in steel production
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Metallurgical coke is used as a reducing agent in the production of iron and steel. An alternative production method where hydrogen and electricity replace coke in the process is available through Direct Reduction (DRI). DRI-plants are being planned in Sweden through the Hybrit and H2Gsteel projects. | Establishment of DRI furnaces that can replace blast furnaces should receive both economic and legislative governmental support. While hydrogenbased DRI is the optimal non-emission infrastructure, even natural gas based DRI will dramatically reduce emissions – and will eliminate the need for coke. Implementation of strict CBAM tariffs around Europe, to avoid unfair competition should also be be done. | DRI-plants are operational world wide, and planned in Sweden. |
Table 2.3 Summary of the measure: Eliminate the use of coke in steel production.
Steel is the biggest metal sector, and any development here will have a more extensive influence than any other sector. Steel is also a major industry for Nordic countries, with substantial infrastructure in all steps and variants of the value chain. The Nordic countries have several iron ore mines, blast furnaces, and many speciality steel plants, steel processing plants, ferroalloy plants, and steel recycling plants. The overall investment and competence in the steel sector is significant in the Nordic countries.
Despite significant global efforts to develop and maintain a high recycling infrastructure, the global steel market is still two-thirds based on the virgin iron ore to pig/sponge iron supply. While most iron waste is sorted and recycled, our society’s ambition of a circular steel industry is still far into the future.
Today, virgin iron ores are produced predominantly by reduction processes using coking coal in blast furnaces. With a steel industry based on this technology, Europe will need to produce or import large amounts of coking coal, as there is no realistic path towards replacing this coal in existing blast furnaces. The supply lines of coking coal to Europe have even been more strained since the Russian invasion of Ukraine.
Sivek, M. et al. Coking coal - Really a critical raw material of the European Union? Resources Policy 2023.
In Europe, the US, and China (and probably most other steel regions), there has already been a move towards electric arc furnaces (EAF), which use electricity to melt scrap steel instead of reducing iron ore. However, there is only so much iron and steel scrap available, and the qualities of scrap are often so low that dilution with virgin iron is needed.
The current iron reduction platform, the blast furnace (BF) technology, produces large volumes based on (sometimes) low-quality iron ores that are melted and reduced with metallurgical coals and cleaned with slaggifiers in a dual-phase operation. BF plants are prominent in most aspects, including production volumes, CAPEX, OPEX, energy consumption, emissions and waste production. The BFs of the world are the old workhorses of the steel industry that are still hugely present but in the last years before retiring
Vogl V. et al. Phasing out the blast furnace to meet global climate targets. Joule 2021.
Ling, J. et al. Direct reduction of iron to facilitate net zero emissions in the steel industry: A review of research progress at different scales. Journal of Cleaner Production 2024.
In contrast to the BFs, direct reduction (DRI) uses high-quality iron ore pellets, which are reduced without smelting by a reducing gas, either natural or hydrogen gas. The pellets are reduced into iron or steel with minimal carbon consumption and emissions. The global fleet of DRI plants is expanding, while the construction of new BFs has dropped off.
While Sweden and Norway are important iron ore producers, and Sweden and Finland have substantial BF production, no DRI-capacity have so far been established. The Nordic region can however contribute heavily to this transformation of the European steel industry, if they decide to do so.
The Hybrit
It should be mentioned that the production of steel is also dependent on the addition of alloys and that all ferroalloy plants also use coking coal in their production.
Tangstad, M. et al. Coal-based reducing agents in ferroalloys and silicon prod. New Trends in Coal Conversion 2019.
Syrrup, G. et al. Charcoal as an Alternative Reductant in Ferroalloy Production: A Review. Processes 2020.
Potential for substitution/waste reduction of critical raw materials
It is possible to substitute 100% of coking coal from blast furnace steel production by switching to direct reduction technology. SSAB has announced their intention to close its blast furnaces and become fossil-free with a combination of hydrogen-reduced sponge iron and EAFs.
Barriers
A significant barrier has been the huge sunken investments into the fleets of blast furnace infrastructure. As the blast furnace technology is decided to be replaced, another barrier may be conservative national policies to keep old and inefficient furnaces operating instead of supporting investments in new carbon-free technology.
The reduction of coke-free iron will require more electricity and stable sources of electricity. If no long-term large scale electricity supply is available, it will be impossible to build new Nordic DRI plants. DRI technology also requires high-quality magnetite iron ore, a product in limited supply. The dominating producer of this quality in the world market is, at present, Sweden.
Possible means of actions/instruments
Support the establishment of DRI reduction furnaces that directly replace and substitute BFs. While hydrogen-based DRI is the optimal non-emission infrastructure, even natural gas-based DRI will dramatically reduce emissions and replace all coking coal consumption.
Support the implementation of strict CBAM tariffs around Europe to avoid unfair competition.
Support the establishment of increased production of high-grade magnetite ore to secure feedstock for future coke-free steel plants.
There is also specific competition regarding the location of future DRI plants in Europe, and large countries such as France and Germany have provided substantial public guarantees and financing in support. If the Nordic countries want to attract investments into DRI plants – similar support schemes should be implemented.
Socio-economic impact
The steel industry of Europe and the Nordic countries is still large and important. The conversion of old to new technology for iron reduction will protect jobs in the whole value chain and even support increased recycling of iron scraps. However, the European steel industry must be protected against unfair competition, for example, through CBAM mechanisms.
Other variants of the measure
Historically, and in most countries, large steel plants have been built by the Government directly or through cooperation between a State and a private company. Emission-free, resource-efficient steel plants could be financed and built the same way.
Support the development of the Electric Arc Furnace (EAF) supply line with improved steel sorting technologies. EAFs do not need investment support, but the value chain needs support to improve scrap qualities.
2.1.4 Adopt alternative technology for the primary production of aluminium that eliminates the need for fluorine and anode graphite
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
A number of alternative processes for the production of primary aluminium that could result in increased recycling or reduced need for CRMs as feedstocks are under development. Aluminium production using inert anodes would limit the need for graphite in the process, aluminium production with anorthosite would yield pure silica as a by-product, and aluminium production based on a chlorine-based salt melt would eliminate the need for fluorine for the same purpose while also enabling the extraction of trace amounts with CRMs other than aluminium. By supporting the development of these technologies, aluminium production could become far more CRM resource efficient. | Governmental support for pilots and demonstration plants for alternative production of primary aluminium. Governmental economic support schemes should be considered either thorugh CAPEX payments or loans/ grants. | Technolgies have been tested in pilot plants |
Table 2.4 Summary of the measure: Adopt alternative technology for the primary production of aluminium that eliminates the need for fluorine and anode graphite.
Aluminium is the second most important metal in the world after iron and steel. The global aluminium market is about 100 million tonnes, of which about 30 million tonnes are recycled post-consumer metal, while 70 million tonnes is primary metal. The Nordic countries represent a strong cluster for baseload production and technological innovation. The Nordic annual primary aluminium production is approximately 2,3 million tonnes. In addition to this comes high-end refining, recycling and alloying.
Although the Alcoa process and other incremental improvements are in use, most of the primary aluminium production today continues to rely on the original Hall-Héroult process, a technology developed over 100 years ago. This process begins with the primary raw material, bauxite, which, is refined into aluminium oxide and subsequently dissolved into molten cryolite (Na3AlF6). The Hall-Héroult process is energy-intensive, consuming approximately 30 TWh of the Nordic power production to sustain the high operating temperatures required. It also requires substantial use of other CRMs, such as graphite and fluoride. Despite its industrial significance, the process is a serious source of GHG emissions and pollution. For every kilogram of aluminium produced, 1,2 kilograms of carbon dioxide are emitted alongside other harmful by-products like hydrogen fluoride and carbon monoxide that escapes the smelter. Additionally, bauxite mining contributes to the destruction of vast areas of pristine forests in ecologically sensitive regions and generates significant quantities of hazardous waste. The combination of high energy demand, substantial GHG emissions, and environmental degradation underscores the urgent need for sustainable advancements in aluminium production technology.
Historically, several alternative technologies have been used for primary aluminium production, but most of these have been outcompeted by the Hall-Héroult process. However, advancements in process optimisation have brought some of these older technologies to a new level of maturity. One such technology is the HAL-ZERO technology
Yan et al. Molten salt electrolysis for sustainable metals extraction and materials processing – a review.
Another advantage of the chloride-based approach lies in its ability to achieve high-purity aluminium and utilise wastes as feedstock. It is much easier to increase the purity of aluminium chloride before electrolysis compared to aluminium oxide before traditional Hall-Héroult processing. This enables the use of a broader range of feedstock, including low-cost anorthosites, kaolins, and mineral byproducts from the mining industry. For instance, tests conducted in China have demonstrated that relatively simple process steps can dissolve coal fly ash
Cheng et al. Experimental investigation on the direct crystallization of high-purity AlCl3·6H2O from the AlCl3-NaCl-H2O(-HCl-C2H5OH) system. Hydrometallurgy 2019.
Chen et al. Preparation of high-purity crystalline aluminum chloride based on aluminum separation from circulating fluidized bed fly ash. Powder Technology 2024
Even if bauxite remains the preferred raw material for aluminium production after advancements in electrolysis technologies, significant changes will be feasible for the pre-processing stages. Currently, bauxite processing is the sole source for certain CRMs, such as gallium and scandium, and is also essential for the supply of other CRMs.
The aluminium oxide produced today through the Bayer liquor process typically achieves a purity level of around 99%, with high levels of non-CRMs such as sodium, calcium and iron, and even residual amounts of gallium, germanium, lithium, rare earth elements and other CRMs. If this 99%-pure aluminium oxide was used as feedstock in chloride-based technologies, the inclusion of an intermediate refining step could enable the extraction of some of these contaminants. This would, in one step, both facilitate an important CRM production and result in higher-quality primary aluminium with reduced energy consumption compared to current methods. Furthermore, a chloride-based value chain could avoid the Bayer Liquor step and instead digest directly.
Vollheim et al. Process Techniques for AlCl3-production from bauxite. Proceedings of The Electrochemical Society 1986.
Switching from fluoride-based to chloride-based electrolysis will also reduce energy consumption. While the Hall-Héroult process on average consumes 13,4 kWh per kilogram of aluminium, chloride-based technologies operate at lower temperatures and consume only 9,6 kWh per kilogram.
