4 Material aspects of servers and data storage products (Technical analysis)
This section identifies and analyses the specific technical aspects related to material efficiency and circular economy of servers and data storage products especially regarding scarce, environmentally relevant, and critical raw materials. It covers the specific items listed in the revision clause (Article 8) of Regulation 2019/424 related to circular economy and material efficiency and additional items also related to circular economy and material efficiency, which can provide input for revision of the requirement in the ecodesign regulation on servers and data storage products.
As mentioned previously this report especially deals with servers and data storage products in scope of the current ecodesign regulation. Servers and storage products provide individual functionalities and are two separate product categories even though they are both covered by the same ecodesign regulation. The provided IT services are often not created by a single machine but through a combined server and storage environment.
Materials consumption of servers and data storage products and the main components of the products are further described in the following.
4.1 Materials in servers and data storage products
Servers and data storage equipment require a variety of raw materials including various critical and strategic materials included in the EU’s list of critical raw materials from 2023.
Main materials in servers and data storage products are metals, plastics and electronic components such as printed circuit boards (PCBs) and intergraded circuits (ICs). The electronic components are where the majority of CRMs are found.
From an environmental point of view the content of CRMs and plastics was found to be of especially high concern, as it is indicated from literature that their recycling rates are limited. The recycling rates for iron and precious metals are in general high and this is also the case for servers and data storage products.
Various studies have analysed the content of materials in servers and data storage products. The results are varying slightly depending on the boundaries and the examples of products analysed, but the overall picture is very must the same.
Important sources for content of materials (including CRMs) in servers and data storage products are:
- Environmental Footprint and Material Efficiency Support for product policy (JRC, 2015)
- Critical raw materials for strategic technologies and sectors in the EU - a foresight study (JRC, 2020)
- Supply chain analysis and material demand forecast in strategic technologies and sectors in the EU – A foresight study (JRC, 2023a)
- The EU Ecodesign preparatory study for enterprise servers and storage equipment (European Commission, 2015b)
- A situational analysis of a circular economy in the data centre industry (WeLOOP, 2020)
- The ongoing EU preparatory study for servers and data storage products
An overview of the results from the studies is shown in the following.
4.1.1 Environmental Footprint and Material Efficiency Support for product policy
The JRC study has estimated the CRM content in PCB used in enterprise serves using a bottom-up approach, where they have dismantled several enterprise servers and harvested the different PCBs contained (JRC, 2015).
The mass of PCBs ranged from 19 to 1667 grams, whereas the dimensions ranged from 18 to 1680 cm2. A more detailed analysis was carried out to list the type, mass, and dimension of components (mainly packages and capacitors), and the number of layers of the boards. The content of CRM and other metals was then estimated based on the material declarations of the manufacturers. Due to data availability limitations, most of the efforts were concentrated on integrated circuits, capacitors, transistors and coils. The amount of CRMs in the various components, including PCBs are summarized in Table 10 below.
The study concludes that the largest amount of CRMs in servers are located in HDDs, batteries, PCBs and connectors and that there is a large variability in the content of CRM, especially in PCBs.
The disassembly process did also provide useful information regarding the difficulties in reaching the valuable parts.
Part | Material | Content | Amount per server (g) |
Batteries | Cobalt | Co | 9,0620 |
Lithium | Li | 1,1371 | |
HDD | Dysprosium | Dy | 3,604 |
Neodymium | Nd | 14,416 | |
Praseodymium | Pr | 3,604 | |
Terbium | Tb | 0,748 | |
PCBs | Magnesium | Mg | 0,004 |
Neodymium | Nd | 0,2135 | |
Palladium | Pd | 0,3971 | |
Silicon | Si | 6,6544 | |
Connectors | Antimony | Sb | 4,4361 |
Beryllium | Be | 0,0348 | |
Chromium | Cr | 8,5648 | |
Cobalt | Co | 0,2039 | |
Palladium | Pd | 0,0002 | |
Silicon | Si | 4,5726 |
Table 10. Summary of the amount of CRMs in various server components (JRC, 2015).
a) Lithium was excluded from the CRM list in 2014.
b) Data sources used to estimate the content of CRM are included in table A4 in the annex of the JRC (2015) report.
c) Silicon in servers is contained in electronic grade (9N) in the die of packages. d) In most cases silicon is contained in stainless steel alloys
b) Data sources used to estimate the content of CRM are included in table A4 in the annex of the JRC (2015) report.
c) Silicon in servers is contained in electronic grade (9N) in the die of packages. d) In most cases silicon is contained in stainless steel alloys
The JRC environmental footprint study also gives an overall estimate of CRMs in rack servers. See Table 11. The table shows that the CRMs contained in greatest amounts are neodymium in the magnets of HDDs, followed by silicon in the integrated circuits, and cobalt in batteries. Chromium was also found to be present in levels close to that of cobalt. The current ecodesign requirements deal with two of these i.e., neodymium and cobalt. These materials are still on the EU’s list of critical raw materials in 2023.
Material | Symbol | Amount per server (g) |
Antimony | Sb | 4,4361 |
Beryllium | Be | 0,0348 |
Chromium | Cr | 8,5648 |
Cobalt | Co | 9,2659 |
Lithium | Li | 1,1372 |
Magnesium | Mg | 0,004 |
Palladium | Pd | 0,3973 |
Silicon | Si | 11,2271 |
Dysprosium | Dy | 3,604 |
Neodymium | Nd | 14,6295 |
Praseodymium | Pr | 3,604 |
Terbium | Tb | 0,748 |
Table 11. Estimated amount of critical raw materials in enterprise servers (rack server). (JRC, 2015).
4.1.2 Critical raw materials for strategic technologies and sectors in the EU – a foresight study
According to the JRC (2020), digitalization will bring a huge increase in data needs and will have a big impact on technologies for data storage, including the additional demand of materials for memories production storage and related production materials. It estimates that the storage of the expected 2025 global datasphere would require up to 80 kilotons of neodymium, about 120 times the current yearly EU demand of this material. Using instead emerging technologies such as ferroelectric RAM would require up to 40 kilotons of platinum, which is about 600 times the currently yearly demand of the EU.
4.1.3 Supply chain analysis and material demand forecast in strategic technologies and sectors in the EU – A foresight study
According to the EU foresight study 2023 servers and data storage products include 16 critical raw materials listed in the CRM 2023 list. But the study does not include information regarding the amount of the CRM in the products and components.
According to the foresight study the materials are used for:
- Structural materials such as aluminium but also chromium, manganese and nickel, relevant alloying components of steels, are widely used in the chassis and other elements (e.g. fans, hard disk drives, power supply units). Nickel-alloys are commonly used in PCB (printed circuit board) pad finishes, mainboard (motherboard) and expansion cards. Aluminium and copper are important thermal interface materials in heat sinks, while copper is additionally used in cables, coils and for cladding double-sided and multilayer PCB boards. Barium (as BaTiO3) is employed in conventional capacitors in a populated PCB. Bismuth and tin, used in different purities and alloys (e.g. with indium), are components of low-melting point solders, where also silver-based inks and films are applied to create electrical pathways. Antimony is mainly used as the trioxide for flame-proofing compounds in PCB manufacturing where glass fibre/epoxy laminates (FR-4) is the structural substrate.
- Silicon metal is the prevalent material for semiconductor wafers. It is consumed as silicon oxide (CMOS) with aluminium or copper-nickel alloy (incl. hafnium, scandium) and SiC (silicon carbide). Other key materials required to produce semiconductors, include arsenic, in epitaxial wafer for high-frequency and radiofrequency technology, beryllium, a p-type dopant in III-V compound semiconductors, hafnium, used in advanced metal-oxide-semiconductor devices, antimony as a dopant in n-type silicon wafers, scandium nitride (ScN) as a binary III-V indirect bandgap semiconductor, gallium and germanium. Germanium is also used as GeCl4 and SiCl4 for the production of optical fibre.
- Dysprosium, neodymium and praseodymium are components of NdFeB alloys used in HDD permanent magnets while terbium is additionally used in semiconductors and SSDs (solid state drives).
- A variety of PGMs are used for different applications: palladium in capacitor manufacturing and connectors; platinum in semiconductor devices; high purity ruthenium powder in the magnetic layers of HDD platters and resistors. Gold is used in connectors, PCB pad finishes and ICs (integrated circuits) (e.g. memory chip connector pins). CuBe alloys are well known for their superior stress relaxation resistance and fatigue strength and are used in connectors. Hafnium (IV) oxide is used in optical coatings, and as a high-κ dielectric in DRAM capacitors.
- Disk platters are either based on aluminium alloys or glass and the cables for power supply and communication rely on copper or glass fibre.
- Thermal interface materials (TIM) are used in almost all components of a data centre including the server boards, switches, and power supplies. Ceramic-filled silicones are the most prevalent.
4.1.4 The EU Ecodesign preparatory study for enterprise servers and storage equipment
According to the review study by the European Commission (2015b), the main material in the composition of servers is metal, particularly from the chassis (cabinet/housing) which represent 44% of the total weight. Electronic components, PCBs and intergraded circuits (ICs) also constitute a paramount share of the composition and is where CRMs are primarily found. Plastics are also present in many forms, and with a large amount found in the chassis (housing) and in fans. Based on the data in Table 11 it can be estimated that around 7% of the assessed server consist of plastics. The identified plastics in servers are made up of 15 different polymers, both technical and bulk plastics.
The EU preparatory study includes the material content for three base cases (typical product configurations) of equipment i.e. a rack server (Table 12), as well as a blade server, a data storage product consisting of 0,5 controllers, two-disc array enclosures, and an average storage mix. The content of the latter four is not listed in this report. The table does not go into detail with the content of CRM in the different components, but it shows the content of PCBs and other electronic components which are known to include CRMs.
Material | Weight (g) |
Metal body | 12265 |
Plastics | 630 |
Aluminium | 2076 |
Copper | 827 |
Electronic components | 1240 |
Steel | 538 |
Iron based | 55 |
Plastic (PBT-GF30) | 206 |
Plastics (PCABSFR40) | 21 |
Plastics (undefined) | 200 |
Low alloyed steel | 337 |
PCB | 981 |
High Density Polyethylene | 316 |
Acrylonitrile-butadiene | 12 |
Polycarbonat (PC) | 7 |
Solder | 33 |
Gold | 0,4 |
IC | 40 |
Low-alloyed steel | 1027 |
Chromium steel | 66 |
Brass | 49 |
Zinc | 103 |
Polyvinylchloride (PVC) | 237 |
Paper | 50 |
Controller board | 1667 |
Polyurethane (PUR) | 2 |
Synthetic rubber | 35 |
Table 12. Bill of materials of an average rack server. Based on (European Commission, 2015b).
The EU preparatory study 2015 establishes the bill of materials for 3 base cases based on information from the JRC environmental footprint study. The content of CRMs in the base cases are shown below in Table 13.
Material | BC-1 (g) | BC-2 (g) | BC-3 (g) |
Dysprosium | 0,24 | 0,96 | 2 |
Neodymium | 4,18 | 16,7 | 34,83 |
Praseodymium | 0,58 | 2,32 | 4,84 |
Palladium | 0,93 | 2,06 | 2,41 |
Platinum | 0,09 | 0,2 | 0,24 |
Antimony | 0,02 | 0,34 | 0,4 |
Silicon | 11,01 | 24,4 | 28,53 |
Gallium | 0,05 | 0,11 | 0,13 |
Germanium | 0,06 | 0,14 | 0,16 |
Cobalt | 0,05 | 0,1 | 0,12 |
Table 13. Estimated weight (in g) of diverse critical raw materials contained in the PCBs and HDDs of the Base Cases (BC-1: Rack server, BC-2: Blade server system, BC 3: Data storage equipment. Taken from (European Commission, 2015b).
It can be seen from the table above that the number of CRMs in servers and data storage products are limited. The largest amounts are found for Neodymium and Silicon.
The base cases 1 and 2 are not comparable because BC-1 is one rack server and BC-2 is a blade system with 8 blades (more capacity than one rack server).
The preparatory study also includes details of CRMs in components based on the JRC footprint study. These details will be presented below.
4.1.5 A situational analysis of a circular economy in the data centre industry
Another study done by the ‘European Interreg’ funded project ‘CEDaCI’ have applied a reverse engineering approach to try and determine the material content of servers (WeLOOP, 2020).