Potential for substitution of critical raw materials
Fluoride consumption in the traditional Hall-Héroult process varies across plants and over time. While most fluoride ends up in SPL, dust, and dross, a smaller portion is lost as emissions to air and water. Assuming an average consumption of 7,5 kg of fluorine per tonne of primary aluminium produced, this represents an annual consumption of approximately 17,400 tonnes by the Nordic aluminium industry. Transitioning to alternative technologies will eliminate this consumption, along with the associated waste and emissions.
It is also possible to substitute the feedstock from virgin bauxite mined in the Amazon to mineral by-products and ashes currently landfilled in the Nordic region. However, this will require more advanced pre-processing. Fully implemented, it is possible to substitute bauxite altogether.
Barriers
The main barrier seems to be industrial conservatism, which makes primary aluminium producers hesitant to leave the Hall-Héroult process behind. Capital investments into primary aluminium production are high, with any new plant costing billions. New technologies, such as chloride electrolysis, are expected to have CAPEX comparable to the Hall-Héroult technology. If considering that the whole value chain will be influenced, one should take into consideration that the global aluminium industry represents sunk investments of ballpark 1 trillion US$,
McKinsey 2022. Aluminum decarbonization at a cost that makes sense.
Environmental regulations might be a barrier on one issue. The use of chlorine will create a risk of producing chlorinated toxins. Process optimisations and proper off-gas treatment can mitigate this.
Possible means of actions/instruments
Even if most of the technology has been tested already, there are always issues with operational details that need pilot operations to clarify. These pilots and all kinds of pre-treatment development should receive proper R&D support.
Substantial CAPEX support, either through loans or grants, should also be considered.
Socio-economic impact
Much of the Nordic primary aluminium fleet is rather old and has high OPEX compared to newer and larger plants in China and the Arab countries. New plants with improved and more energy-efficient technology that generate less waste and emissions, deliver higher metal grades, and reduce CRM supply risks will strengthen competitiveness and continue providing tax revenue and employment.
The aluminium industry is one of Iceland and Norway’s top three export sectors.
Other variants of the measure
Two alternative ways to reach the fluoride-free primary aluminium production goal are carbothermic reduction
Kvande et al. The Aluminum Smelting Process and Innovative Alternative Technologies. JOEM 2014
Aluminium chloride is a significant product with an estimated global market of 1,5 million tonnes. Its primary application is as a coagulant in water treatment. Recently, plans for a new large-scale production plant to be established have been announced in northern Sweden.
2.1.5 Reduced use of copper for chemicals
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Thousands of tons of copper metal are removed from secondary value chains in the Nordic countries to become preservatives, biocides and pigments. This copper cannot be recycled, although some of the copper is found in incineration ashes. There are good substitutes for many of these applications. A ban or restrictions on the use of copper-based preservatives, biocides and pigments would not only minimise the Nordic consumption of copper by as much as 16 000 tons anually, but can also contribute to an increased copper recycling rates. | The following restriction should be considered: Ban against the use of copper for timber preservative, with some possibility of legal exemptions. Ban against the use of copper for fish farming infrastructure. Ban use of copper fungicides for non-essential farming, such as flowers and Christmas decorations. Ban the use of copper and all other CRMs in printing inks, textile dyes and pigments for polymers and paints. Tariff or tax on use of all legal copper chemicals to increase price and incentivise reduced consumption should also be considered. Information campaign that raises public awareness about the negative CRM-implications of copper chemicals. | No national initatives has so far been identifed. |
Table 2.5 Summary of the measure: Reduced use of copper for chemicals.
Copper is one of the most essential metals for the green transition due to its natural properties, such as high durability, thermal and electrical conductivity, and corrosion resistance. Being crucial for the development of human society, the demand for copper will significantly increase in the future.
IEA 2024. Global copper demand in the Net Zero Scenario, 2023-2040
Current annual global production of primary copper is around 26 million tons,
the International Copper Association estimates that the global annual demand for copper will increase further by 12,6 million tonnes
Copper is the third most used metal in the world after iron and aluminium and is also the oldest of all anthropogenic metals. Humanity has used copper for various purposes for 8,000 years, and almost 80% of all copper ever extracted remains in use today, due to its high value and easy recycling. The long history humanity has had with copper and the many interesting features it provides has generated thousands of different applications, including many as alloys and chemicals.
Although copper has a relatively high recycling rate with a European end of life return input rate of 30%,
One such application is the use of copper in timber preservation for outdoor purposes. Over time, copper has become a dominant chemical for this purpose, replacing previously used chemicals such as CCA and creosote, which have been banned for health and environmental reasons. Copper compounds has proven to be cost-efficient and reliable for this purpose, although leading to systemic loss of this crucial metal.
In the Nordic countries, the production and use of copper for timber preservation significantly surpasses that of other parts of Europe, partly due to timber-based construction traditions. While it is possible to recycle some of this copper through proper collection, incineration and processing of ashes, this represents only a small fraction of the copper initially utilised. Most of the copper is lost over the lifespan of the timber product, either leaking out of the wood or not being collected as waste for recycling.
Currently, several alternative technologies can substitute copper in all wood preservation applications. Based on different requirements, it is possible to substitute with chemicals such as acetic acid,
In Norway, there has also, for decades, been a substantial use of copper to preserve cages for fish farming. While the industry has made significant efforts to reduce loss and emissions and promote substitution and recovery of this copper, the net consumption is still substantial.
Copper has been used in pigments for centuries
Švarcová, S. et al. Micro-analytical evidence of origin and degradation of copper pigments found in Bohemian Gothic murals. Analytical and Bioanalytical Chemistry 2009.
Copper is also frequently used in dyes of cotton and other fabrics, partly for achieving specific colour spectra but also for antibacterial properties.
Shahid, M. et al. Copper-Treated Environmentally Friendly Antipathogenic Cotton Fabric with Modified Reactive Blue 4 Dye to Improve Its Antibacterial and Aesthetic Properties. Coatings 2023.
Baughman, G. Fate of copper in copper-complexed dyes during biological waste treatment III. Dyes and Pigments 2001.
Copper fungicides are used in various applications, from flowers to fruits – and are even accepted in organic farming. As the plant protection market is already heavily regulated and the number of working alternatives is few and far between for both organic and conventional farmers, restrictions on this use are probably not feasible. Globally, copper fungicides are a vast market, and a proportional part is most likely consumed in the Nordics.
Smaller amounts of copper are used in health and cosmetics products, most notably in skin creams.
Borkow, G. Using Copper to Improve the Well-Being of the Skin. Curr Chem Biol . 2014
In Norway, about 20,000 tonnes of high-quality copper scrap is removed from metal recycling supply lines and reacted to copper oxides for use as feedstock into these different fungicides, bactericides, molluscicides and pigments.
The role of copper as an alloying element is also noteworthy from a substitution perspective, particularly as some substitutions have already been implemented in certain cases.
In many parts of the world, copper is still used in coinage. In the Nordic countries, the use of cobber in currency production has almost entirely ceased, as electronic payment systems now dominate. This is one example of a market-driven substitution with a substantial impact on CRM availability – without costs or negative attention.
Two other traditional applications of copper that have experienced market-driven substitution are water piping and roofing. In both cases, the implementation of polymer and elastomer-based alternatives has been increasing the market share driven by the lower cost and, to some extent, easier maintenance.
Potential for loss prevention/substitution of copper chemicals
Based on European
Barriers
There is a substantial vested interest in the current uses of copper chemicals that will protect their interest against perceived interference. European authorities experienced this resistance when they considered substitution of several of the copper chemicals under the REACH CfS-system.
Slunge, D. et al. The implementation of the substitution principle in European chemical legislation: a comparative analysis. Environmental Sciences Europe 2023.
The European Copper Task Force 2023. The revision of the CLP Regulation changes the applicability of the criteria for classifying copper salts as Candidates for Substitution.
Many technologies replacing copper may be significantly more expensive, either at the purchase point or due to lifetime costs.
Possible means of actions/instruments
CRMA considerations should be coordinated with other legal frameworks. If a compound is considered for restrictions under the REACH requirement, the criticality of containing elements should be included as a determining factor.
Ban against the use of copper for timber preservatives, with some possibility of legal exemptions.
Ban against the use of copper for fish farming infrastructure.
Ban against the use of copper fungicides for non-essential farming, such as flowers and Christmas decorations.
Ban the use of copper and all other CRMs in printing inks, textile dyes and pigments for polymers and paints.
Tariffs or taxes on the use of all legal copper chemicals increase the price and incentivise reduced consumption.
Information campaign that raises public awareness about the negative CRM-implications of copper chemicals.
Socio-economic impact
It is assumed that most of the market for preserved wood is independent of preservation technology. However, wood preservation based on copper-free alternatives is more expensive, reducing some marginal market segments.
A production plant in Norway converting 20,000 tonnes of scrap metallic copper to non-recyclable chemicals might need to be closed. In such a scenario, 20,000 tonnes of scrap copper will be available for the circular economy.
Other variants of the measure
As this chapter proposes a range of measures, it is possible and necessary to implement any or all of these individually. Indeed, implementation will involve several legislations with only a limited amount of copper savings per measure.
2.1.6 Reduced use of rare earth elements (REE) for pigment, ceramic products and glass production
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Thusands of tons of REE are being used in glass and ceramics worldwide as pigment where these CRMs are lost for future recovery. A ban or tax on the use of strategic REEs like neodymium and praesodymium in pigments, glass and ceramics could minimize the proportion of these REEs used for this purpose, and thus reduce supply risks for more essential high-tech applications. | A Nordic ban on strategic REE in glass and ceramics will have limited effect. In stead such restrictions on a European level should be proposed. Restrictions on neodymium and praesodymium are especially important. | No national or regional initatives has so far been identifed. |
Table 2.6 Summary of the measure: Reduced use of rare earth elements for pigment, ceramic products and glass production.
While CRMs such as Rare Earth metals have become well known for their high efficiency in specific key applications – they also have several non-essential uses that could easily and without significant socio-economic consequences be substituted. This will free up volumes for high-priority applications. Indeed, while REEs are now unavoidably needed for electrification, digitalisation, and modern defence technologies, the same elements are also used to colour toilet seats, glossy magazine paper and many other purely aesthetic purposes.
Indeed, REEs have been used for pigments and additives in mass-produced ceramics and glass – for purely aesthetic reasons
When used in glass and ceramics, the REEs are sintered or glassified and will be impossible to recover later, even with very aggressive extraction techniques.