The study concludes that CRMs are mainly found in batteries, drives (HDD and SSD), PCBs and connectors. Neodymium (Nd) has the highest mass and is used in magnets in HDDs, followed by cobalt from batteries and silicon metal from the integrated circuits in PCBs. As the exact amounts of each CRM identified in the study is non-disclosed property of the CEDaCI project, Table 14 only shows the material categories identified and in which component they exist.
The report confirms the findings of the JRC study, that Neodymium is the CRM found in the highest concentration (0,05% in servers).
Component | CRM name | CRM symbol |
Lithium-Ion Batteries | Cobalt | Co |
HDD | Dysprosium | Dy |
Neodymium | Nd | |
SDD | Silicon | Si |
(CRM found in PCB) | - | |
PCB | Palladium | Pd |
Platinum | Pt | |
Antimony | Sb | |
Silicon | Si | |
Gallium | Ga | |
Germanium | Ge | |
Tantalum | Ta | |
Cobalt | Co | |
Connectors | Antimony | Sb |
Beryllium | Be | |
Cobalt | Co | |
Palladium | Pd | |
Silicon metal | Si metal |
Table 14. CRM in data servers (WeLOOP, 2020).
The study highlights that secure supply chain for CRMs must be ensured given the increasing number and volume of DCs in Europe and the high economic and social importance they represent.
Servers, storage equipment, network equipment and batteries are the components that are replaced most frequently. Information about the materials composition of these components is not easily available to end-of-life managers. It is known that these components include CRMs which are essential to their operation, but not their concentration and the location of them. The report is experiencing a shift to hyper-scale data centres and different technologies of storage equipment (from HDDs to SSDs), so the material composition is also changing. The design of some equipment is changing too and more ‘stripped down’ equipment with fewer components and embodied materials is being introduced to hyper-scale DCs via the Open Compute Project.
4.1.6 The ongoing EU study for review of regulation 2019/424
No new information regarding material content in the ongoing review study (ICF, n.d.). The presented data in the draft task 4 report is from the EU preparatory study from 2015.
4.1.7 Input from stakeholders to this study.
Regarding content of raw materials, input is received from one stakeholder with relation to the CEDaCI project. The input is shown below.
Component | Raw materials |
Data storage devices | Al, Co, Dy, In, Mg, Nd, Pr, Si, Sr, Ti, W |
Memory | Al, Co, Dy, Mg, Nd, Pr, Sb, Si, Sr, Ti |
Processor (CPU) | Al, Co, Dy, Mg, Sb, Si, Sr, Ti |
Motherboard | Al, Co, Dy, Mg, Sb, Si, Sr, Ti |
PSU | Al, Co, Dy, Mg, Sb, Si, Sr, Ti |
Chassis | Cr |
Batteries | Li, Ni, Co, Cu, Al |
Table 15. Input from stakeholder regarding material content in various components.
4.1.8 Summary of the data on CRM content
As Table 16 shows, Cobalt, Dysprosium, Neodymium, Palladium, Silicon, Antimony, Platinum, Gallium and Germanium are the CRMs that all literature sources agree upon is present in the servers and data storage products. There are 22 different CRMs identified through literature and stakeholders as being present in servers and data storage devices.
CRM | JRC | Prep. study | CEDaCI | Stakeholder | |
Cobalt | Co | X | X | X | X |
Lithium | Li | X | X | ||
Dysprosium | Dy | X | X | X | X |
Neodymium | Nd | X | X | X | X |
Praseodymium | Pr | X | X | X | |
Terbium | Tb | X | |||
Magnesium | Mg | X | X | ||
Palladium | Pd | X | X | X | |
Silicon | Si | X | X | X | X |
Antimony | Sb | X | X | X | X |
Beryllium | Be | X | X | ||
Chromium | Cr | X | X | ||
Ruthenium | Ru | X* | |||
Platinum | Pt | X* | X | X | |
Gallium | Ga | X** | X | X | |
Germanium | Ge | X** | X | X | |
Tantalum | Ta | X* | X | ||
Titanium | Ti | X | |||
Strontium | Sr | X | |||
Tungsten | W | X | |||
Gadolinium | Gd | X** | |||
Bismuth | Bi | X** | |||
Hafnium | Hf | X** | |||
*These are added in the JRC study from 2020 (JRC, 2020). **These are listed in a JRC study from 2023 (JRC, 2023b) | |||||
Table 16. List of CRMs found in servers and data storage products based on the assessed literature. Sources: (JRC, 2015), (European Commission, 2015b) & (WeLOOP, 2020)
The table below shows where the assessed literature has found CRMs and what has been found. Similar to what can be seen from Table 16 there is some discrepancy between what the different sources find. JRC finds that there are 7 CRMs in the HDDs whereas CEDaCI only identifies 2. The two sources agree that there is Dysprosium and Neodymium in the HDDs. Both also agree on the presence of Silicon metal in the SSDs, but JRC also lists Tantalum, and CEDaCI points out that the SSD consists of PCBs, and thus all the CRMs found in PCBs are also found in SSDs. The content of the PCBs varies a lot between sources, whereas connectors are relatively consistent.
Compartment | CRM | JRC 2015 | CEDaCI | Stakeholders | |
Batteries | Cobalt | Co | X | X | X |
Lithium | Li | X | X | X | |
HDD | Dysprosium | Dy | X | X | - |
Neodymium | Nd | X | X | - | |
Praseodymium | Pr | X | - | - | |
Terbium | Tb | X | - | - | |
Chromium | Cr | X* | - | - | |
Platinum | Pt | X* | - | - | |
Ruthenium | Ru | X* | - | - | |
Gadolinium | Gd | X** | - | ||
SSD | Silicon metal | Si | X* | X | - |
Tantalum | Ta | X* | - | - | |
CRMs in PCB | - | X | X | ||
PCB | Magnesium | Mg | X | - | X |
Neodymium | Nd | X | - | X | |
Palladium | Pd | X | X | - | |
Silicon | Si | X | X | X | |
Platinum | Pt | X** | X | - | |
Antimony | Sb | X** | X | X | |
Gallium | Ga | X** | X | - | |
Germanium | Ge | X** | X | - | |
Tantalum | Ta | - | X | - | |
Cobalt | Co | - | X | X | |
Strontium | Sr | - | - | X | |
Dysprosium | Dy | X** | - | X | |
Titanium | Ti | - | - | X | |
Tungsten | W | - | - | X | |
Bismuth | Bi | X** | - | - | |
Hafnium | Hf | X** | |||
Terbium | Tb | X** | |||
Connector | Antimony | Sb | X | X | - |
Beryllium | Be | X | X | - | |
Chromium | Cr | X | - | - | |
Cobalt | Co | X | X | - | |
Palladium | Pd | X | X | - | |
Silicon | Si | X | X | - | |
*These are added in a JRC study from 2020 (JRC, 2020). **These are listed in a JRC study from 2023 (JRC, 2023b) | |||||
Table 17. Overview of where the literature locates CRMs in servers and data storage products. Greyed areas are ones where the source does not give information on that compartment. Sources: (JRC, 2015), (European Commission, 2015b) & (WeLOOP, 2020)
4.1.9 Summary on material content
Based on the above it can be concluded that servers and data storage products include various CRMs and precious metals, but that the amount especially for CRMs are small per product and component. In addition, the content varies from product to product and from component to component. For instance, the content of CRMs in PCBs varies considerably (due to size, grade, application, included components, manufacturer etc.). However, the four CRMs indicated to be present at highest concentrations are neodymium (HDDs), silicon metal (PCBs/SSDs), cobalt (batteries) and chromium (connectors).
In addition, availability of data is poor, and the analyses is partly carried out on older products (from scrap). It is therefore also important to consider how the content of CRMs will develop in the future due to technical changes of the products etc. and the possibilities to influence the use of CRMs via legislation (for instance via the ecodesign framework) and voluntary means (for instance public procurement or ecolabelling).
4.2 Lifetime of servers and data storage products
The ‘Ecodesign Preparatory Study on Enterprise Servers and Data Equipment’ (European Commission, 2015b) lists the average economic and technical lifetime of different types of equipment, based on the estimates of DIGITALEUROPE, see Table 18. The figure shows that there is a large discrepancy between how long the equipment is in a condition where it is seen as useful to the owner (economic lifetime) and how long the equipment can technically continue to function (technical lifetime). The equipment is typically replaced when it meets the end of its economic lifetime.
Equipment type | Average economic lifetime (in years) | Average technical lifetime (in years) |
Tower, rack, multi-node or blade server | 3 for lease 3–5 for primary user up to 5–7 for secondary user | 7–10 |
Mainframe servers | 7–15 | 20 |
Data storage devices (hard disk drives, solid-state drives, hybrid drives) and systems | 5–7 | 7–10 |
Server and storage related network equipment (switches and routers) | 5–7 | 15–20 |
Table 18 Average economic and technical lifetimes of different equipment, according to DIGITALEUROPE
The report states that the market research firm IDC makes similar estimates for volume and midrange servers (3–5 years life cycle) and that IDC recommended 4-year server refresh cycle to business managers to achieve increased processing power/performance, increased reliability, and reduced costs. The IDC also estimates that a 5-year-old server has an increased failure rate of 85% compared to a 3-year-old server, and that the downtime is 21% higher.
Input from stakeholders
“-Company name- has previously changed the servers each year due to improved computing power in newer equipment “ – Academic
One stakeholder stated that some large data centres replace their servers yearly due to the energy efficiency improvements of newer generations. Another stakeholder further mentioned that some large data centres are obligated by the manufacturers to destroy the servers when they are taken out of service. This was stated to be due to the low price that the data centres can buy the servers at, and the manufacturers not wanting high quantities of relatively new servers to enter the market, potentially affecting their sales. These two statements indicate that there might exist a market failure which should be addressed.
Reasons for early replacement include energy efficiency improvement in latest products, operating system conversions, new (compute) capacity or capability, and service contracts. For example, technologies such as virtualisation and those arising from software defined hardware structures (e.g. Software Defined Data Centres, Software Defined Infrastructure, Software Defined Networking, etc.) will reconfigure or accelerate retirement of older systems.
The factors that influence the economic and technical lifetime is described in many ways in the literature. The two most important distinctions are between ‘absolute obsolescence’ and ‘relative obsolescence’ (JRC, 2023b). These are defined as follows:
- Absolute obsolescence: refers to the physical wear down of the product when a product is broken and cannot be repaired. Absolute obsolescence refers to the failure of a product to function and is mainly influenced by the product nature determined by design. In this case, the actual lifetime equals the designed lifetime.
- Relative obsolescence: depends on the users’ evaluation of a product in comparison to new products when a product is physically still functioning but considered obsolete by the user. Relative obsolescence refers to the disuse of a functional product. In this case, the actual lifetime is less than the designed lifetime. This is a joint result of the product’s nature and consumer’s decision. This decision can be highly influenced by marketing, sometimes also referred to as marketing induced obsolescence. It includes further different types of obsolescence as described below.
There are different types, or sub-categories, relating to absolute and relative obsolescence concepts, which further details the underlying driver of the obsolescence. These are listed and described in the table below.
Overall category | Obsolescence issue | Description |
Absolute obsolescence | Technical | When the product no longer functions due to lack of performance of material or components. |
Functional/incompatibility | When the product no longer works properly due to lack of interoperability of software and/or hardware. | |
Relative obsolescence | Psychological | Also called style, cosmetic or aesthetic obsolescence. When a product is replaced because the desire for a new item is strong although the old one is still functional. |
Economic | When the old product is replaced as the cost of repair or upgrading is high compared to replacement | |
Technological | When the old item is replaced as a new product offering better quality, functionality or effectiveness is available | |
Ecological | When a new product has a less harmful impact on the environment than the existing one |
Table 19. List and description of the different types of obsolescence (JRC, 2023b).
In the case of servers and storage products, both technological evolution and the adoption of energy efficiency measures can induce an increase of replacement of products, reducing their lifetime.
When considering measures to increase expected lifetime, it is also necessary to consider the balance point between replacement with new more efficient technology saving resources vs increasing resource consumption due to the embedded energy and related environmental impact for new products.
Input from stakeholders
“There are a lot of myths about performance there is very little if any difference between new and 1-2-3-year-old servers. Upgrade of some components can improve performance to meet users’ needs and purchase of new servers is not always necessary.” – Academic
“There has been a historical limitation at 14 nanometre lithography, but recent advancements have gotten the CPUs down to 7 nanometres and even 4 nanometres” – Academic
4.2.1 Server refreshing
One study by the IEEE has looked into the energy performance of remanufactured or refurbished servers compared to that of new servers, and also when it is economically wise to refresh the servers (IEEE, 2022). Refreshing the servers refers to the action of replacing the installed servers with newer or upgraded servers. The study finds that servers have to be older than 4,5 years before it makes economic sense to refresh to the newest generation of servers. This, the authors argue, is due to a slowdown in Moors law. Moors law being an observation, that the number of transistors on a microchip doubles every two years. One stakeholder informed, however, that there were new advancements in the size of CPUs (number of transistors on the microchips), affecting the energy consumption of the active use of the server. He also cautioned that increasing core count inside the CPU could raise idle power, which is counterproductive when servers are often underutilized.
Going back to the study, it takes as an example the improvement in energy efficiency between the generations. The energy efficiency improvement between an average on-premises generation 1 and generation 2 server was estimated at 42%, whereas the same improvement between a generation 5 and generation 6 server was estimated at 8%.
Figure 10 shows the evolution in energy performance for average on-premises non-virtualized servers’ generations 1 to 6.
Figure 10. Use Phase Annual Energy Consumption for 200M ssj_ops Workload for average on-premises non-virtualized servers. Based on (IEEE, 2022).
The study found that similar, and sometimes better, energy performance improvements could be achieved by upgrading the last generation servers to a component level, compared to installing the newest generation.
The study concludes that there are many situations, where upgrading existing servers or refreshing with refurbished servers, make the better economic case, compared with refreshing to the newest generation servers. It should, however, be stressed that the market is changing fast, and information, data and knowledge can quickly become outdated.
4.3 Avoidance and reduction of highly critical raw materials and plastics
4.3.1 CRMs
Input from stakeholders
Question: Do you envisage any changes in the future that could influence the presence of some raw materials or their substitution? (for example, supply chain issues of certain materials, increase of prices, etc.)
Answer: “If predictions are correct on the amount of time left for raw supply of Critical Raw Materials (some of which are expected to run out in decades), this would have a large influence.
There is also the political risk associated with some of the source countries, which are at risk of instability or a rift with Europe. However, this point is just as applicable to the components themselves, which are manufactured in a limited number of countries worldwide.
This is a strong argument for developing not just recycling technologies but also manufacturing capability using recovered material.” – Refurbisher
4.3.1.1 Recycled content
Increasing the use of recycled CRMs in components such as PCBs and HDDs could reduce the use of virgin CRMs. However, as very few CRMs are recycled so far (there is a very limited supply of recycled materials) it is still too premature to introduce an ecodesign requirement on minimum share of recycled content for CRMs. In the longer term it could be a relevant measure when a stable secondary CRM market is established. A stable market requires that the CRMs are recycled and offered for sale on a regular basis and that the materials are bought by the manufacturers.
Currently there is neither a supply of nor a demand for recycled CRM, this is elaborated on in Section 4.5. It is therefore recommended to focus efforts on supporting the development of relevant recycling capacity in order to create an increased supply, before introducing requirements regarding the minimum share of recycled content, to push for a larger demand. In addition, it is recommended to focus on the recycling of a limited number of selected CRMs used in larger quantities in servers and data storage products, or ones where larger quantities could be achieved when combining waste flows from other products.
4.3.1.2 Banning certain CRMs
Banning of materials is controversial within the ecodesign framework because requirements should be based on environmental performance of the product. However, the current ecodesign regulation for electronic displays includes a requirement that prohibits the use of flame retardants in the enclosure and stand of electronic displays
Commission Regulation (EU) 2019/2021 laying down ecodesign requirements for electronic displays. Annex II, D. 4.
4. Halogenated flame retardants
The use of halogenated flame retardants is not allowed in the enclosure and stand of electronic displays.
Figure 11. Prohibition in ecodesign regulation for electronic displays. Commission Regulation (EU) 2019/2021.
Restriction of substances will probably be possible to implement within the ESPR.
In the preamble 22 of the proposed regulation
Proposal for a Regulation of the European Parliament and of the Council establishing a framework for setting ecodesign requirements for sustainable products and repealing Directive 2009/125/EC. COM/2022/142 final. https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=COM%3A2022%3A0142%3AFIN
- Union law on chemicals and food, however, does not allow addressing, through restrictions on certain substances, impacts on sustainability that are unrelated to chemical safety or food safety. To overcome this limitation, this Regulation should allow, under certain conditions, for the restriction, primarily for reasons other than chemical or food safety, of substances present in products or used in their manufacturing processes which negatively affect products’ sustainability.
4.3.1.3 Substituting CRMs
From stakeholders it was stated that the potential for substituting specific CRM is very limited, as the materials are used because of very distinct properties.
A 2023 study by the JRC highlights that examples of material substitution in the ICT sector do exist, but that the majority of potential substitutes are currently in the research and development stage, and that market-ready solutions are scarce (JRC, 2023a).
Input from questionnaire
Question: Does the use of these materials (CRMs) influence any material efficiency aspect of products, i.e., durability, reparability, recyclability? And if yes how?
Answer: “The physical properties and behaviour of the various materials at atomic level is very particular and the potential for substitution or change of design is very limited / impossible for many components in the foreseeable future.” – Academic
They list as examples:
- Ceramic capacitor producers, who have shifted from palladium based to Ni-based electrode systems, because of rising cost and supply uncertainty of
- Permanent magnets, where research and development have focused on reducing dysprosium and terbium usage. The JRC expects that complete elimination of these two CRMs in permanent magnets will be possible.
The substitutes need to meet the criteria of the CRM it substitutes on function, properties, manufacturing readiness and industrial and end-user uptake. However, as new innovations are continuously made, and both price and supply security are of importance to the manufacturers, market driven substitution of some CRMs might happen regardless of regulation. To assist the development the European Commission could support research in CRM substitutes and choose it to be an Important Project of Common European Interest (IPCEI)
4.3.2 Plastics
4.3.2.1 Recycled content
Input from questionnaire
“We need to understand what is important to us. Is it the use of PCR [post-consumer recycled plastic] in our products or overall lowering of Carbon Footprint. Many of the options we are currently exploring in Renewable materials have significantly lower in carbon emissions than PCR options” – Manufacturer
Setting requirements on a minimum share of recycled plastic in servers and data storage products, would entail a reduction in the use of virgin plastics. Depending on the quantity used, it could also increase demand for specific types of recycled plastics, which would further incentivize investment in recycling capacity. One stakeholder highlighted, however, that new servers primarily consist of metals like steel and iron. Plastics play a smaller role, and their specific functionalities are crucial for them to hold in the high-temperature environments in data centers. Due to the performance requirements, the stakeholder saw the possibility of incorporating post-consumer recycled content into plastics as being limited.
4.3.2.2 Standardization
The supply of recycled engineered plastics could be improved, by limiting the number of different plastics used in servers and data storage products and standardizing which to be used. It has the potential to create larger and cleaner waste streams and might facilitate the creation of closed loop recycling.
Input from questionnaire
“We would have to get multiple suppliers of the same components to agree on both the material types and material manufacturers. This would no doubt drive costs.” – Manufacturer
PolyCE (post-consumer high-tech recycled polymers for a Circular Economy) has identified a significant challenge in the processing and recycling of plastics sourced from electrical and electronic products, which stems from the extensive variety of different polymers used (PolyCE, 2020).
A practical solution to address this issue would involve manufacturers reaching a consensus on the specific types of plastics and polymers they incorporate into their products. This concerted effort would lead to larger volumes of purer material streams, rendering it more financially feasible to invest in advanced recycling technologies.
The PolyCE project recommends the utilization of polymers with well-established high recyclability rates, such as ABS, HIPS, PS, and PP, particularly in components like housings and frames, which also have significant weight considerations.
The standardization of plastic types used, is also in accordance with the recommendations of the CEDaCI project (WeLOOP, 2020).
4.3.2.3 Reducing the amount used
As part of the CEDaCI project what they call ‘a circular economy ready server’ was created, which is optimized in terms of resource minimization, ease of disassembly, and improved recyclability and reusability (Kerwin et al. , 2022). At the stakeholder meeting it was emphasized by one of the authors of the study, that the standard server compared to was from around 2014, and that a newer comparison they had made, showed smaller savings achieved with their server design. The not yet published data from the comparison between the CEDaCI server and a typical server model from 2017, was afterwards shared, and included in Figure 13 below. In comparison to the standard server from 2014, the CEDaCI server managed to significantly decrease the overall weight, the total number of main assembly components and fastenings and the amount of plastic used. Compared to the typical server model from 2017, the reduction achieved with the CEDaCI server are more modest. The data indicates that the total mass, components, fastenings and plastic content is being optimized in newer server models. The plastic content in the typical server model from 2017 amounts to approximately 2% of the total server mass. This aligns with the input received from a European waste disposal stakeholder in the ongoing study for the review of the Commission Regulation 2019/424 (ICF, 2023). Here the stakeholder estimated the plastic content at 1% of the total server mass.
Figure 12. Reductions achieved between the CEDaCI servers and a standard server from 2014 and 2017. Own creation based on data from: (Kerwin et al., 2022) and the CEDaCI project
The data was supplied by an author on the CEDaCI project. The project is funded by Interreg NWE and partners with London South Bank University UK, WeLOOP France, TND France and OI, UK
The report does not list the CEDaCI achievements on limiting the amount and number of CRMs, but it states that the content of CRMs in non-electronic components should be reduced – e.g. in paints (Kerwin et al. , 2022).
4.4 Reuse
Reuse can be carried out on different levels. Products/components can be directly reused as “equivalent to new” or the product/components can be disassembled, and the useful/operational parts sold to spare parts providers or reused internally. Non-operating components can be refurbished or remanufactured.
According to WeLOOP (2020) there is already an established circular thinking system in datacentres, where the equipment is repaired and recycled, but there is a lack of efficiency due to different interests and approaches of stakeholders along the different life cycle stages.
Some components from servers and data storage products are already to some extent reused. According to the JRC (2015), the most frequently reused components are HDD (48%), and memory cards (40%). Other components such as the motherboard, CPU and enclosure are only to a very small extent reused (below 5%).
Inputs from questionnaires
Question: What designs could inhibit or hinder the reparability and reusability of products and components?
Answer: “Current designs – lack of modularity, too many fixings, inconsistent location across models and generations” – Academic
Question: What other requirements could improve the reparability of products and components, or more generally their durability?
Answer: “Modularity; consistent design of fixing points and simple to release fixings.” – Academic
Common maintenance practices for servers, storage and associated network equipment include for instance disk cleanup and scan (for early detection of potential hard drive crash), cleaning tape drives, monitoring fans and system temperature (especially for CPUs and drives), or upgrading drivers and firmware.
According to JRC (2015) the two most important things to ensure the reusability of servers is the availability of firmware updates and the possibility of secure non-destructive data deletion.
4.4.1 Reparability
The ecodesign regulation for smartphones and tablets (EU/2023/1670) could serve as an example for repair requirements for servers and data storage products even though the products are very different. Relevant repairability requirements for servers and data storage products could be:
- requirement for the availability of spare parts
- a list of spare parts that should be available (list should include main components of the server and firm- and software updates)
- period for availability of spare parts (for smartphones until at least 7 years after the date of end of placement on the market)
- maximum delivery time of spare parts
- part pairing should be avoided (whether this is relevant should be further investigated)
- access to repair and maintenance information
- information on prices of spare parts
Requirements in line with the above are already introduced for various products under the ecodesign framework except for the price information which so far only is introduced in the regulation for smartphones and slate tablets.
For servers and data storage products a period for availability of spare parts should at least be 8–10 years (should be longer than for smartphones).
The repair information should at least include:
- the unequivocal product identification
- a disassembly map or exploded view
- wiring and connection diagrams, as required for failure analysis
- electronic board diagrams
- a list of necessary repair and test equipment
- technical manual of instructions for repair, including marking of the individual steps
- diagnostic fault and error information (including manufacturer specific codes, where applicable)
- component and diagnosis information (such as minimum and maximum theoretical values for measurements)
- instructions for software and firmware (including reset software)
- information on how to access data records of reported failure incidents stored on the device, where applicable
- information on how to access professional repair, including the internet webpages, addresses and contact details of professional repairers registered in accordance with points 2 (a) and (b)
- Without prejudice to intellectual property rights, third parties shall be allowed to use and publish unaltered repair and maintenance information initially published by the manufacturer, importer or authorised representative and covered by point (e) once the manufacturer, importer or authorised representative terminates access to that information after the end of the period of access to repair and maintenance information.
4.4.2 Modularity
This is a key aspect when promoting reuse and repair of servers and data storage products. It is also linked to durability, as it facilitates the removal, replacement, and repair of specific parts. It further makes it easier to replace and repair components and can create a more homogenous waste stream of product parts that need similar EoL treatment.