Figure 2.3 Examples of neodymium and praseodymium used as an aesthetic colouring in the glass. Photo: AdobeStock.
It is important to note that REEs are always present together as a group of elements, although the composition of the group differs significantly. While some of the REEs, such as neodymium dysprosium and terbium, are regarded as highly strategic and in deficit, there is a large structural oversupply of lanthanum, cerium and yttrium, and, to some degree, some of the other elements, such as samarium and europium. Indeed, while it is prudent to discuss bans or other restrictions on the use of the REEs with supply restrictions, it should be possible for some of the applications to actually substitute with other REEs.
Monròs et al. Ecofriendly High NIR Reflectance Ceramic Pigments Based on Rare Earths Compared with Classical Chromophores Prepared by DPC Method. Advances in Ceramics 2022.
CRMs are used in high-volume ceramics such as tiles, bricks, sanitaryware, tableware, and mass-produced decorations. For the segment that is considered hard to substitute, the global consumption is 400,000 tonnes,
García-Ten et al. Critical raw materials in the global high-throughput ceramic industry. Sustainable Materials and Technologies 2024.

Figure 2.4 Expensive ceramic toilets made with praseodymium pigments. Illustration Bergfald Miljørådgivere.
If restrictions are established for non-essential applications of REE such as pigments in toilets and tiles – hundreds of tonnes of the most critical CRM can be avoided.
While the use of REEs and other CRMs used in glass and ceramics can never be recovered, this is different for the use in printing inks
Enríquez et al. Advances and challenges of ceramic pigments for inkjet printing. Ceramics International 2022.
It is worth noting that several REE-based pigments were considered green solutions only a few years ago, as they gradually substituted environmental toxins
Karasu et al. The recent developments in ceramic glazes. Seramik Türkiye 2020.
Jansen et al. Inorganic yellow-red pigments without toxic metals. Nature 2000.
Sreeram et al. Use of mixed rare earth oxides as environmentally benign pigments. Dyes and Pigments 2008.
Potential for waste reduction of critical raw materials
The non-essential use of REEs of EU in glass, particularly neodymium, praseodymium and terbium, but also to a minor degree dysprosium, lanthanum, cerium and other REEs, is estimated at 500 tonnes per year. As the GDP of the Nordic countries is 10% of the European GDP, it is fair to estimate that the REE-content in the Nordic consumption of ceramics and glass is about 50 tonnes per year.
Barriers
The bulk of REE-containing ceramics and glass use is produced outside of the Nordics. Hence, the products are imported. This will make a specific Nordic legislation challenging to implement, and a European solution should therefore be sought.
Numerous applications of REE pigments have been motivated by the substitution of environmental toxins, and such toxins will, for many suppliers outside of Europe, be the fall-back solution if CRMs and REEs are restricted.
Possible means of actions/instruments
Propose the development of EU-wide restrictions on the use of CRMs in mass-produced ceramics and glass – unless it can easily be recycled.
Propose an immediate EU-wide ban on the use of Strategic CRMs in mass-produced ceramics and glass – unless they can easily be recycled.
Ban the use of strategic REEs for all uses, such as pigments and colourants, as well as paper, plastic, and rubber.
Support R&D into development of new, non-toxic pigments and colorants made from surplus REE elements.
Socio-economic impact
Reduced use and loss of strategic REEs should increase their availability for critical electrification and renewable energy needs. With increased availability or reduced consumption, assuming a small price decrease is reasonable.
CRM-based pigments for glass and ceramics are generally more expensive than CRM-free pigments. Avoidance of a few colour spectrums in toilets and tiles is assumed to have no significant socio-economic impact.
Other variants of the measure
The most ambitious measure would be a total ban on non-essential use of any CRMs, with the caveat that exceptions can be made after application.
The mildest measure would be to limit it to only banning praseodymium in ceramics and neodymium in glass.
2.1.7 Reduced use of CRMs for fireworks
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Restrictions on fireworks could reduce the use of barium, magnesium and strontium, and thus improve the security of supply of the same raw materials for high-tech applications. | A national ban on fireworks should be introduced. Alternative an additional tax on fireworks that limit consumption or information campaign that raises public awareness about negative CRM-implications and littering problems caused by fireworks. | Countries such as Ireland and Chile , along with the U.S. state of Massachusetts , have enacted a general ban on all private use of fireworks. |
Table 2.7 Summary of the measure: Reduced use of CRMs for fireworks.
Several CRMs are used in fireworks. While the energy mainly comes from non-CRM potassium nitrate or black powder, the colours are dominated by CRMs. Barium gives the green, strontium the deep red and copper produces blue. These colours are adjusted with finer tones from other CRMs such as magnesium, titanium, aluminium, arsenic, fluoride, boron, bismuth and zirconium, as well as the yellow from the non-CRMs sodium.
Sturman, B. The Rare Earths As Possible Flame Color Agents. Journal of Pyrotechnics 1999
Fireworks is a product segment in which it is impossible to foresee any relevant level of recycling. While the nice colours exist in the sky for a short moment, the elements creating the colours are dispersed and lost immediately. With no possible path towards recovery and recycling, fireworks should be replaced either with non-CRM elements or by other means of entertainment – such as lanterns or laser shows.
Fireworks are already under pressure due to increased environmental
Steinhauser et al. Heavy metals from pyrotechnics in New Years Eve snow. Atmospheric Environment 2008.
Steinhauser et al. Do pyrotechnics contain radium? Environmental Research Letters 2009.
Globally, the sale and use of fireworks are heavily regulated, with many cities and municipalities implementing partial or complete regional bans. Several towns have introduced laser shows as an alternative, aiming to prevent private use of fireworks.
Banning fireworks does come with the risk of increased smuggling and illegal distribution of fireworks.

Figure 2.5 350 tonnes of dangerous fireworks seized in Germany and the Netherlands. Photo: German Regional Police (Landespolizei Osnabrück)
Potential for substitution of critical raw materials
There are no estimates on the tonnage of these elements in the Nordics. However, an estimate from the UK
Barriers
There are no barriers against a general ban on fireworks other than the infringement it introduces to personal liberty.
Possible means of actions/instruments
A calculation report on the tonnes of CRMs and other materials lost and millions of euros spent on fireworks in the Nordic should be produced as a material foundation for later proposed restrictions.
There are three main ways to structure new restrictions on fireworks:
- Total ban on all fireworks. Entertainment to be substituted by non-chemical technologies. All issues concerning littering, pollution, health, safety, fire risk, supply risks and circularity issues will be solved.
- Ban on use of CRMs in fireworks/full chemical substitution. This will result in different colours than today and generally more weak visual impressions, with only the CRM supply risk issue solved. Environmental and safety issues will remain unmitigated.
- Use of fireworks only for trained professionals with a certificate from fire safety authorities. This will reduce littering and pollution, safety and fire risks. It will likely reduce the volume of CRMs.
- As restrictions on use of fireworks is likely to increase illegal import and distribution, police and customs authorities should increase the number of controls and inspections that may reveal such activities.
- Additional tax on fireworks that limit consumption
- Information campaign that raises public awareness about negative CRM-implications and littering problems caused by fireworks.
Socio-economic impact
The global trade in fireworks is several billion US$, with more than 70% of products coming from China. Any type of restriction on the sale of fireworks should decrease this trade and hence, also reduce the trade imbalance with China.
International statistics indicate injuries from the use of fireworks at 2.37 per 100,000 inhabitants per year.
Bitter et al. Firework injuries are increasing in the United States: An analysis of the National Emergency Department Sample. J Am Coll Emerg Physicians 2021.
Other variants of the measure
Most initiatives to regulate fireworks have ignored the CRM/resource perspective – the focus has been on fire risk, injuries and environmental harm. However, every kind of restriction on fireworks that actually brings the consumption down will have a CRM effect.
General restrictions on the use of fireworks in inner cities all over the Nordics combined with municipal investments into laser shows.
2.1.8 Reduced use of critical raw materials in small electronics in consumer products
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Significant amounts of small electronics are included in consumer products. A common feature of much of this small electronics is that it is integrated into textiles, toys, sporting goods and leisure equipment such as sneakers, which makes sorting difficult and is therefore less likely to be recycled than other EE waste. A ban on or excise duty on the use of critical raw materials for non-essential consumer products could minimise the proportion of CRM used for this purpose, and thus improve the security of CRM supply for high-tech applications. | Ban products with unnecessary electronic components including textiles with light, sensor, and microchips. Alternative an additional tax on such products that limit consumption or information campaign that raises public awareness about negative CRM-implications these products. | No national or regional initatives has so far been identifed. |
Table 2.8 Summary of the measure: Reduced use of critical raw materials in small electronics in consumer products.
An increasing share of electronics are small and used in applications we traditionally do not associate with electronics. While we usually think of electronics as computers, phones and TV sets – electronic components are now found in toasters, hairdryers, footballs, training jerseys and shoes.
The diversification of applications goes on. In a brand-new electric vehicle, one main neodymium motor is 1 kilogram. Still, there are tens, upwards of a hundred tiny motors: window heists, windscreen wipers, seat adjusters, air fans, mirror adjusters, etc. While removing the large piece of the engine is straightforward, picking out all the tiny bits and pieces is difficult, time-consuming, and impossible based on the current value of the metal in pieces.
While efficiency is crucial for the car’s engine, it might not be equally important to have the highest efficiency in the motor that adapts the mirrors. Indeed, in many of these applications, less efficient ferritic or alnico-type magnets may replace efficient neodymium. While the use of these strategic metals gets diversified, it is also possible to consider diversification in regulations. Promoting efficiency in EV engines does not necessarily conflict with restricting the use of the same metals for these smaller applications.
While large WEEEs, such as computers, televisions, refrigerators, and washing machines, generally have a high collection rate, smaller appliances, such as toys and sports equipment, have a significantly lower collection rate – possibly as low as 10%.
Nowakowski, P. et al. Collecting Small-Waste Electrical and Electronic Equipment in Poland—How Can Containers Help in Disposal of E-Waste by Individuals? Sustainability 2021.
Chancerel, P. et al. Recycling-oriented characterization of small waste electrical and electronic equipment. Waste Management 2009.
Tiny electronic components in consumer products tend to end up in waste fractions and eventually be incinerated, which is an essential source for CRMs in incineration ash. Even if gold is not a CRM, an average content of 1-2 ppm in MSW incineration ash indicates a significant amount of small electronics. The content of 0.2-0.7% of copper has several origins, but small electronics will also contribute significantly here.