Inputs from questionnaires
“These products are intended to be repaired while in operation, allowing components like hard drives to be replaced seamlessly. Certain parts, depending on the product's economic considerations, might be more integrated, but the overall design prioritizes repairability.” – Manufacturer
“From my perspective servers are not easily repairable. Many components that break are often replaced with new ones, leading to the discarding of old components without attempts at fixing. There needs to be a shift towards longer-term thinking, especially in the light of resource scarcity considerations.” – Academic
There seems to be a general discrepancy in the view of server modularity depending on who is asked. Servers are seen as highly modular by some, as their different parts can be taken out and replaced, while the server is still in operation. However, looking at the modularity within each of the server’s parts, others argue that the degree of modularity is minimal. Increasing modularity in servers would mean making different components within parts easier to replace when broken. This would entail the avoidance of discarding the whole part, when a smaller component breaks, and would make it easier to remove the parts containing the majority of CRMs to be send to specialized treatment.
The modularity of racks of servers and the accessibility of the equipment (especially storage equipment) is already included in some standards (IEC Technical Report 62635:2012 or PAS 141:2011). This is already an advantage in respect to other industries, as it permits the creation of a single-product waste stream when the servers are located in high scale data centres. Although current standards do not consider the content of CRMs, a life cycle approach is used to optimise the processes of dismantling, reuse, refurbishing and recycling from the design phase (WeLOOP, 2020).
According to the EU preparatory 2015 many subassemblies including disk drives and power supply units are hot-swappable, meaning they can be exchanged while in operation. Also, the top covers of the servers are usually removable for easy access to the main subassemblies. The inside of the chassis provides frames or rails for fastening the subassemblies such as the mainboard and cages for power supply units and fan units. The chassis slides into the rack on standard rails and is fixed with quick to open fasteners. Larger units (>4U) have metal or plastic handlebars on the outside for better handling during installation.
4.4.3 Disassemblability
Increasing disassemblability by e.g. using fewer fasteners, and fasteners requiring the same tool to remove, could make it easier, and thus more cost efficient, to repair and replace parts, and to manually dismantle the products at their EOL, in order to send individual parts to undergo special recycling processes.
Input from stakeholders
“Servers etc. are not designed for disassembly; easy replacement of parts is by accident rather than intention! Some components can be hot swapped and replaced but on the most ‘broken’ components are not repaired, they are disposed of.” – Academic
“These products are intended to be repaired while in operation, allowing components like hard drives to be replaced seamlessly. Certain parts, depending on the product's economic considerations, might be more integrated, but the overall design prioritizes repairability.” – Manufacturer
Disassembly is a key aspect that affects the feasibility and success of repairs and recycling operations and improves the economics and output of recycling. Regulation 2019/424 on servers and data storage products already sets requirements for disassembly, but newer ecodesign regulations on other products include more detailed requirements in this area making use of the repair standards developed under mandate M/543.
As part of the work of CEDaCI two servers were dismantled (WeLOOP, 2020). For the first server they found that the motherboard and other CRM-rich PCBs were attached with screws, which were removed using 3 different sizes of screwdrivers. It took quite a long time to remove the necessary screws to separate all the components (~50 units). The second server was easier and faster to disassembly and fewer screws facilitated the process although it had the same type of modular assembly and the same components. The total number of PCBs was higher but only the motherboard PCB from the PSU needed screwdrivers to be removed. There were only 34 screws in this server (18 and 8 from each PSU).
The ecodesign regulation for smartphones and tablets (EU/2023/1670) is the first ecodesign regulation that includes detailed requirements regarding fasteners, tools, working environment, and skills. These requirements could serve as inspiration for disassembly requirements for servers and data storage products even though the products are very different. Relevant requirements for servers and data storage products could be:
- fasteners shall be removable
- the process for replacement shall be feasible with no tool, or with basic tools
- the process for replacement shall be able to be carried out in a use environment
- the process for replacement shall be able to be carried out by a generalist or expert (depending on the component)
It could be considered to require that it should be possible to use the same tool for all screws (if screws are used) and that screws should only be used when it is not possible to use other types of fasteners, where tools are not required. The ecodesign regulation for smartphones and tablets mentions in regard to fasteners that they should be removable, resupplied or reusable. For servers and data storage we consider it especially relevant to require that fasteners are removable. There should also be made a distinction between the need for disassembly and the need for dismantling. If a part is only intended to be removed at the recycling stage, in order to send it to a specialized recycling process, fasteners can be of a type that is broken during the dismantling process.
The ecodesign regulation for smartphones and tablets also mentions regarding tools that the process for replacement shall be feasible with a set of tools that is supplied with the product or spare part. We do not consider this relevant for servers and data storage products as they will primarily be repaired by professionals (not consumers).
The standard EN 45554:2020 includes the relevant definitions regarding fasteners, tools, working environment and skills level mentioned above.
4.4.4 Standardization of design
The design standardisation could greatly improve the reuse of parts, both among brands and generations of servers, and would allow for upgrading products with newer parts, rather than replacing the product as a whole.
Input from stakeholders
“Upgrading to a newer CPU often requires discarding the entire motherboard due to incompatible sockets, resulting in unnecessary waste. This practice, especially when only one generation separates the CPUs, is primarily motivated by business considerations rather than technical necessity”. – Academic
“That the same fan cannot be used across different servers, despite similar internal functional components, and that fixings are inconsistently placed across different models are examples of problematic practices, that leads to unnecessary waste.” – Academic
Multiple stakeholders highlighted the issues posed by a lack of design standardization between brands and generation, which limits the possibility of replacing and upgrading components, and also limits the reuse of components as they can be used in a smaller range of products.
This is supported by the findings of the CEDaCI project where the design of 16 servers from different brands and generations was assessed (Kerwin et al. , 2022). The study found that there was no standardization on the overall design. The lack of design standardization results in parts from different brands and models not being interchangeable, which creates a barrier for the reuse of components and hinders the possibility of upgrading systems with newer components. Thus, it is recommended that specific parts are standardized and simplified, to minimize material use and to allow for easy replacement of modules.
4.4.5 Secure non-destructive data deletion
There are multiple methods available for secure data deletion of servers and data storage devices, see Table 20. Data deletion using software, also known as clearing, is the only non-destructive method of data deletion and thus the only one which allows for the subsequent reuse of the product.
4.4.5.1 The importance and state of secure non-destructive data deletion
A JRC study from 2015 identifies the possibility of using secure non-destructive data deletion, together with the availability of firmware, as the most important thing to ensure reusability of servers (JRC, 2015).
The Commission Regulation (EU) 2019/424 has already set ecodesign requirements on the availability of built-in functions for secure erasure of data (clearing) (European Commission, 2019). In the ‘ICT Task Force study: Final Report’ it is stated that such a function is expected to provide sufficiently high assurance of data erasure for many companies and is expected to increase the reuse of enterprise servers and data storage products (JRC, 2023b).
The ‘Ecodesign preparatory study on enterprise servers and data equipment’ (European Commission, 2015b) cites some of the findings of the ‘The Green Grid SNIA Emerald Analysis Working Group’ and ‘SNIA Emerald Working Group’s assessment of current practices in storage device sanitation’. They find that companies generally see software overwrites as sufficient for internal reuse of servers or for external reuse of servers where the information on the servers is not sensitive. On the other hand, they see it as a necessity to have the servers physically destroyed, if they contain sensitive data and are to be reused externally.
Speaking with stakeholders the importance of secure non-destructive data deletion was confirmed. However, issues related to time, price, trust and knowledge was also brought up, and should be addressed. It was estimated through a questionnaire distributed by a stakeholder from an industry organization that in approx. 80% of the cases where destructive data deletion methods are used, non-destructive measures would be a viable option. The general impression from speaking with stakeholders is, that the majority of servers are shredded, when they are taken out of service by the owner. The reasons that the servers are shredded rather than undergoing non-destructive data deletion and reselling is brought up by the stakeholders as being the following:
- Shredding is seen as cheaper and faster by large enterprises
- There is a lack of trust in the sufficiency of data deletion software
- There is a lack of knowledge about the possibility of secure data deletion and resale
Large data centres might be contractually obligated to destroy the servers when they are taken out of service.
Input from stakeholders
“Based on questionnaire: for 78.2% of cases where a destructive method is used, non-destructive data deletion would be a viable option. But using a destructive method is cheaper.” - Stakeholder” – Industry organisation
“Data deletion possibilities are not sufficient with regard to security. The normal practice is shredding” – Academic
“The data deletion functionality is a tool that small companies might use. Large enterprise will not use this software. It will take too long time to do the data erasure on a lot of servers” – Industry organization
“There is uncertainty regarding data deletion [...]. They [small companies] are not aware of the possibility of resale […]. Many are also not aware of the possibility of secure non-destructive data deletion” – Refurbisher
It was brought up in conversations with stakeholders, and confirmed at the stakeholder meeting, that using built-in data deletion software could be used by smaller companies but is not a viable option in large data centres, simply because of the amount of time it will take. The economic benefits of reselling the servers are also too small and not seen as worth the effort nor the risk for large companies. Here the risk would be that of data leakage. As is can be seen in the two data deletion standards assessed below, ISO/IEC 21964 and NIST Special Publication 800-88r1, using data deletion software is also not recommended for products that leaves the company, and which might contain sensitive information. If a company cannot determine whether their servers contain sensitive information or not, it is easy to see why shredding would be chosen over a software data deletion method. One stakeholder also brought up that large data centres who buy large amount of servers, might be able to buy them at a highly reduced price, but with the requirement that the servers are destroyed when taken out of service. This, the stakeholder expected, was in order to not flood the second-hand marked with cheap and relatively new servers, which would negatively affect the manufacturers possibility of selling new products.
For companies that have their servers on premise, the issues were seen as largely relating to a lack of knowledge and trust. It was the impression of an interviewed reseller, that many smaller companies were not aware of the possibility of using data deletion software and were generally uncertain as to how they should handle their servers and data storage devices when they were taken out of service. Thus, they often just ended up in a storage room. Again, a lack of trust among the companies who knew about data deletion software was brought up. This lack of trust is not seen as fully addressed the Commission Regulation (EU) 2019/424 as the specified data deletion software does not guarantee a complete deletion of data, to a level where the data cannot be retrieved by any means. As standards tend to only recommend it in a limited number of cases, it does not help to establish trust in the method.
Based on the inputs from stakeholders the following improvements are proposed:
- Servers and data storage devices should contain visible information about the presence of data deletion software, with the manufacturers guarantee of sufficiency.
- The method for data deletion that the software uses should be standardized and should be to a level where recreation of data is impossible by all means.
- A harmonized standard for proper handling of data carriers when taken out of service should be created, and the recommendations on data deletion methods should be updated to focus on non-destructive measures.
- The practice of manufacturers requiring buyers to destroy the servers when taken out of service should be further investigated.
- The data deletion software should create a certificate showing that the data has been securely deleted, to be used in GDPR compliance.
It should be noted that one stakeholder brought up that the presence of secure data deletion software on the servers might negatively affect some of the companies working with reuse and reselling, as part of their business is to take care of the data deletion. When the owners of the servers can delete the data themselves, they might be more inclined to just dispose of the servers rather than sending them to be reused. When the company that takes care of data deletion also resells the used servers as part of their business model, the current way of data being deleted by external companies, might make for a higher reuse rate.
4.4.5.2 Data deletion and management standards
As is shown in Table 8 there exists numerous standards on how to delete data. From both literature and stakeholders, it was indicated that the standard NIST 800-88 is the most widely applied.
NIST defines sanitization as:
“Media sanitization refers to a process that renders access to target data on the media infeasible for a given level of effort.” – (NIST, 2014)
This is close to the wording used in the current ecodesign regulation (EU) 2019/424:
“‘secure data deletion’ means the effective erasure of all traces of existing data from a data storage device, overwriting the data completely in such a way that access to the original data, or parts of them, becomes infeasible for a given level of effort” – (EU) 2019/424
Commission Regulation (EU) 2019/424 laying down ecodesign requirements for servers and data storage products https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32019R0424
The wording “infeasible for a given level of effort” is vague and does not assure a company using a data deletion software living up to this definition, that their data will be irreversibly deleted. Other definitions exist that are more stringent, such as the definition used by the International Data Sanitization Consortium (IDSC):
“Data sanitization is the process of deliberately, permanently and irreversibly removing or destroying the data stored on a memory device to make it unrecoverable. A device that has been sanitized has no usable residual data, and even with the assistance of advanced forensic tools, the data will not ever be recovered” – IDSC
IDSC, Data Sanitization Terminology and Definitions. Data Sanitization Terminology and Definitions - International Data Sanitization Consortium
The definition by IDSC requires that the data cannot be recovered after deletion by any means. Incorporating a definition like this into the ecodesign regulation, would entail that companies can have more trust in the level of security the data deletion software provides.