It is assumed that substitution of CRMs with less efficient elements could be a more sensible way to avoid these losses than both improved sorting and ash processing. For many products or product groups, a regular ban or other strong regulations should be considered.
Small household (SHA) and consumer electronics have often been mentioned for sharing and re-use schemes to reduce consumption. However, practical tests have shown that second-hand SHA have a minimal direct re-use potential, with a somewhat better potential if handled with proper testing and repair protocols.
Bovea, M. et al. Potential reuse of small household waste electrical and electronic equipment: Methodology and case study. Waste Management 2016.
The most strategic element, neodymium, is mainly known for its use as a magnet. However, it is also used in several magnesium alloys in electronics and lead-free solders.
Xia, Z. et al. Effect of Rare Earth Element Additions on the Microstructure and Mechanical Properties of Tin-Silver-Bismuth Solder. Journal of Electronic Materials 2002.
Bhavan, J. Identification and recovery of rare earth elements from electronic waste: Material characterization and recovery strategies. Materials Today 2023.
Toys are one of the fastest-growing sectors, both in terms of the overall tonnage of waste and the prevalence of electronic components. According to the WEEE collection schemes,
Clothes and other textiles with electronics added, weaved or printed into and onto them have exploded in use the last two years.
Meena, J. et al 2023. Electronic textiles: New age of wearable technology for healthcare and fitness solutions. Materials Today Bio.
Du, K. et al 2022. Electronic textiles for energy, sensing, and communication. IScience.
The Nordic countries have for many years had well established and rather well functioning collection systems for WEEE, despite the many exceptions and holes in the system that currently exist. Producers and importers of EE-products pay a high tax on their products to subsidize collection and treatment of equipment, but they observe a lot of free riders that legally or not avoid the obligations and put on market EE-equipment without paying for it. This include a lot of products where the electronics are built into larger equipment, or is not generally considered EEE, such as foot file or a shaver. In Norway, there is a general amnesty in regulations for EE-component smaller than 1 gram, as well as several other exceptions. Based on the requirements of CRMA, it is probably relevant to revisit the current regulation, and evaluate if exceptions still are legitimate, and if the number of free riders are too high for the system to develop properly.
Potential for substitution/waste reduction of critical raw materials
The quantity of CRMs used in small electronic components appears to be rapidly increasing, driven by the growing number of units and the overall material volume. These include gallium in diodes, neodymium in micro motors, and copper in micro-PCBs. However, due to insufficient and inconsistent data, it is not currently possible to provide accurate estimates.
Barriers
The electronics industry demonstrates remarkable skill and efficiency in downsizing components, reducing the use of expensive materials and quickly adapting or innovating designs. However, this rapid pace of change provides several challenges for the sorting and recycling processes, particularly in identifying and isolating smaller components. The smaller the components, the greater the challenge.
Manual handling of small electronic components during recycling is neither cost-effective compared to the production of new components nor proportional to the value of the metals recovered. Reliance on metal value cannot optimise recycling alone, additional measures are necessary.
Possible means of actions/instruments
Evaluate current WEEE-regulation regarding exception for EE-components less than 1 gram.
Evaluate current WEEE-regulation regarding relevance of all exception.
More research is needed to quantify tonnage represented by this sector, as well better understand the development trends and possible innovative identification and sorting technologies that can bring down the recycling cost per ton.
Information campaigns towards the public promoting sorting and delivery of even small WEEE components.
Support R&D programs towards substitution with non-CRM elements.
Ban the sales of textiles with electronics, light diodes etc, with exception of certain medical uses and defence/security applications.
Ban the sale of shoes with light diodes, sensors etc. Shoes are better without.
Ban the use of chips and sensors in footballs, golf balls and similar sports equipment. Balls can be found without electronic tracers.
Ban the use of electronics in napkins to monitor humidity. A soiled napkin can be smelled.
Ban the use of electronics in coffee mugs to monitor temperature. Humans are able to sense heat.
Ban the use of electronics and Wi-Fi in cat litter boxes. Cats can do their business without Wi-Fi.
Replace electronically printed starting numbers with basic QR codes.
Ban use of electronics in furniture outside of the hospital sector. Beds and chairs can do without Wi-Fi.
Ban the use of electronics in birthday cards and similar one-time products. This will also reduce fires in the paper recycling value chain.
Ban the use of electronics as purchase promotors for comic books and other items marketed to children.
Propose a negotiated agreement with the EE-sector where all smaller items with low collection rate (i.e. headphones, ear plugs, remote controls, sim cards etc) where each item is added a deposit which is refunded with a double voucher from the shop (customer pay €10 deposit, gets €20 voucher from shop when returned). Net sales from abroad are added same deposit as a tax.
Socio-economic impact
Many small electronic appliances and components greatly benefit society and humanity, so restrictions and limitations should be implemented carefully. However, the loss of CRMs from small electronics is probably substantial, so the sector must be addressed.
It is impossible to foresee a recycling solution with currently available technologies that will be profitable from the value of recovered metals.
It is impossible to foresee a recycling solution with currently available technologies that will be profitable from the value of recovered metals.
2.1.9 Increase the number of CRMs and overall extraction efficiency from ore mined in the Nordic region.
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Critical raw materials such as copper, cobalt and nickel are included as by-products that are often not extracted from ore processed in the Nordic region. More advanced beneficiation techniques have the potential to extract more of these CRMs from beneficiation processes, thereby minimizing the waste materials that subsequently need to be landfilled. | Restructuring taxation of Nordic mining industry to insentivice increased extraction of CRM-byproducts from processed ore. | No national or regional initatives has so far been identifed. |
Table 2.9 Summary of the measure: Increase the number of CRMs and overall extraction efficiency from ore mined in the Nordic region.
The Nordic countries comprise the most important mining region in Europe,
Wittenberg, A. Critical Raw Material Resource Potentials in Europe. Materials Proceedings 2023.
Feltrin, L. et al 2024. Information Management and Classification of Secondary Resources and their Critical Raw Material Potential in the Nordic Countries. Nordic Innovation.
Out of all waste fractions generated in the Nordic regions, the tailings represent over 50% of the tonnage for 28 CRMs. Some of these volumes are at a level where commercial production should be possible.
CRM | Tonnes |
Praesodymium/neodymium | 2998 |
Cobalt | 10880 |
Copper | 61031 |
Nickel | 40066 |
Table 2.10 Some of the CRMs lost in tailings – every year. Source: Bergfald Miljørådgivere.
Whether policies towards losing fewer CRMs to the tailings landfills are defined as industrial process optimisation, improved resource management, circular economy, or CRM supply security is of less importance, the main thing is that CRMs currently lost to the tailings should be extracted and supplied to downstream industries instead.
There are several very good stories to observe and support.
In Sweden, LKAB has been engaged for many years in developing processing steps to extract and refine the content of phosphorous and Rare Earth elements present in their magnetite tailings. While the presence of rare earth minerals in the ore has been recognised for a long time, LKAB’s decision to prioritise their utilisation has been a recent development. Once mobilised, however, the scale and scope of LKAB’s efforts have surpassed those of the other mining companies combined. Numerous different work packages and projects have been initiated to prepare for substantial investments into the value chain, from anything from changes to ore priorities to ore processing
Wanhainen, C. et al. Rare earth mineralogy in tailings from Kiirunavaara iron ore, northern Sweden: Implications for mineral processing. Minerals and Metallurgical Processing 2017.
Another resource is vanadium, where a handful of Nordic mines landfill more than the whole European consumption of the strategic metal – at a point in time where 100% of the supply of vanadium is from BRICS countries.
There are, however, less positive examples. The Norwegian nepheline mine at Stjernøya, for instance, produced a phosphorous by-product known as “Altagro”, which was supplied to farmers for many years. Despite this product being approved for organic farming and extracted from waste, it was challenging to market due to its gradual phosphorous release and its inability to lower soil pH. Norwegian farmers preferred phosphorous imported from Russia, which had a lower pH. As a result, the mine at Stjernøya closed its by-product operations and began disposing of the by-product into the sea instead.
A closer examination of the Nordic mineral industry reveals numerous similar cases – both positive and less favourable. These examples underline the need for both regulations and incentives to achieve appropriate resource management.
Globally, the extraction of minor CRMs from base metal mining is much more common than in the Nordic. All the global production of gallium, germanium, indium and hafnium comes from small extraction units plugged into large processing plants for bauxite, zinc and zirconium. The important REE sector has been possible to grow due to the Chinese starting to process a by-product from their low-grade magnetite mine in Inner Mongolia, and that is what LKAB is proposing to do in Sweden as well. The by-products from the Chinese iron mine are still the largest REE mine in the world, twice the size of number two.
While base metals such as iron and copper are mature markets with many stakeholders, and the possibility over establishing protected investments through secured offtake agreements, many of the CRM niches are very vulnerable and without established protection mechanisms. Indeed, any investment made by a mining or mineral processing company towards new units for CRM extraction should receive governmental protection. This can be as substantial CAPEX grants, soft loans, price/offtake guarantees or other agreed mechanisms that protect an investment.
Potential for substitution/waste reduction of critical raw materials
As copper, nickel, and cobalt are all considered CRMs, one of the most resource-efficient ways to increase CRM supply is to incentivise mining companies to improve their extraction efficiency. Whether the operations are based on gravimetry, flotation, heap leaching or whatever concentration technology is proven, there are options such as increased processing time, more steps, more water, secondary (or tertiary) crushing and additional steps. For instance, the 100 million tonnes of tailings landfilled in the Nordics contain 10,000 tonnes of cobalt. In comparison, the largest dedicated cobalt mine in the world, in DR Congo, produces 23,000 tonnes per year. Through more efficient ore dressing a significant part of this cobalt can be recovered.
Sweden has been at the forefront of systematically mapping CRM resources in abandoned mine tailings facilities,
SGU 2023. Hållbar utvinning och återvinning av metaller och mineral från sekundära resurser. Rapportering av regeringsuppdrag
SGU 2024. Characterisation of mining waste in central and western Bergslagen, Sweden
SGU 2022. Characterisation of mining waste in central and southern Bergslagen, Sweden.
Hence, a tailings deposit should not be considered a bank of elements. Unless new and unidentified technologies come to the market, tailings that have lasted too long should be regarded as lost. The obvious conclusion is to incentivise the mining industry to extract more from the feedstock, passing their plants and leaving less for the tailings.