This NIST standard is assessed below.
NIST Special Publication 800-88r1 - Guidelines for Media Sanitization
Another frequently applied standard for data deletion is the NIST 800-88r1 (NIST, 2014). This standard makes three security categorizations similar to the ISO/IEC 21964.
The flow chart below shows the recommended data deletion method depending on the security category and the intended application of the product after data deletion.
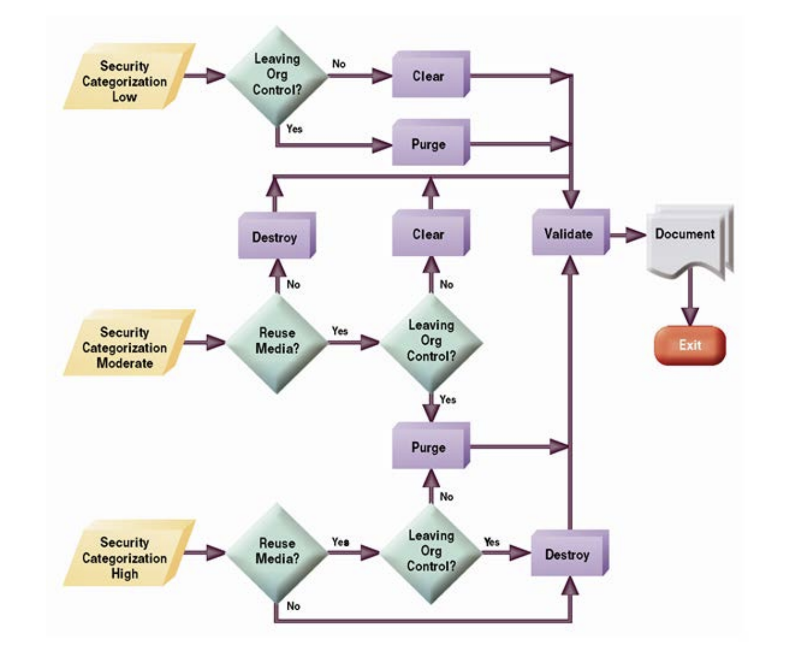
Figure 13 Sanitization and disposition decision flow. (Taken from (NIST, 2014))
As the flow chart shows this methodology allows for non-destructive data deletion methods for security category ‘Low’ and ‘Moderate’. The sanitization actions ‘Clear’, ‘Purge’ and ‘Destroy’ are defined in the standard as:
- Clear applies logical techniques to sanitize data in all user-addressable storage locations for protection against simple non-invasive data recovery techniques; typically applied through the standard Read and Write commands to the storage device, such as by rewriting with a new value or using a menu option to reset the device to the factory state (where rewriting is not supported).
- Purge applies physical or logical techniques that render Target Data recovery infeasible using state of the art laboratory techniques.
- Destroy renders Target Data recovery infeasible using state of the art laboratory techniques and results in the subsequent inability to use the media for storage of data.
Where the sanitization action ‘Clear’ is always of a non-destructive nature, the action ‘Purge’ can be both non-destructive and destructive in the sense, that this action also includes degaussing, which is a method that do not allow for reusing the product. The flow chart further shows that in situations where the product is not intended for reuse, it is recommended that the product is destroyed. This is problematic, as both the recycling value and the possibility for CRM extraction are lowered when the product is destroyed.
Information on the method, application and subsequent reusability of the products is presented in the table below.
Data deletion method | Reusable | Works with HDDs | Works with SSDs |
Data overwrites | Yes | Yes | Yes |
Shredding | No | Yes | Yes |
Crushing | No | Yes | No |
Degaussing* | No | Yes | No |
Table 20 Details on data deletion measures. Adapted from (WeLOOP, 2020).
Furthermore, the scrap value of the equipment is estimated to be highest if it has undergone data deletion by degaussing or software overwrites (WeLOOP, 2020). The scrap value is lower if crushing has been undertaken, and lowest if the equipment has been shredded.
4.4.6 Firmware and software obsolescence
Input from stakeholder
“Firmware and software redundancy/expiration are a way for manufacturers to force procurement of new products even when old products still work and meet user requirements! Its bad practice and a way of controlling the market.” – Academic
The Ecodesign regulation (EU) 2019/424 requires that firmware updates and security updates should be available for at least 8 years, after the last product of a certain product model is placed on the market. The regulation does not, however, tackle the issues of software obsolescence, which is likely due to the fact that most software is rarely provided by the manufacturer together with the product. However, the distinction between firmware and software does not always seem clear, and from our conversations with stakeholders, it seems that the understanding of the definition varies. This will be addressed further in the subsection of software.
Firmware
Input from stakeholders
“Change the life of firmware – at the end of the 8-year period make it open source”. – Industry organization
“Users of electronic products should have the right to firmware updates for corrections free of charge”. – Academic
“Firmware has been included in the Ecodesign Directive. However, this is specific to servers and server manufacturers and not to the components. It means that reuse can be blocked with vendor lock-in of components to particular makes of servers.” - Refurbisher
The JRC study from 2015 identifies the availability of firmware as the most important thing to ensure reusability of servers, together with the possibility of secure non-destructive data deletion. If a second-hand server or component does not have the most up-to-date firmware, it will likely not be compatible with the needs of the end-user, and consequently it will not be reused (WeLOOP, 2020). Thus, ensuring access to firmware updates for the functional lifetime of the server or component is crucial for its reuse. From our conversations with stakeholders, the importance of regulation on firmware was confirmed. However, some adjustments to the current regulation were proposed, as some stakeholders found, that not all issues related to firmware obsolescence was currently addressed.
These included that the firmware should be made open source after the 8-year period, that all firmware updates should be provided free of charge, that the required update frequency should be specified, and that the regulation should be extended to cover all components and not just the server as a whole.
Software
As part of the 2020 Circular Economy Action Plan important actions to increase circularity is identified, and among these is the availability of updates for obsolete software. A product can both have embedded system software which comes with the product and application software which can be added to the product.
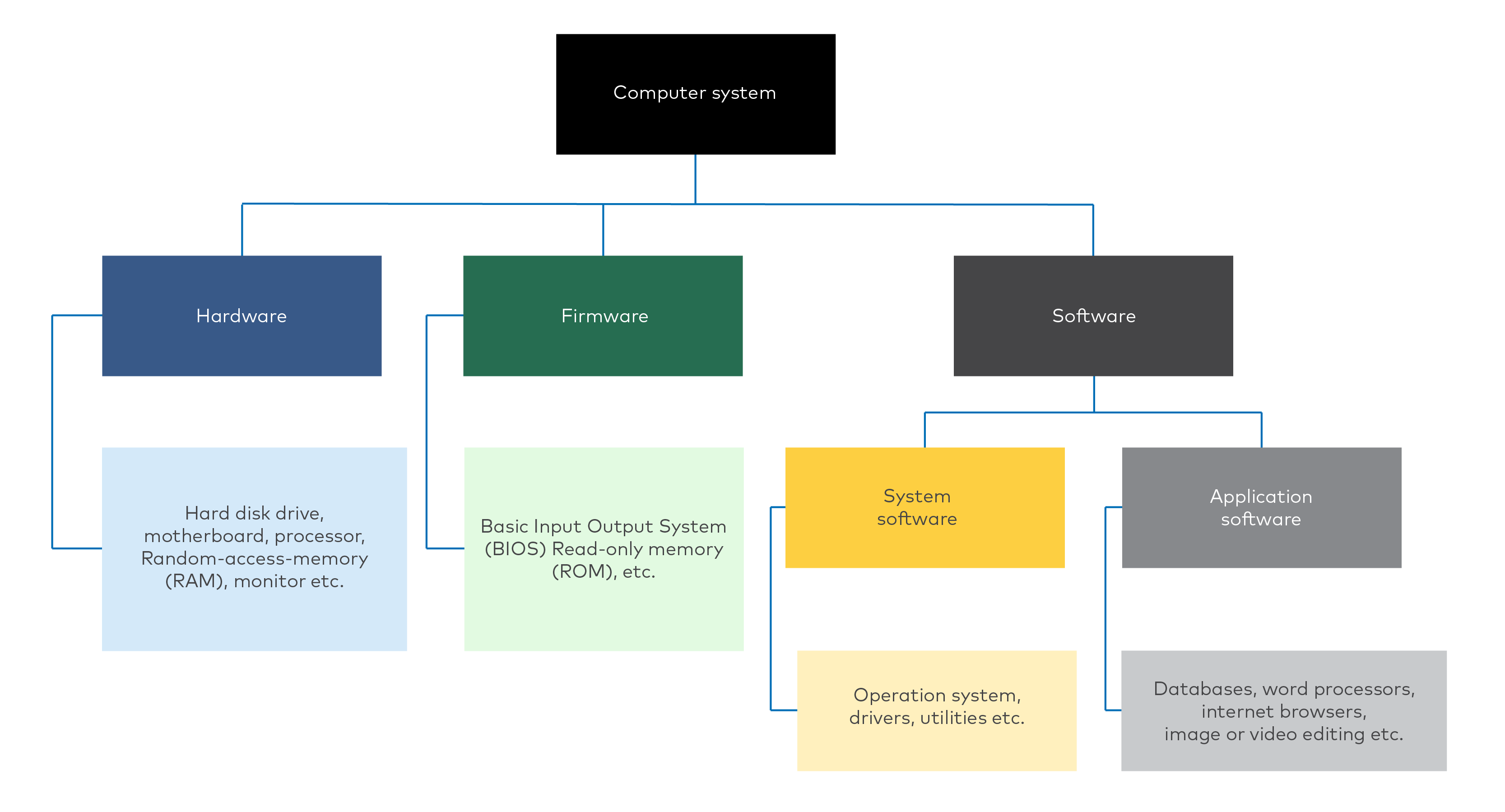
Figure 14. Overview of hardware, firmware, and software in a computer system (own compilation)
Software can both be the cause of hardware obsolescence, in the case that a necessary software update sets requirements to the hardware that it cannot meet, or the software can become obsolete itself. Software can become obsolete either due to direct software-induced effects or indirect software-related effects. These are described in the table below.
Type of software obsolescence | Example |
Direct (software induced) |
|
Indirect (software related) |
|
Table 21 Examples of direct and indirect software obsolescence (JRC, 2023b).
The JRC’s 'ICT Task Force study: Final Report' includes a review of case studies on software induced obsolescence found in literature and concludes that only in a few cases is obsolescence due to direct software-induced effects.
According to Asset Guardian Solutions Limited
Asset Guardian Solutions Limited (2017): Obsolescence Management of Software Components, Whitepaper, Asset Guardian Solutions Limited.
- Hardware: New hardware may not support old software, and it may not be possible to purchase old hardware that is supported. Obsolescence issues with hardware can cause obsolescence issues with software. The reverse is also true where new software does not run on old hardware. So, where strategies involve upgrading software, the impact on hardware also has to be considered.
- “Commercial off-the-shelf” (COTS) software12: Software suppliers obsolete their software as part of their business model, to encourage users to invest in upgrades.
- Loss of software integrity: Uncontrolled changes leave documentation out of date and software unsupportable over time. Poor revision control, back-ups and media management damage the integrity of the software making it very difficult to support changes.
- Data formats change: Old software may employ data formats for saving information that themselves become obsolete and are not compatible with newer operating systems.
- Suppliers do not sell licenses anymore: Suppliers of a system may stop selling or renewing licenses for old software preventing it from running (or running legally and properly licensed).
- Loss of expertise for old systems: Software may use old programming languages and old programming tools with which younger engineers have no experience. Knowledge of the requirements of a system and experience of the equipment under control may be held by older engineers. Across industry, it is estimated that 50% of skilled labour will retire in next 10 years, so this can lead to obsolescence issues.
Software updates are installed during the use of products, i.e. a certain time after the product has been placed on the market and has already been in use. Software updates can have multiple purposes, e.g. security updates, fault elimination or software enhancement, improving the operation of hardware, peripherals, the performance or overall lifetime, as well as adding new programmes, functions and features (Viegand Maagøe et al., 2021). The potential benefits of installing or drawbacks when rejecting them might be different depending on consumers’ needs. For example, ensuring that the device remains cyber-secure after newly discovered cyber security vulnerabilities is rather important and might have severe consequences, if the update is not installed, whereas the availability of new convenience features might not be so relevant for some consumers. Software updates are usually provided a certain time after placing the product on the market through external communication between the appliance and the manufacturer, third parties or even other users. The initial product functioning, but also the energy and resource efficiency of appliances can be modified through software updates. To avoid potential misuse of software updates in the sense that updates have the effect of changing the initial product performance and deteriorating the energy efficiency or other performance parameters in a way that would make the product non-compliant with the ecodesign requirements, most Ecodesign regulations adopted at the end of 2019 include for the first time a dedicated article on circumvention. Circumvention in this context is a products ability to detect it is being tested and alter its performance during the tests to meet requirements that it would under normal settings not meet.
As software is generally not supplied by the manufacturer with the product, regulation on software induced obsolescence might not be possible to address in Ecodesign, but could be implemented in e.g., GPP.
4.4.7 Digital Product Passport for Critical Raw Materials Reuse and Recycling
So far, the reuse and recycling of CRMs are limited. The question is whether more information could improve reuse and recycling of these materials. The current ecodesign regulation for servers and data storage products has included some information requirements but only for a few CRMs in specific components. One study has assessed existing critical raw materials information management and investigated the information needs by conducting a survey, with 10 manufacturers, producer responsibility organizations, collectors, and recyclers. The aim was to develop a conceptual Digital Product Passport for the reuse and recycling of CRMs (Koppelaar, et al., 2023).
The study developed an approach for a Circular CRM Supply Management System Architecture which take into account the necessary steps, needs for exchange of information, registering of data and verification. The developed architecture is shown in Figure 15.
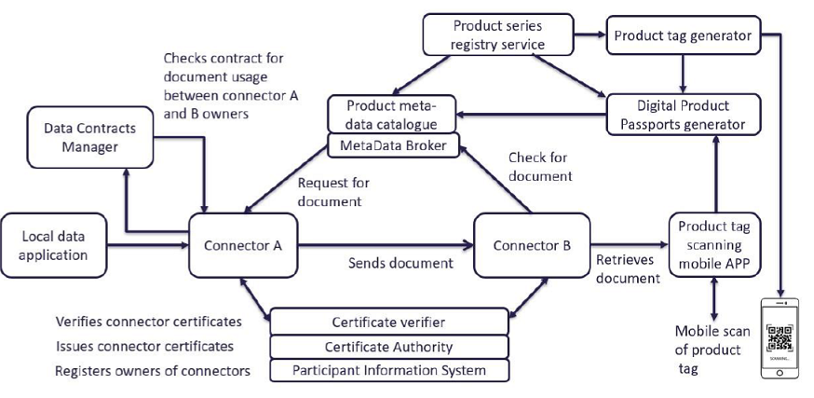
Figure 15 IT architecture of the circular CRM supply management platform using Digital Product Passports based on the International Data Spaces reference (Koppelaar, et al., 2023).
The proposed IT infrastructure to implement these information processes is based on a data spaces model that facilitates direct exchanges of documents between two organizations, such as a manufacturer and a recycler, to improve trust and security. A total of 13 IT components are proposed based on the International Data Spaces Association reference brokerage platform. To govern the information exchanges six existing and two upcoming standards are proposed as developed by European and global standardization bodies.
In addition, the study provides the following conclusions:
- no critical raw materials specific life cycle product/materials information management is in place today among the involved 10 organizations.
- the core needs of the 10 organizations to improve critical raw materials reuse and recycling include:
- improved knowledge about the secondary raw materials market for CRMs for manufacturers
- obtaining insights in the CRM content of products for collectors to enable separate collections or pre-sorting of products and potential extraction of CRM-containing components
- having visibility on the CRM content in incoming flows of products and materials for recyclers to improve the disassembly and pre-treatment before recycling
- feedback from the recycler to the manufacturer on what happens with products during the recycling phase.
- the information processes assessed that a Circular CRM supply management system needs to include:
- a Digital Product Passport with a documentation register at product series level accessible via physical product tags
- CRM contents documentation prepared by the manufacturer with information on the materials content
- a list of high CRM content components in the product
- a sorting of products with high and low CRM content at the collection stage
- a disassembly map of a product from the manufacturer to improve component extraction for reuse/recycling
- and feedback on CRM recycling performance of products and components from recyclers to manufacturers.
Cirpass
Work on developing and preparing of the ground for the gradual piloting and deployment of a standards-based Digital Product Passport (DPP) aligned with the requirements of the Ecodesign for Sustainable Product Regulations (ESPR) is ongoing under the European CIRPASS project, with an initial focus on the electronics, batteries, and textile sectors (CIRPASS, n.d.).
4.4.8 Part pairing
The increasing trend in electronic products towards part pairing is posing a major obstacle for repair and reuse according to The Right to Repair Europe coalition (Right to repair , 2021). Part pairing refers to the action of manufacturers encoding firmware in spare parts with a serial number (serialised parts), which lets the device detect if the spare part is a genuine Original Equipment Manufacturer (OEM) part or not. Serialisation in itself is not a barrier to repair and reuse, however it can be used to detect non genuine or second-hand spare parts and limit the access to repair and reuse by part pairing. The argument from the manufacturer side is, that it can be a necessity for security reasons, however, it also complicates the repair and reuse of products and parts, as non-OEM repairers cannot replace the parts without functionality loss.
In terms of part pairing one stakeholder highlighted that specific manufacturers have implemented restrictions in their server systems. These restrictions particularly involve certain types of CPUs and might extend to other manufacturers, making it challenging for independent providers to integrate new or upgraded parts due to software code limitations. He saw a growing trend in part pairing issues and underscored the need for attention from the Ecodesign for Sustainable Products Regulation (ESPR) in addressing these hindrances in the electronics and server industry.
Ecodesign requirements for servers and data storage devices could address the use of part pairing in a similar way as have been done in the smartphone regulation
“From 20 June 2025 or from one month after the date of placement on the market, whichever is later, manufacturers, importers or authorised representatives shall, at least until 7 years after the date of end of placement on the market:
- In case the parts to be replaced by spare parts referred to in point 1(a) are serialised parts, provide non-discriminatory access for professional repairers to any software tools, firmware or similar auxiliary means needed to ensure the full functionality of those spare parts and of the device in which such spare parts are installed during and after the replacement
- In case the parts to be replaced by spare parts referred to in point 1(c) are serialised parts, provide non-discriminatory access for professional repairers and end-users to any software tools, firmware or similar auxiliary means needed to ensure the full functionality of those spare parts and of the device in which such spare parts are installed during and after the replacement
- Provide, on a free access website of the manufacturer, importer or authorised representative, a description of the procedure for the notification and authorisation of the intended replacement of serialised parts by the owner of the device referred to in point (d); the procedure shall allow for remotely providing the notification and authorisation
- Before providing access to the software tools, firmware or similar auxiliary means referred to in points (a) and (b), the manufacturer, importer or authorised representative may only require to have received a notification and authorisation of the intended part replacement by the owner of the device. Such notification and authorisation may also be provided by a professional repairer with the explicit written consent of the owner
- Manufacturers, importers or authorised representatives shall provide access to the software tools, firmware or similar auxiliary means referred to in points (a) and (b) within 3 working days after having received the request and, where applicable, the notification and authorisation referred to in point (d)
- The access to the software tools, firmware or similar auxiliary means referred to in point (a) may, as regards professional repairers, be limited to professional repairers registered in accordance with points 2(a) and (b).”
Another approach could be to investigate alternative means to ensure security which does not impede the possibility of repairing and upgrading, such as central storage of authentication data or multi-step authentication. Security measures such as these, transfers the responsibility and decisions related to security from the manufacturer to the owner of the product.
4.5 Recycling of CRMs and plastics
If the servers cannot be reused, either due to they are breaking, becoming obsolete or having undergone destructive data deletion measures, and the server has been picked for usable parts, the rest goes to recycling.
There is no specific information in literature about the recycling of WEEE from DCI equipment, however, in general recycling of WEEE is based on the recovery of basic metals such as steel, copper and aluminium, but additional steps tend to be added, in order to extract precious metals such as gold (WeLOOP, 2020). Plastics and CRMs are the most problematic materials to recover.
4.5.1 Current status regarding CRMs
The extraction of CRMs is underprioritized and the extraction rates are minimal. Many factors are making the extraction of CRMs a complex matter.
To name a few:
- The CRMs are present in very low concentrations, and can only be recovered through refining at the end stage
- They are often mixed with other materials
- The content of CRMs is highly heterogeneous, and vary between manufacturers
- The recyclers cannot know for certain, which CRMs are in the scrap or the amounts
- There is volatility in the demand for CRMs, which impedes investment in new capacities
- For many of the CRMs found in servers there is currently no marked for recycled material.
Furthermore, the extraction faces inherent difficulties as the processes needed for the extraction of one material tends to complicate or hinder the extraction of another. On top of this, there are broader aspects such as the lack of a well-established market for reused CRMs, volatility in their prices, and a rapid technological development on the product side, which further complicates things.
If proper recycling of CRMs is established, it could contribute to increased material efficiency through avoidance of virgin material extraction and bring about economic benefits as a result of recovering valuable materials. To get this, there needs to be a marked demand and long-term security of demand for recyclers to invest in technologies that can recover a larger number of CRMs. Roughly speaking the market can be seen as caught in a situation where there is no supply of recycled CRMs because there is no demand, and there is no demand because there is no supply. However, other factors also come into play, as there can be physiochemical barriers that hinder the extraction of some CRMs, and the small concentrations might make it economically infeasible to extract them.
As the EU is strongly reliant on imports of most CRMs and as some CRMs are facing a very high supply risk, it is becoming increasingly clear that the linear economy has to be replaced with a circular one.
For servers and data storage devices, it will require that initiatives are implemented both on the demand and supply side. Recyclers need economic security and knowledge on the type and amount of CRMs in the products, and the manufacturers needs incentives to use recycled CRMs and has to be sure that they meet the same quality requirements as their virgin counterparts. As the parts for most servers and data storage devices are manufactured outside Europe the effects of the European initiatives would be indirect.
Currently the recycling rates of CRMs from servers is estimated at around 1%, and there is thus both a large room and need for improvement (WeLOOP, 2020). Although still limited, processes are starting to be implemented In Europe, to recycle a larger range of CRMs, such as platinum, palladium and rhodium found in capacitors, HDDs and coatings, as well as cobalt found in PCBs and Power Supply Units (WeLOOP, 2020). However, the rest of the CRMs are still usually not recovered from servers at EoL. The cobalt contained in lithium batteries is already recycled at a commercial scale (JRC, 2015). General WEEE recycling is also low, 32%, with much of the remaining waste being exported out of Europe, resulting in a loss of thousands of tons of valuable resources (Andrews & Whitehead, 2019).
Both literature and stakeholders indicate that the recycling of PCBs is primarily done with the aim of extracting precious metals. PCBs are either classified as high-value PCBs, with >400 ppm of gold concentration, or classified as poor PCBs (low value), with a low concentration of gold (WeLOOP, 2020).
There are different processes used to extract CRMs. One stakeholder stated that smelting is a typical process used for extracting gold from PCBs. Smelting does not allow for subsequent extraction of some CRMs. It is a general barrier for the efficient recycling of CRMs from PCBs that the processes suitable for the extraction of one material limits or hinders the subsequent extraction of others. This means that only the highest value material will be extracted. As technology evolves products are becoming increasingly more complex and heterogeneous, aggravating this issue. The fast technology evolution in the products, is even stated in the ICT Task Force Study from 2023, as being the main obstacle to recover metals from PCBs (JRC, 2023b).
The CEDaCI Situational Analysis includes an overview of recycling rates for several CRMs in servers and information about their recycling. Table 22 shows that cobalt and magnesium have a relatively large recycling rate, whereas elements such as beryllium, platinum group metals and rare earth elements sees almost no recycling.
Table 22. Recycling rates of some CRMs in data centres (DCs), together with the EU import reliance, where the CRMs are present and how they are recycled (WeLOOP, 2020).