The Swedish Government concluded last year that Sweden had comparative advantages in supplying CRMs as by-products from the processing of commodity minerals.
Myndigheten för tillväxtpolitiska utvärderingar och analyser 2023. En resurseffektiv och konkurrenskraftig metall- og mineralnäring.
Karlsson, T. et al. Potential of Critical Raw Materials in Closed Finnish Mine Waste Sites: A Preliminary Review. Proceedings of ICARD 2024.
Barriers
The largest barrier is industry conservancy. A gold mine will produce gold, and often the ore has not been analysed for other valuable minerals. The industry is also often hesitant when it comes to testing and developing new process steps that can increase extraction efficiency. This barrier can be lowered by information campaigns towards the industry and dedicated courses in the education of geologists, mineralogists and mining engineers.
Permitting also represents a barrier. Receiving a permit to operate a mineral resource in the Nordic countries takes many years and costs millions of euros. Having obtained an initial operating permit, a mining operation will often hesitate to apply for additional extraction options that will require much time and money.
The sequential processing of minerals to extract different minerals is complex. It will involve a development and test phase, which can be quite costly and require expertise in mineral processing. Adding additional extraction steps to a mining operation increases the complexity and risks of the mining operation that may also lead to avoidance of such an endeavour.
Knowledge gaps can also be surprisingly large. Mines with billions in revenue sometimes operate without a detailed overview of the elements passing through their processing plants.
Possible means of actions/instruments
Restructure the taxation. Remove all income taxes and royalty duties from mining operations in the Nordic, and tax the companies according to the metals value of the CRM they waste.
Such a taxation will need to have some exceptions/clarifications for elements such as silicon and aluminum.
Support R&D into new extraction and beneficiation technologies by dedicated programs.
Provide a new financing model where government royalty loans are given to mining companies to improve extraction rates or establish new process steps for CRMs. Loans should cover 100% of CAPEX of investments and be fully paid back as a fixed royalty payment per ton produced.
Remove political restrictions on extraction of uranium and thorium by-products, as such extraction may also be unlocking minor CRMs.
Socio-economic impact
The metal’s value of CRMs
Excluding aluminum, silicon and magnesium.
2.2 Measures for re-use and repair
The following sub-chapters describe possible measures for the re-use of CRM-containing products and components.
2.2.1 Assess the possibility of reusing optical cables with CRM content
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Reusing germanium-containing optical cables could reduce the need for germanium for this purpose. Optical cables can also contain other CRMs, such as REE. | A system for collection and preparation of end-of-life optical cables for re-use should be considered. | No national or regional initatives has so far been identifed. |
Table 2.11 Summary of the measure: Assess the possibility of reusing optical cables with CRM content.
Optical cables do not represent large tonnages of waste, but like all other cables, they are a widespread bank of material dispersed in society. Optical cables are based on many different technologies, but most are based on high-purity silicon glasses doped with some CRMs. For communication cables, germanium is the prevailing CRM, and the cables are the most critical use for germanium. However, many niches also exist, such as cables doped with holmium or ytterbium.
Optical cables are almost permanent in their quality except for mechanical breakage and fires. Degradation by time is minimal. Hence, these components are very suited for direct re-use. That said, both possible long-term re-use and later recycling of the cables need to be considered already in the design phase to avoid complications and costs.
Wright, E et al . Improving recyclability by design: a case study of fibre optic cable. Resources, Conservation and Recycling 2005.
The leading supplier of high-purity germanium to Europe has long been Russia, which is based on extraction from coal ash and refining in their Krasnoyarsk plant. There is germanium processing capacity in Europe, but access to feedstock is needed. Indeed, as these supply lines have been negatively distorted over
BRICS include Brasil, Russia, India, China and South-Africa
While high-purity silica is the primary material in most cables, there are also commonly CRM additives made of flour and zirconium,
While it can be tempting to consider substituting small and supply-sensitive materials such as germanium, this will have negative consequences for the cable performance. Germanium has significant features for the signal quality in the cables, so a combination of increased extraction from industrial wastes and collection and re-use/recycling of cables would probably best solve the supply issues of this CRM.
Optical cables have been in use for several years already. At the same time, technological development has spurred on fast – it is fair to assume that a substantial tonnage is presently in society but not in use. In Sweden, it has previously been calculated that billions of SEK worth of copper cable are idle in the ground, representing huge urban mining potential for the future. It is fair to assume that optical cables are similarly left – and describe this possible future resource.
Optical cables have entered the automotive sector in the last decades, with the control of all kinds of sensors, cameras, and infotainment screens. The composition and doping of these cables are slightly different from the cables typically used in buildings, but it is still highly relevant materials.
Large-capacity cables are used for long distances, such as in subsea cables connecting continents. In recent years, it has been observed that some of these cables have been deliberately cut or sabotaged. So far, it seems that it has been possible to repair these, but it might be in the future that it makes more sense to bring the cable onshore
Besides communication, these laser fibres, with their CRM doping, are also used for medical lasers in eye surgery and diagnostics,
Knudsen, B. et al. Durability of reusable holmium:YAG laser fibers: a multicenter study. J. Urol 2011.
Potential for substitution/waste reduction of critical raw materials
The main challenge to improved circularity and waste reduction for optical cables in general and their germanium content, particularly, is the proper dismantling and collection. If collected, it is likely to be re-used. All scraps, cuttings, off-specs, breakages, can be recycled to a 99% efficiency.
Chen, W. et al 2017. Recovery of germanium from waste Optical Fibers by hydrometallurgical method. Journal of Environmental Chemical Engineering.
Barriers
Cables are installed according to the needed length, size, etc, so all returned and sorted cables will be on an “off-spec” level compared to virgin cables.
The labour cost of careful removal and winding of used cables, classification, testing, etc, will be significant but comparable to the value of the cable.
The competence of the demolishing and waste-sorting labour force may differ from that of the fibre-installing electricians.
Possible means of actions/instruments
Mandatory marking of all optical cables with content and other parameters relevant for reuse.
Mandatory removal and return of disused cables when installing new cables.
Mandatory removal and return of all cables when demolishing or renovating all buildings.
Map the prevalence of installed and unused cables that could easily be dismantled for re-use or recycling.
Mandate the automotive dismantler to remove all optical cables before shredding.
Socio-economic impact
The careful removal of disused cables during the renovation of buildings and dismantling of cars will require some labour costs. Considering the overall longevity of the cables (if adequately handled) and the cost of such cables, these costs should be comparable.
Other variants of the measure
Public sector building authorities (schools, hospitals, and nursing homes) may take on voluntary requirements in their renovation procedures.
2.2.2 Reusing magnets in electric motors, pumps and “dynamos”
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
Reusing electric motors in pumps and other electrical components, or the magnets they contain, could reduce the need for new magnetic metals of the same type. However, material fatigue will limit the reuse possibilities for certain components. Proper testing of the components is therefore important before re-use. The scheme should perhaps be limited to manufacturers only recalling their own products. | Encourage standardization of magnet chemical composition, design form and size that supports reuse of magnets in new generations of products. Support magnet reuse schemes in industry | Some legislation regarding these issues are expected to follow from CRMA |
Table 2.12 Summary of the measure: Reusing magnets in electric motors, pumps and “dynamos”.
Permanent magnets are needed as small but essential components in the green transition with renewable energy, electrification, digitalisation, and defence. While strong in effect, most of the currently used permanent magnets are rather sensible, prone to oxidation and brittle. However, if protected efficiently and handled with care, they can also be used for a long time and potentially re-used many times.
Li, Z. et al. Direct reuse strategies of rare earth permanent magnets for PM electrical machines – an overview study? Eur. Phys. J. Appl. Phys. 2019.
Due to its high cost and strained supply line, the direct re-use of magnets is probably more extensive than we currently assume, as it is done without reporting. Statistics is often a challenge when products are re-used. In contrast to recycling plants, where tonnes of materials are processed with substantial energy and chemicals in large CAPEX plants, direct re-use in its simplest form is manual labour, removing one component from one place and installing it in another. Although it might be more complicated in many magnet applications, direct re-use that avoids involving the long and complex processing routes of magnets has the most significant environmental potential.
The strongest and most energy-dense/energy-efficient permanent magnets are based on neodymium (NIB) technologies. These magnets are however unfortunately rather sensitive to high and low temperatures and most mechanical impacts. The materials are brittle, and minimal impact is needed to reduce or destroy its magnetism. For several applications, especially defence, less efficient but more robust permanent magnets are therefore used. Substantial defence gains can be achieved if more robust neodymium magnets are developed. While firstly used in defence products, these improved magnets will also quickly come to the civilian market.

Figure 2.6 Very few permanent magnets are produced in Europe, as prices of magnets are low. To the left is an exception, as are the vacuum PM magnetising and sintering furnaces in Ljubljana. Photo: Bergfald Miljørådgivere.
While most of the research into advanced magnets takes place in China rather than in Western countries, Europe and Nordic countries observe the results only much later on. The new chemistry is revealed when scrap magnets area analysed from equipment made in China. For instance, neodymium magnets are observed with the addition of holmium
Couto, C. et al. On the pre-treatment for recycling spent NdFeB permanent magnets: from disassembling, characterisation to de-coating. Sustainable Materials and Technologies 2024.
Huang, Q. et al. The influence of Gallium doping on the magnetic performance and microstructure of Nd-Fe-B sintered magnets. Journal of Magnetism and Magntic Materials 2022.
If the magnet is extracted without being broken, it can be measured and classified and possibly used again.
Sagna, A. et al. Non destructive control of permanent magnet rotors in a perspective of electric motor circularity. Procedia CIRP 122, 2024.
Hogberg. S. et al. Direct Reuse of Rare Earth Permanent Magnets - Coating Integrity. IEEE Transactions on Magnetics 2017.
In many cases, it seems beneficial to demagnetise the sorted unit and then remagnetise it before installation and re-use. A proper post-consumer demagnetising and remagnetising setup for different magnet types has yet to be industrialised, but lab and pilot tests do exist.
Kim, B. et al. A study on demagnetization heat treatment of waste neodymium iron boron (NdFeB) magnets by using computer simulation. Peer J Materials Science 2023.
Pakstys, S. et al. Effects of Recycled Permanent Magnets on Electric Machine and Hybrid Electric Vehicle Performances. ASME 2023.