CRM in data servers | EU import reliance | Recycling rate | Use in data centers | Recycling |
Antimony (Sb) | 100% | 1–10% | Flame retardant in PCBs | Mainly recovered from lead-acid batteries. Sb from PCBs goes to the slag in pyro routes |
Beryllium (Be) | 100% | 0% | As an alloying element in Cu alloys | Not recycled form old scrap, only from new. |
Cobalt (Co) | 32% | 68% | The cathode in LIB (PSU and PCB) | LIB can be recycled, and Co recovered |
Magnesium (Mg) | 100% | 39% | An alloying element for Al alloys | It is recycled in the aluminum recycling process |
Platinum-Group Metals | 100% | 0–10% | Found in capacitors, HDDs, and coatings to enhance conductivity | Pt, Pd and Rh have well developed recycling processes. |
Rare Earth Elements | 100% | <1% | Nd and Dy in magnets of HDDs | Recovery of REE is not currently economic. There is a lot of research in the field. |
Silicon metal (Si metal) | 64% | - | Connectors and transistors (flash memories in SSDs and PCBs] | It is not currently recovered from old scrap |
Tantalum (Ta) | 100% | 10–25% | Capacitors in PCBs | It is not currently recovered from old scrap |
In the report from JRC (2015) it is stated that the PCBs in servers contain almost all the valuable metals. PCBs can be found in HDDs and SSDs, optical disc drives (ODDs) and power supply units (PSUs). The PCB containing the highest amount of precious and critical materials is the server mother board (WeLOOP, 2020).
Four key techniques are currently practised to try and reuse PCBs: fully manual segregation, fully manual segregation with reuse of some components, semi-automated separation with commercial shredding, and semi-automated separation with commercial smashing (JRC, 2015). The ‘fully manual segregation with reuse’ manages to save the highest value from the PCB, and a value much higher than the cost of the recycling process.
The CEWASTE project, finalised in 2021, was meant to contribute to an improved recovery of valuable and critical raw materials (CRMs) from key types of waste through traceable and sustainable treatment processes (CEWASTE, 2021). NdFeB-magnets were identified as key CRM equipment for the development of the CEWASTE requirements. In their final report, the authors describe the recycling process of NdFeB magnets as a new and emerging process. New and pilot-scale recycling process for NdFeB magnets are being developed, and currently Nd recycling is not within the established REE recycling technologies and practices. For recycling, NdFeB magnets need to be separated from HDDs and other equipment to enable their further processing. Several pretreatment options have been developed by private companies and in projects.
Input from stakeholders regarding recycling of CRMs
The literature findings presented above were confirmed through conversations with stakeholders, see some of the questions and answers on the next page. It was the experience of the interviewed stakeholders that it was difficult for the recycling industry to keep up with the development on the manufacturing side, and as there is no communication or legislation connecting the two, products tend to be designed without consideration of its EoL. Combining this with a non-existing market for recycled CRMs, low concentrations in the products, and the need for specialized novel recycling processes to extract the CRMs, makes increasing the recycling rate of CRMs a challenging matter.
Question. What recycling technologies and processes are currently available or under development for servers and storage products components?
Answer 1. “We have been involved in providing equipment for developing pyrolysis technology and have also spoken to recyclers about bioleaching. So far, both treatments focus on PCBs only and predominantly for gold recovery. However, we are hoping this will change going forwards.” – Refurbisher
Answer 2. “TND in France have developed thermal and chemical processes to reclaim Ag, Pb, Ni, Pb, Ta as well as Fe, Al, Cu and Au from electronics and servers.
There are a number of EU and industry funded research programmes developing e.g. battery and magnet recycling technologies. Look at MET4TECH – a UK consortium who are working in this area.” – Academic
Question. Which CRMs are recycled today with which technologies? What is the typical cost of recycling compared to virgin materials? What percentage of CRM present in the component is recycled?
Answer. “No company we know of are actually commercially recovering CRM at scale. All those working on CRM recovery are at the research and development stage. They make their money from gold recovery.” – Refurbisher
Question. For which CRMs do you see the largest potential for recycling in the future?
Answer 1. “Cobalt is one that is most often mentioned by recyclers directly.” – Refurbisher
Question. What are the main obstacles and challenges for the commercial development of recycling of servers and data storage products? Are there problems related to the value chains?
Answer 1. “Lack of incentives to develop recycling infrastructure; the electronics industry is developing far more quickly than any end-of-life strategies and treatment because there is no robust guidance or legislation, and it is too easy for recycling companies to engage in illegal and irresponsible practices.” – Academic
Answer 2. “Critical mass is the primary problem with developing the technology. Recyclers working on new methods are competing with other more proven technologies, like smelting, who can pay more per tonne. This makes it uncompetitive at the moment.
Likewise, there is no open market for the sale of recovered CRM and no company that I have heard of using the recovered materials in their manufacture. This means there is a low to non-existent market for recovered CRM as far as I am aware.” – Refurbisher
4.5.2 Current status on plastics
Plastics originating from servers and data storage products are generally expected to undergo recycling through either mechanical or chemical methods, depending on their specific characteristics (JRC, 2015). Portions of materials that do not contain a sufficient concentration of certain compounds and lack established industrial-scale recycling processes is assumed in the Joint Research Centre study to undergo incineration for energy recovery and/or disposal in landfills. In some situations, the plastic fraction might also be used as a fuel in the pyrometallurgical recovery of CRMs (WeLOOP, 2020).
The ICT task force study from 2023 lists which plastics in ICT products, that have sufficient concentration and where industrial scale recycling processes are established (JRC, 2023b). The ICT task force study from 2023 lists which plastics in ICT products, that have sufficient concentration and where industrial scale recycling processes are established (JRC, 2023b). These are ABS, PP, PA, PC, PC/ABS, HIPS, PE (polyethylene). The other plastics that currently occur in ICT products is not economically viable to recycle. The table below combines the bill of materials from the JRC study from 2015 (See Table 12) with the information on recyclable plastics from the JRC study from 2023 (JRC, 2015) (JRC, 2023b).
Recyclability | Plastic types | Percentage of plastics in server |
Recyclable | ABS, PP, PA, PC, PC/ABS, HIPS, PE | 37% |
Non-recyclable | PBT-GF30, PCABSFR40, PCGF, EVA, PCFR40, PVC, PUR, Synthetic rubber, GPPS, Undefined | 63% |
Figure 16. Share of plastics in servers that are of a recyclable type. The data is based on the Bill of material (BoM) on a standard server from (JRC, 2015) and a list of recyclable plastics in servers from (JRC, 2023b).
The data shows that for this case, only 37% of plastics found in the server are of a type that is recyclable. This does not account for the plastics being present in composites, being uneconomical to separate or contain additives that makes them non-recyclable.
One issue relating to the incineration of plastics from WEEE is the potential content of additives that, when the plastics are disposed of without proper care, can be released into the environment, leading to various risks for humans, plants and animal life (JRC, 2023b). These additives can be Brominated Flame Retardants (BFRs), plasticizers, or metal-based stabilizers. Stronger regulation restricting the use of hazardous chemicals is mitigating but not solving this issue. Also, a potential future ban on exports of plastics waste to non-OECD countries, could help ensure that hazardous plastics are properly disposed of (EU Monitor, 2023).
The ongoing study for the review of the Commission Regulation 2019/424 (ecodesign for servers and data storage products) have from a European waste disposal stakeholder gotten information regarding the breakdown of material usage, recycling, energy recovery and landfill for enterprise servers. It shows, contrary to what it indicated from literature, a low amount and high recycling rate for plastic at 98%. See Table 23.
Plastics | Metal | Electronics | Misc. | |
Mass ratio within server | 1% | 68% | 31% | 0% |
Reuse | 0% | 0% | 1% | 0% |
Material recycling | 98% | 98% | 43% | 50% |
Heat recovery | 0% | 2% | 56% | 0% |
Non-recovery incineration | 0% | 0% | 0% | 50% |
Landfill | 2% | 0% | 0% | 0% |
Table 23. Inputs in the end-of-life phase of collected enterprise servers. Source: Ongoing study for the review of the Commission Regulation 2019/424 (ecodesign for servers and data storage products). Draft task 4 report. (ICF, 2023).
This paints a different picture of the recycling rates of plastics and the share it makes up of the whole server weight, compared to the findings of the JRC study from 2015. It is, however, in alignment with the trend on plastic content indicated by the data of the CEDaCI project presented in Section 4.3.2, which looks at typical servers form 2014 and 2017. As the data presented in the new review of the Commission Regulation 2019/424 is based on the input from only one stakeholder it might not be fully representative, however, as it aligns with the data of the CEDaCI project it gives a strong indication that there has been a change towards lower plastic content in newer server models.
If the data from both sources are correct, the discrepancy can be due to either difference in composition between brand and models, or a more general change towards less plastics in newer designs.
The PolyCE project from 2020, also names one of the current barriers to processing and recycling plastics coming from electrical/electronic products as being sheer number of different polymers in the products (PolyCE, 2020). The project’s recommendation is to use polymers with known high recyclability rates, such as ABS, HIPS, PS, and PP, in parts such as housings, frames, etc. which are significant also in terms of weight. The statement here is relating to all electrical/electronic products and not just servers and data storage devices.
It should be further assessed whether plastics in newer servers still face issues related to recyclability. If so, a solution to reduce the variety of plastics would be manufacturers agreeing on the types of plastics to be used in their products; this would scale up more pure material stream volumes and make it financially more viable to invest in new recycling technologies.
This requires communication and agreement between different product, part and component manufacturers as well as designers. To increase the effect, the standardization could also be made horizontal, to cover all electronic products on the market.
4.5.3 Use of recycled plastics
Industry best practices have shown that it is feasible to use recycled plastics in a number of ICT products when innovative solutions are explored for particular products or components, as gathered in the report from DIGITALEUROPE’s Best Practices in recycled plastics (DIGITALEUROPE, 2016).
However, according to DIGITALEUROPE, while the merits and opportunities of using recycled plastic are numerous, there are just as many barriers and challenges, which should not be ignored. These are among others:
- Using recycled plastics in EEE products create additional challenges in complying with EU chemical substance regulations such as RoHS and REACH since recycled plastic content introduces a risk of unknown contaminants.
- The market for recycled plastics in terms of quality, quantity, dependability and price is uncertain, and the roll-out potential seems to be difficult to assess for producers. Furthermore, a switch in an existing product to recycled content requires expensive re-testing to ensure compliance with safety regulations and quality/durability requirements.
- Recycled plastics are likely to come from several different suppliers, which are smaller in size than typical suppliers of virgin plastics. Hence, they are less able to meet fluctuations in demand volume as they cannot control the rate of source materials arising without holding expensive feedstock or finished material buffer volumes.
- Consumer acceptance needs to be tackled. Cosmetic blemishes from recycled content may not affect technical performance of a product but can still influence aesthetic factors. So, it is difficult to expect the wide use of recycled plastics for the products whose design and look can play a critical role in consumer purchase decisions.
We will collect the information available from technical literature and stakeholder feedback to describe the current best practices to incorporate recycled materials in servers and storage products, and other ICT devices, and which legal, economic, and technical barriers they encounter.
4.5.4 Recycling routes
This section will give a more detailed insight into the recycling routes and processes in order to establish the necessary knowledge base to enable the evaluation of the proposed policy options.
The study by the JRC in 2015, found that enterprise servers were primarily B2B products, which were handled at their EOL by the Original Equipment Manufacturers (OEMs), and that they rarely went to other recycling facilities (JRC, 2015). The process diagram below shows a typical route for an enterprise server at its EOL.
The diagram in Figure 19 shows the typical steps that are taken before an enterprise server is deemed unfit for reuse and send to recycling. It shows that the server will be sent for recycling, either if it has been repaired before, cannot be repaired, or if there is no demand for it.
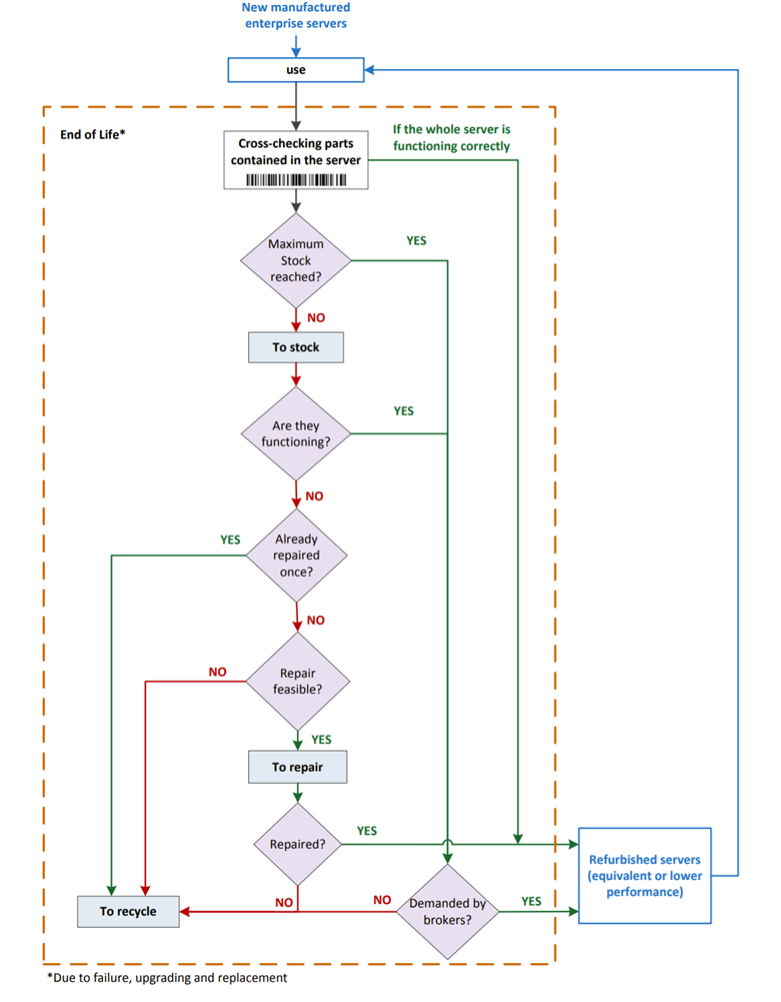
Figure 17. Diagram showing typical steps that are taken before an enterprise server is deemed unfit for reuse and send to recycling.
Generation 3 servers and older that enter refurbishing companies are generally sent for recycling, generation 4 are used to harvest certain parts, and generations 5 to 7 are resold or kept in stock due to demand on the second-hand server market (JRC, 2015).
Input from stakeholders
“The PCBs are categorized as either rich or poor mainly based on precious metal content. We do not recover PCBs manually unless the servers are expected to contain rich PCBs. If the servers are expected to contain poor PCBs then the whole server is shredded, and the PCB parts separated from the rest afterwards based on colour. The PCBs are subsequently sent to specialised companies like Umicore and Aurubis for material recycling.“ – Recycler
“It would be helpful to standardize the colour of the PCB, to allow for better separation after shredding.” – Recycler
“We both dismantle data centres at their EOL, receive server discarded when refreshed with new ones and receive servers from consumers. In all cases the servers go to the recycling facility and PCBs are send to specialised material recyclers.” – Recycler
Looking at a PCB entering a recycling facility, it will typically undergo three stages, disassembly, treatment, and refining (JRC, 2023b). In the disassembly stage the various parts are separated and sorted into individual waste fractions, to undergo selective recycling treatments. In the treatment stage the non-hazardous fraction is shredded and grinded, and then separated between metal and non-metal. In the last stage, the separated materials are then refined to obtain a useful secondary resource. The CRMs in WEEE are predominantly found in the routes of copper, lead, iron, or aluminium. Depending on which route the CRMs are in, different options to try to extract them exists. The information in Table 24 is based on the current processes in use, and it might be possible to achieve different results with innovative solutions.
Route | Possibility for extraction of CRMs |
Iron | If the waste is treated by the iron-making industry, none of the materials is recovered. Only Co and Si could be part of different steel alloys. Treatment of WEEE is not efficient |
Aluminium | It is a similar scenario to the iron-making industry: only some elements are reintroduced in the economic system exclusively as alloy, such as Mg. This is currently the main route of Mg from WEEE recycling. |
Copper | it is the most common route for recycling of WEEE: Co, PGM and PM can be recovered by pyro or hydrometallurgical processes. On the other hand, Sb can be recovered in alloys, but REE or Si are lost in the slag |
Lead | Co and Sb can be recovered, as well as the PGM and PM. This route is also used in recycling of WEEE, especially as a complementary route to the copper smelting route. |
Table 24. Overview of possible CRM extraction depending on route (JRC, 2023b).
There are 9 companies globally who recycle PCBs at a larger scale. They are based on copper and lead production processes, obtaining precious metals from the by-products of these processes (WeLOOP, 2020).
To extract the metals from PCB derived material streams, four different methods are typically used, each with its own advantages and limitations. These are presented in Table 25.
Table 25 Description of the advantages and limitations of the four currently available methods for PCB recycling (JRC, 2023b).
Method | Advantages | Limitations |
Pyrometallurgy |
|
|
Hydrometallurgy |
|
|
Bio-hydrometallurgy |
|
|
Pyrolysis |
|
|
Most PCBs go through either pyrometallurgical or hydrometallurgical routes, depending on whether the desired metals are found dissolved in the molten portion or in the slag. Typically, base metals will be extracted using pyrometallurgical processes, whereas precious metals are extracted with hydrometallurgical processes (WeLOOP, 2020). These processes do, however, not focus on recovery of CRMs and thus most often the CRMs are wasted.
The recycling of PCBs is the most complex process, but it has the highest potential for creating environmental benefits (WeLOOP, 2020). The mass of CRMs in PCBs is low but the number high, and the economic opportunity to recycle specific CRMs is highly affected by developmental changes in concentrations. An example is silicon metal, which is found in higher concentrations in SSDs than in HDDs. As SSDs become more widespread in the industry, the economic case for recycling silicon metal will improve, whereas the economic case for REE and neodymium, which is found in higher concentrations in HDDs, will worsen.
4.5.5 Recycling process
To give a better understanding of the processes, an example from one of the big PCBs recyclers, Umicore, is given. The example is taken from the paper ‘A situational analysis of a circular economy in the data centre industry’ by WeLOOP. According to the paper, the process used by Umicore is the one that allows the highest number of elements recovered and the smallest amount of losses reported.
Umicore's integrated smelting facility in Hoboken, Belgium, is mentioned in other sources as well as the most advanced plant for recovery of CRMs from WEEE (Charles et al., 2020). This is despite the fact the plant is from 2006, and thus around 17 years old (Hagelüken, 2006).
Input from stakeholder
“One of the main challenges is to identify what kind of WEEE contains CRM or where the CRM is placed, since nowadays the recyclers don’t have any information about the wastes they receive. We don’t know anything about the materials presented in the residues, except the most common ones, iron, copper, aluminium… In addition to this, the heterogeneity of the wastes complicates the localization of CRM.” – Recycler
Umicore smelts the feed materials at 1200°C, in order to separate it into a copper bullion and lead rich slag, see Figure 18 (WeLOOP, 2020). One of the stakeholders questioned for this report, stated that the smelting process burns away some CRMs which are consequently lost. The Umicore process is, however, able to extract the CRMs antimony, bismuth, and the platinum-group metals platinum, palladium, rhodium, ruthenium and iridium. The elements antimony, bismuth platinum, palladium and ruthenium are mentioned in other sources as being present in servers and data storage products.
The recycling processes comes with an environmental burden, related to energy use as well as the use and creation of hazardous substances. Thus, the benefit of recycling needs to be compared with its environmental cost.
Figure 18. Process diagram showing the recycling processes at Umicore (Hagelüken, 2006).
In Table 26 below the CRMs recycled by Umicore is compared with the CRMs found to potentially be present in servers and data storage products. The comparison shows that only a fraction of the CRMs is recycled, and the CRMs found in highest content in the data storage devices, Neodymium for HDD and Silicon metal for SSD, is not recycled at all.
Compartment | CRM | Recycled at Umicore | |
Batteries | Cobalt | Co | - |
Lithium | Li | - | |
HDD | Dysprosium | Dy | - |
Neodymium | Nd | - | |
Praseodymium | Pr | - | |
Terbium | Tb | - | |
Chromium | Cr | - | |
Platinum | Pt | X | |
Ruthenium | Ru | X | |
SSD | Silicon | Si | - |
Tantalum | Ta | - | |
CRMs in PCB | - | ||
PCB | Magnesium | Mg | - |
Neodymium | Nd | - | |
Palladium | Pd | X | |
Silicon | Si | - | |
Platinum | Pt | X | |
Antimony | Sb | X | |
Gallium | Ga | - | |
Germanium | Ge | - | |
Tantalum | Ta | - | |
Cobalt | Co | - | |
Strontium | Sr | - | |
Dysprosium | Dy | - | |
Titanium | Ti | - | |
Tungsten | W | - | |
Connector | Antimony | Sb | X |
Beryllium | Be | - | |
Chromium | Cr | - | |
Cobalt | Co | - | |
Palladium | Pd | X | |
Silicon | Si | - | |
Table 26. List of which CRMs found in servers and data storage products, which can be recycled by Umicore.
4.5.6 Input from stakeholders
Through an involved industry organization 8 refineries were approached to get more insights into their view on the possibility of recovering more CRMs. Only one refinery replied. The reply is shown in the table below:
Statement | Please List the CRMs |
Currently recovered | Pd, Sb |
Able to recover, but do not recover due to a lack of demand | |
Able to recover, but the amount is too small to make it economically viable | |
Not able to recover as it is lost in the process of recovering something else | Be, Cr, Co, Li, Mg, Si, Dy, Nd, Pr, Tb |
Not seen as technically feasible to recover with technology currently on the market, because of its physiochemical properties | Be, Cr, Co, Li, Mg, Si, Dy |
Not aware of being present in the material you receive, and not expected to have a potential for recovery | Nd, Pr, Tb |
Not aware of being present in the material you receive, but seen as having a potential for recovery |
Table 27 Input from refinery on the potential for increased CRM recovery. The answers are based on their own recycling activities.
As the table shows the refinery recovers 2 CRMs, and the remaining 10 CRMs listed is found not to have a potential for recovery either because it is lost in the recovery of something else or because of the current technologies. The refinery was also not aware of Neodymium, Praseodymium and Terbium (three of the listed Rare Earth Elements) being present in the products they receive.
4.5.7 Identified projects and companies working with CRM recycling
Below are listed selected projects and companies working with recycling of CRMs from WEEE.
Project/company | Description |
Umicore | Global materials technology and recycling group. Brought up in literature as having employed the recycling technologies with the highest recovery rate of CRMs on the market. |
Igneo | Recycles WEEE with Palladium as the only CRM |
The Italian Flagship Project | An Italian project which has as one of its projects to create integrated technological solutions for zero waste recycling of Printed Circuit Boards (PCBs) |
Korea Zinc | Does lead and zinc refining from WEEE with Cadmium, Cobalt, Palladium and Platinum as CRM output. |
REE4EU | Is an EU funded project which produces an intermediate alloy from permanents magnets, in order to facilitate recycling of the REEE contained within |
UrbanGold | Develops and designs new metallurgical recycling processes for close material loops |
REEPRODUCE | The REEPRODUCE project aims to establish a European REEs-based permanent magnets recycling value chain at industrial scale |
Revac | Revac AS is among the largest companies in Europe within the treatment of e-waste (electrical and electronic appliances/products) |
Aurubis | They process complex concentrates and recycled raw materials into metals of high purity. In addition to the core metal copper, these include precious metals such as gold, silver and platinum group metals, but also metals such as lead, nickel, tin, zinc and selenium. |
Indumetal | Indumetal Recycling is of the main players in the recycling of electrical and electronic equipment (WEEE) and complex scrap in Europe |
Terra Nova Development | Develops and industrializes processes for the recovery of metals contained in electronic waste, batteries and certain special wastes. |
Reverse metallurgy | The aim of the "Reverse Metallurgy" project is to create, in Wallonia, an internationally recognized platform for industrial, technological and scientific excellence in the field of recycling |
JGI Hydrometal | Provides recycling solutions for the recovery of non-ferrous metals |
Weee Metallica | Runs an industrial facility exclusively dedicated to printed circuit board recycling |
Table 28 Identified projects and companies working with CRM recycling.
4.5.8 Economy of recycling
For various materials including several CRMs, recovery do not take place because the recycling processes are not deemed economically feasible with current technologies (JRC, 2023b). The study assessed the feasibility of the recycling for a number of key components and CRMs typically found in ICT products, a selection of these is shown in Table 29. The information in the table is not specifically for Neodymium magnets and PCBs in servers and data storage devices, but it is assumed that the listed content and economic feasibility would also be applicable to servers and data storage devices.
Source component | CRM | Currently economically feasible |
Nd-magnets | Nd, Pr, Dy, Gd, Tb | No |
PCBs | Au, Ag, Bi, Pd, Sb | Yes |
Table 29. Feasibility of recycling a number of key components and CRMs typically found in servers (JRC, 2023b).