If magnets are broken, or the alloys are off-spec, powder recycling can also be considered preparation for re-use as it is distinct from chemical recycling. Although not being re-use according to the strict definition of the Waste Framework Directive of EU, this process is commonly referred to as reuse by the industry to separate it from chemical recycling. One variant of powder recycling can involve the use of hydrogen gas,
Burkhardt, C. et al. An overview of Hydrogen assisted (Direct) recycling of Rare earth permanent magnets. Journal of Magnetism and Magnetic Materials 2023.
It is similarly possible to dissolve such broken or off-spec magnets in ethanol, hydrolyse the neodymium and then recentre the powder into a new magnet.
Philippot, G. et al. Pulverization of Permanent Magnets by Solvothermal Chemistry for Direct Recycling. ACS Sustainable Resource Management 2024.
Figure 2.7 shows an overview of processes for re-use of magnets that gradually become recycling operations.
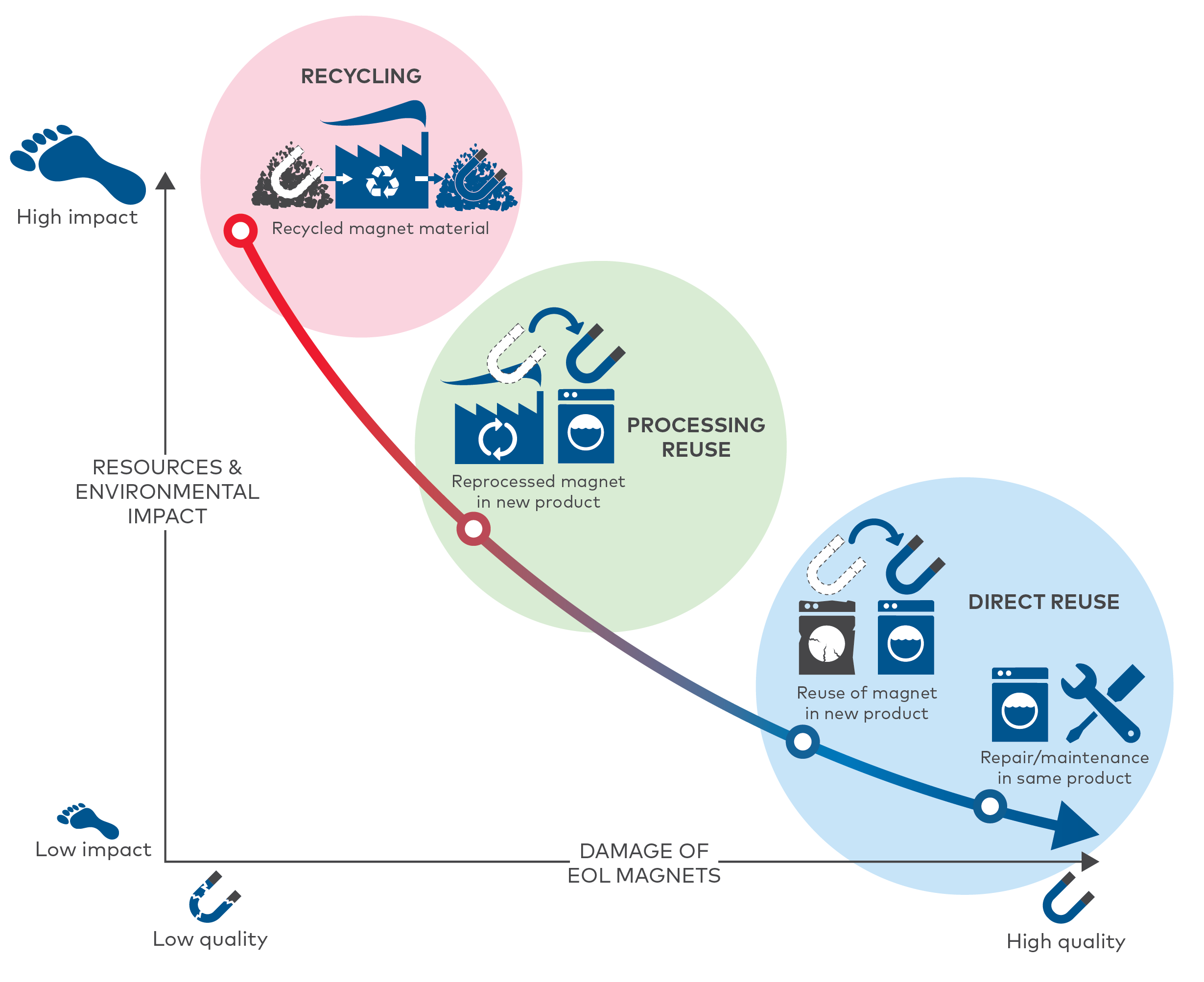
Figure 2.7 Powder recycling can be seen as a blended technique between re-use and recycling processes. Compared to chemical recycling, powder recycling requires less input of energy and chemicals, have a lower environmental footprint and is an available technique for repurposing magnets too damaged for direct re-use. Illustration Bergfald Miljørådgivere.
Several large Nordic companies have understood the importance of these small magnets to their operations as well as the political and environmental footprint they represent. Some companies have set forth ambitious plans, such as Vattenfall that are preparing for 100% circularity of the magnets used in their power production, with a combination of direct re-use and recycling.
The Danish company Grundfos has already, for many years, been a pioneer in reusing permanent magnets. Grundfos is a leading pump technology company responsible for millions of units operating worldwide. For some time, the company has operated a refurbishment unit where used pumps are taken back, overhauled, and sent out again.

Figure 2.8 Functioning RE magnets in broken pumps can be re-used in new products. Photo: AdobeStock.
However, while companies such as Vattenfall and Grundfos can establish circular business models for their products and magnets, it is more complex to do this on a societal level.
There are at least four challenges to address when working towards increased re-use of magnet structures.
Information gaps on composition. When companies such as Grundfos establish circular business models and take back their products, they know exactly which components they get and have a clear idea of what to do with them. It is rare if at all observed, that such takeback systems will take in the equipment from competitors. It cannot be expected that a producer of high-value equipment should be forced to install a used component from a competitor.
Small and hidden items. Most of the magnets used today are small, less than 10 grams, and often less than 1 grams. A typical example are electric vehicles, with one big magnet in the motor and around 70 small magnets spread all over the car. Finding and dismantling these small items and sorting, classifying, testing and sending them for re-use will be very costly.
Shapes are shifting. As designers are free to do whatever they like, models of all kinds of equipment change from year to year and sometimes even months to months. As part of that, a magnet used in an e-bike produced in January might not be re-used in the same model coming in June of any given year. This issue can be solved by limiting designer freedom and standardising some shapes and Gauss’s strengths. The “Lego” model can also improve it, i.e. producing magnet building blocks in exact shapes that can fit into each other and build larger magnets from that. If so, these building blocks could be re-used into new shapes and forms, both smaller and larger. Such standardisation will make take-back programs much more financially attractive for producers of electric vehicles, pumps, and power tools.
Another challenge is differences in the magnet metallurgy. There are dozens of different magnet alloys used, partly for different applications but, unfortunately, also in direct competition. These alloys include CRM-based alloys such as NIB, AlNiCo and SmCo. As these different alloys have different features and need quite different processing, if direct re-use is not possible. There is a need to implement content labelling.
Rizos, V. et al. Developing a supply chain for recycled Rare Earth Permanent Magnets in the EU. Report 2022.
As the processing chain of making permanent magnets is so long and includes so many steps, many of the technologies the industry described as re-use although does not adhere to a strict interpretation of the definition in the Waste Framework Directive of EU. Sorted magnets will be demagnetised, electrolytically or thermally removed coating, crushed, reshaped, remagnetised, and sintered into a new product.
Cherkezova-Zheleva, Z. et al. Green and Sustainable Rare Earth Element Recycling and Reuse from End-of-Life Permanent Magnets. Metals 2024.
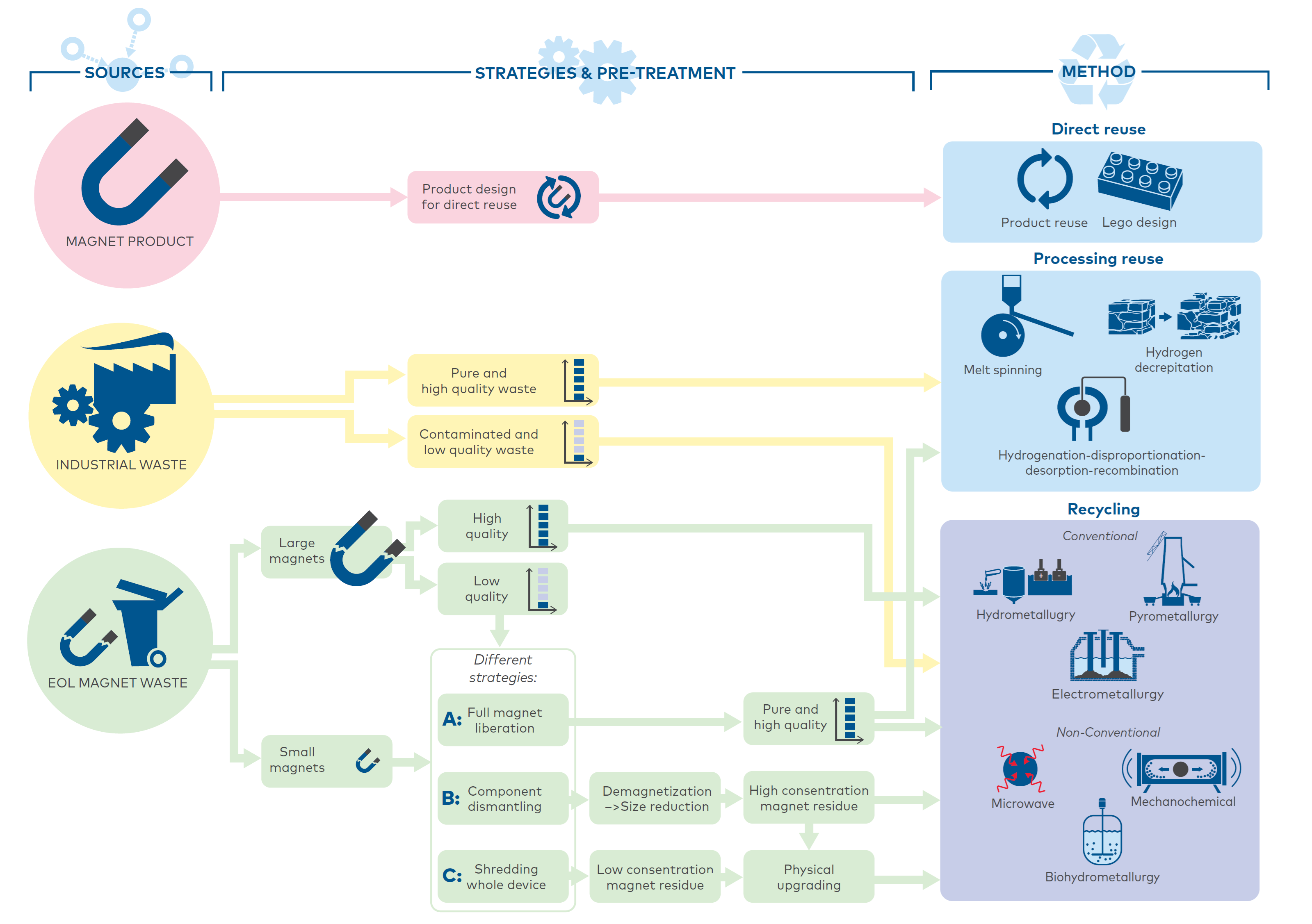
Figure 2.9 overview of possible techniques used for re-using and recycling magnets. Illustration Bergfald Miljørådgivere.
Potential for substitution/waste reduction of critical raw materials
If properly made and coated, a permanent magnet can almost perform according to its name – permanent. As a general rule, permanent magnets outlive their applications in automotive, pumps, fans, and computer applications. Establishing proper systems for removal, identification, quality control, protection and repair as a first line of re-use can reduce the need for replacement materials. It is important that these procedures are developed in accordance with Article 28 and 29 in CRMA. The second line of re-use/mechanical recycling will be demagnetization/remagnetisation systems, while the third line will be decorating, crushing, and producing new magnets. Magnet materials falling below quality norms in these three levels of re-use will need to go to chemical recycling.
While the electrification of society will require much more magnet metals than re-use and recycling can provide, these needs are at least eased when some of the current consumption can be avoided by re-use.
Barriers
By nature – magnets will stick to iron and steel infrastructure, so dismantling, sorting, storage, and transportation are complicated and costly.
Many magnets are very small, fractions of a gram and it is not possible to justify the manual labour cost needed to dismantle and handle them.
There has been a fast development of magnet technology, so both magnet alloys and their coating are according to producer specifications and not industry standards.
Some methods needed to dismantle and extract the magnets will break and/or demagnetise them.
Equipment manufacturers will usually not uphold their fabrication guarantee if components not delivered by themselves are used in repairs. This must either be forced upon them, or another type of guarantee must be created to keep consumer confidence for re-used components.
Possible means of actions/instruments
Establish standards for magnet type (alloy) and coating for mass-produced applications.
Establish eco-design requirements for an adhesive type that is possible to release without destroying the magnet.
Upadhayay, P. et al. Applicability of Direct Reuse and Recycled Rare Earth Magnets in Electro-mobility. 7th International Conference on Renewable Energy Research and Applications (ICRERA 2018)
Introduce standard labelling of magnet type on all magnets more than 1 gram in accordance with Article 28 of CRMA.
Introduce a subsidy of 1 Euro for every REE postconsumer magnet re-used, independent of size of magnet.
Mandate picking of magnets from waste equipment such as automotive and WEEE before shredding.
Socio-economic impact
Direct re-use of permanent magnets will reduce the environmental footprint and increase raw material resilience.
The re-use value chain is inherently a manual operation, with identification, dismantling, testing, sorting and reinstalment. While it is conceivable that automation and robotisation may play a role in these operations in the future, state-of-the-art technology still needs to be there. Consequently, one of the significant socio-economic impacts will be employment.
Other variants of the measure
Increased re-use of magnets in less demanding applications is also an option, for example through programs where used EV motors are re-used in water pumps.
It is possible to mandate programs for take-back and re-use for producers of specific equipment, such as power tools, EVs, e-bikes, pumps, and AC.
Consider legal design requirements using “lego-composition” that allow more flexible retrofitting of used magnets in new applications.
2.2.3 Reusing CRM components in discarded EE products
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
There is already an established market for still usable components stripped from end of life electronic products. This market can be further developed. CRM components such as magnets (REE), vibrating elements (W), capacitors (Ta) may be used in new products or as spare parts during repairs. | Support reuse of electronic components through tax incentives and collection schemes | No national or regional initatives has so far been identifed. |
Table 2.13 Summary of the measure: Reusing CRM components in discarded EE products.
One important way to reduce CRM supply restraints is to ensure the equipment already in use is kept in operation for as long as possible by being maintained and repaired. When it in the end fails – then take out components that still can be re-used to repair other equipment. Re-use is one of the key strategic foundations for the Critical Raw Materials Act and one of the leading EU goals for extending the operational lifetime of electronic products in Europe.
Since electronics where introduced, electronic equipment has been dismantled and components picked out for re-use. Still today, some components, such as HDDs, have a secondary market in the Nordic countries, while a broader range of components have a secondary life in many other countries.
As electronic components are costly equipment, reusing them has an economic potential. Estimates show that the global market for re-used electronic components is already at several billion Euros.
Globally, there are hundreds of large enterprises trading in used components from electronic products, reflecting the value of these components.
It is possible to divide this market into at least two segments and two material flows. It is the direct re-use of the whole product, dismantling and using components to repair other products, which are two distinct market segments. Companies and individuals can deliver both products and components.
One such example is the online platforms for secondary products. The Norwegian market leader is Finn.no,
Similarly, the same snapshot showed 8,870 ads for laptops, 3,694 for gaming computers and 4,450 for TVs. All included were more than 200,000 advertisements for secondary electronic equipment simultaneously in Norway. Suppose a similar snapshot was performed for the other Nordic sales platforms. In that case, it is fair to expect that for the Nordic region as a whole, at any point in time, about 1 million pieces of second-hand electronic equipment or components are up for sale. Re-using electronic equipment is no longer a resource strategy; it is a solid and sizeable economic activity. In addition, several market players, such as Blocket, Teleoutlet, or OneCall, should be mentioned for actively promoting and building up the market segment for “nybegagnat elektronik”
The thriving one million pieces of second-hand electronics market also shows that broad parts of the population accept buying second-hand products and components, and broad parts of the population find selling those products worthwhile. And indeed, many accept buying repaired equipment.
Several factors have been behind this waste prevention success: the existence and constant development of the trading platform, the perceived understanding by the populous of the items having residual value, the rising cost of living, the reduced purchasing power and the high prices of new equipment. Buying and selling used equipment and components make sense for most people. It might also be that the population, in general, has a preconception where they are accepting that a second-hand mobile for € 500 will fail after a couple of years (because all former mobiles have done so) in contrast to a used car for € 10,000 that is expected to last longer.
All the factors that have made these platforms efficient for marketing used equipment must also be deeply considered for the components and repair sectors. While sales of components will hardly reach the same broad population as the equipment, the acceptance of buying “new” equipment based on “old” components may be achievable and possibly is, to a large degree, already.
While all of these issues are real, the success of platforms such as finn.no and blocket.se show that these issues are internalised and quantified in a market system where a sufficient number of buyers and sellers can internalise and quantify these concerns into an issue of equipment price.
In Sweden, consumer electronics producer Electrolux and recycling operator Stena have observed these market trends for many years and are trying to adapt. Together, they are developing vacuum cleaners based on recycled components and have taken the experience of this second circle back into their design criteria. We assume less glue has been one of the parameters set for recyclability. For several decades, Siemens computers and Tomra recycling machines have developed similar circularity and “prepared for takeback” production parameters.
Still, despite these apparent market successes and industry adaptions, there are some strange effects regarding public perceptions, and one of the most obvious is the difference in attitudes toward cars compared with electronics.
The average car longevity in Europe is 8-35 years, with Luxembourg and Poland being at each end of the scale.
Held, M. et al 2021. Lifespans of passenger cars in Europe. European Transport Research Review.
For instance, in a snapshot from the Norwegian platform Finn, there were 64,014 ads on December 1st for the sale of secondary cars, while at the same time, 114,807 ads for car parts sales. Properly nudged, achieving similar figures for the EE sector should be possible.
To help the market, essential things such as restrictions on glues and accessibility of repairs as described in the Eco-design directive are needed. However, CRM-containing components should be marked/labelled/coloured specifically, making it easier and faster to identify and sort.
It is also possible to standardise some general components. EU has tried this before with power chargers. It could also be done with other CRM-rich components, such as resistors and perhaps even capacitors.
Reusing tantalum capacitors is surprisingly uncommon, considering prices, supply constraints and longevity. Tantalum is one of the most interesting elements in electronic waste, with easy-to-identify components, a high concentration of tantalum in the capacitors and a high price. Still, all industry efforts have been focused on sorting these capacitors for chemical recycling. Chemical processing and recycling have proven difficult,
Choi, B. et al 2023. Sust. recycling process for tantalum recovery from PCBs. Resources, Cons. and Rec.
Mir, S. et al 2023. Recycling of metallic values from discarded tantalum capacitors. Mineral Proc. and Extractive Met.
Tantalum capacitors do not lose much efficiency during use, so if the recycling industry can find new ways to dismantle,
Riedewald, F. et al 2023. Tantalum Capacitor Separation from Waste PCBs with Molten Salt or Metal. Chemie Ingeniuer Teknik.
Figure 2.10 Capacitors, resistors, diodes, and rectifiers are all based on CRMs, and can be dismantled for re-use or recycling if WEEE is transported and dismantled carefully. Photo: AdobeStock.
Rectifiers are used to convert alternating current to direct current in electronics. In contrast to many other components, it is often installed as a plug-in and only sometimes soldered into the PCB. A relatively common rectifier material is the dielectric compound neodymium titanate – a heritage from the old days when neodymium was a waste product from cerium production. As neodymium titanate rectifiers are solid components with long lifespans, they have been considered possible for re-use for decades.
Beak, J. et al. Reusing and Rerating Older Rectifiers With New DC/DC Choppers. IEEE 2001.
LED, the tiny diodes that have taken over the world of illumination within a few years, have been fantastic for reducing energy consumption and cost to consumers. With useable lifespans of 20-100.000 hours or more,
With its long lifespan, LEDs used in screens, phones, laptops, and other small and large electronic equipment have yet to reach their possible lifespan when the laptop, mobile phone, washing machine, TV or screen is discarded. As the diodes are so small and regularly hard-fixed to other components, dismantling, recycling, or reusing them is rarely seen as worthwhile.
It is shown that more than 50% of faulty LED systems can be repaired and fully functional again,
Pujolras, B.C. Design and Implementation of a Procedure for Collecting and Repairing Faulty LED Bulbs. Diss. 2024.
The most crucial single barrier to LED recycling has been identified as glue.
Chamberlain, M. Re-purposing LED Light bulbs. B.Sc. dissertation 2022.
In parallel, improved technologies and procedures for dismantling glued and fixed diodes must be developed. Then standardised procedures for testing of diodes should be developed to sort between eligible for re-use or recycling.
Mehvie, M. Et al. Characterization of end-of-life LED lamps: Evaluation of reuse, repair and recycling potential. Waste Management 2022.
Previously, an active industry existed for dismantling silicon chips from PCBs. The boards were placed on a bed of molten tin, allowing chips to be removed with pinchers or tweezers for direct re-use. Despite such chips being in shorter supply in recent years compared to the period when this practice was more widespread, this re-use industry seems to be no longer active. The decline is likely due to its labour-intensive nature; as the value of chips decreases and labour costs rise, the economic feasibility of re-use – similar to recycling – becomes less viable.
Resistors are the small dull pieces with colour codes you will find all over a printed circuit board. They can be easily spotted as small and bar-coloured pieces that have important functions. They are however rarely if ever reused although even simple and low CRM resistors have a lifetime of 15-20 years. Some advanced resistors based on ruthenium have been argued to have a life span potential of 48,000 years.
Amplifiers are in a similar situation. While these components typically contain fewer CRMs, they still have substantial longevity and increased re-use potential.
Used EE equipment is delivered and collected as scrap material without considering the residual value of its components. While new equipment is supplied in large cardboard boxes with all kinds of protection, used equipment is delivered and collected as is, and it is reasonable to expect that just the transportation and handling of the equipment from the delivery point to the sorting reduce the re-use and replacement value significantly.
All the Nordic countries have well-functioning EPR systems and professional service providers. However, these systems were initially established to avoid toxic materials from WEEE entering the environment and regular waste streams and have gradually had an increasing role regarding the recycling of metals such as copper. However, these EPR systems have no obligation or mandate to promote or subsidise the re-use or repair of equipment or components.
There are two significant shortfalls of the EPR systems for electronics in the Nordics that should be addressed also to achieve increased re-use. The general exceptions given to the automotive sector have held a large volume of the CRM-containing electronics out of the loops and systems required for all other equipment, making it harder to optimise re-use and recycling.
Also, the EPR requirement to achieve recycling by tonnes of material does not incentivise efficient re-use and does not incentivise recycling or handling of small volumes of highly critical metals. Indeed, while it is good for the environment that HIPS, steel and aluminium are recovered efficiently, there is a need for a general overhaul of the EPR framework.
Potential for substitution/waste reduction of critical raw materials
Most components in WEEE delivered for recycling are far from their end of life span when the product is discarded. Based on available test results, it can be assumed that > 50% of components are eligible for re-use. However, a substantial improvement in collection, transportation, sorting, dismantling, testing and remanufacturing is needed to achieve anywhere close to this technical potential.
Barriers
As price/value is most likely a primary driver for well-functioning re-use schemes, low prices can be a key barrier. If a component or piece of equipment costs 10 Euro, spending time and money on checking performance and trading it might not be worthwhile, while if it costs 1,000 Euro it will very often be profitable.
Lack of competence. Only a few people can identify/repair/change EE components from a broad range of equipment.
Possible means of actions/instruments
Tax or deposits on EE-products to fund more detailed equipment testing and component picking.
Increase the VAT on new EE equipment to subsidise operations necessary for reuse
Remove VAT from all secondary products and all repair services. Remove wealth tax for ownership of secondary products in stocks.
Automatic “amnesty” from waste legislation for any functioning component removed from discarded equipment for re-use. for instance simplified “end of waste” procedure.
Mandate sales guarantees to be upheld even if equipment is opened for repair and removal of components.
Government sponsored training of employees on recycling hubs and -stations regarding identification, safe removal and handling of components.
Consider legislation requiring recycling companies to check each received item individually for reusability or repair/component re-use.
Changes in the national taxation system that decreases the cost of labour and increases the cost of natural resources and energy will also incentivise repair and re-use.
Promote schemes where second-hand laptops are checked, repaired and, updated and sold inexpensively to schools.
Support development program for new methods of connecting tantalum capacitors, making them easier to remove without destruction.
Mandate removal of all electric equipment and electronics from scrapped automobiles, including the dismantling of useable components, copper and optics cables, screens, tiny motors, etc, before shredding.
Incentivise the EPR systems to support increased sorting and re-use.
Impose quantitative minimum targets of re-use for the EPR schemes.
Support the social enterprises that organise the repair and distribution of used electronics and by that, both supply employment and equipment to less fortunate people.
Ban the destruction of unsold virgin EE equipment. Mandate either price cuts or the delivery to NGOs active in the handling of used equipment.
Socio-economic impact
Reusing electronic components is already a substantial and growing part of the circular economy. Partly based on professional dismantling, sorting and reselling from specialised recycling companies and partly on private persons selling directly online. The sizes of these markets are not quantified but are assumed to be substantial.
Having existing systems that work autonomously is a privilege in the circular economy, so it is essential to stimulate the growth and maturing of these markets and avoid regulations that will limit their productivity.
Other variants of the measure
This chapter contains a long list of possible measures that can be considered and implemented both individually and collectively. Only some of the measures are dependent on other measures.
2.2.4 Consider increased use of second-hand products or assisted repair service in insurance settlement cases
Objective and intended effect/expected impact | Implementation | Feasibility and evidence |
By providing used products or assisted repair services as compensation in insurance settlements CRMs used in the production of new products that are being replaced can be saved for other uses. Although this practice already existis in the insurance industry it is so far an exception rather than a norm, and the potential for expansion of this practrice should be considered. | Increased replacement of lost products covered by insurance policy with used alternatives or assisted repair services can be expanded as either as a vulountary or compulsory scheme. | The cost of providing a reused product with acceptable properties or adequate repair services will probably often be more costly than pruchasing a new product. A compulsory scheme is also expected to be less popular among policy holders. |
Table 2.14 Summary of the measure: Consider increased use of second-hand products or assisted repair service in insurance settlement cases
Many insurance services protect the policy holders against loss or damage of property including CRM-containing products. When a legitimate claim that is covered by the policy is made, a financial compensation is given to the policy holder. The compensation paid by the insurance company for a lost product claim usually considers the age and constitution of the lost product and only covers the remaining value of the product at the time it was lost. The compensation is however most often provided as a cash payment, and nothing prevents the policyholder from buying a new product by covering the financial intermediary from their own funds. Buying a used product is often more cumbersome compared to purchasing a new one and doesn’t always come with the same right of complaint or guaranteed lifetime associated with new products. This may also lead many policyholders to prefer replacing the lost product with a new one, although the compensation only covers a used alternative.
If the insurance service instead of a cash compensation provided a used product replacement service as part of the compensation this could both simplify the purchasing process and reduce the risk for the policyholder of replacing the lost product with a less than acceptable substitute. This practice already exists in the insurance industry but as an exception rather than a norm. By increasing the frequency of claim settlements where damaged products are being repaired rather than discarded or replaced by second-hand alternatives instead of new products consumption of significant amount of CRMs could be avoided through the new products that are avoided.
Insurance services that commonly cover CRM-containing products that could be replaced by used alternatives include contents insurance and travel insurance. CRM-containing products that are often replaced during contents and travel insurance compensations include phones and other electronic equipment, household appliances, sport and hiking equipment, bicycles, tools and jewellery. Car insurance is not considered to be as relevant because the used car market is already well developed.
If the insurance company also provided a repair service for damaged products, this could perhaps restore a higher number of damaged products for continued use compared to the policyholder pursuing such services on their own.
Potential for waste reduction of critical raw materials
Based on Norwegian insurance statistics, assuming similar insurance markets in other Nordic countries and extrapolating from population sizes the number of Nordic insurance settlements and paid insurance compensations are estimated in table 2.15.
Number of cases | Paid insurance compensation (MNOK) | |
Nordic contents insurance | 1.791.761 | 9.968 |
Nordic Travel insurance | 9.056.535 | 10.604 |
Total | 10.848.296 | 20.572 |
Table 2.15 Estimated number of settlement cases and total paid compensations in Nordic insurance industry in 2023 that may involve lost CRM-containing products that could potentially be replaced by used alternatives. Source: Bergfald Miljørådgivere
If one assumes that half of the total number Nordic contents and travel insurance settlements in 2023 involves replacement of a single CRM-containing product that could potentially be replaced by a used alternative, then this represents more than five million transactions where a used alternative replaces a new CRM-product. If each transaction involves a product containing on average 100 g of CRMs, then products containing 500 tonnes of CRM will be covered by the scheme. If one assumes that half of the compensation paid by the insurance companies covers these products, the market value of these replacements will be more than 5 billion NOK.
Barriers
An insurance service that limits the options for how the policy holders can utilize the compensation from a settlement may struggle to compete with cash payback insurance services in the market unless it is cheaper. As working costs are comparatively higher to material costs in the Nordic countries, a service that moves from a material intensive scheme towards a more work intensive scheme will therefore often experience increased operational costs. An insurance compensation scheme using second hand products and assisted repair services may therefore be both less profitable and less popular with customers than conventional insurance services.
The insurance industry is heavily regulated both on a regional and national level, and there may therefore also be regulatory limitations on how far circular solutions to insurance claims may be taken. The European insurance regulations, that include the Insurance Distribution Directive (IDD) seeks to harmonize insurance practice in Europe and may contain provisions that limit how settlements can be organized.
Possible means of actions/instruments
A more resource efficient insurance scheme can focus on both second-hand products and assisted repair services, or only one of these options during settlements. This scheme can be either voluntary or compulsory. Existing insurance policies regulates how compensation can be made, and radical changes in this practice can most likely not be implemented for current insurance customers until these insurance policies are updated.
Socio-economic impact
From a CRM-resource perspective increased use of second-hand products and assisted repair services in the insurance industry as compensations for accepted claims will reduce the need for CRM materials in the new products that are displaced. As increased reuse and repair is more labour intensive, this can also be expected to create additional jobs.