2. Automatic Combustion Control: A Primary Measure
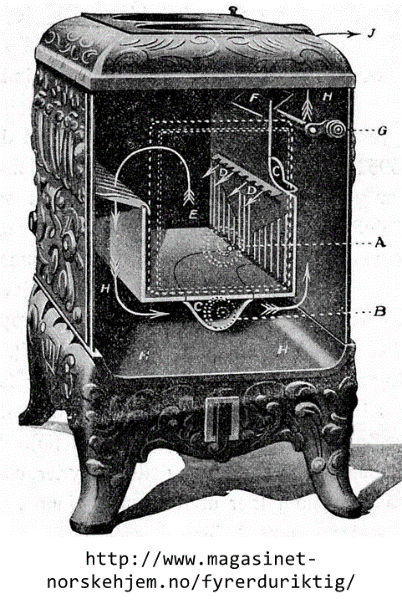
This section first offers some lost history of automated stoves and two-stage combustion for the uninitiated. Even at the turn of the 20th century, people, in general, were concerned about the cost of heating their homes. The most typical stove in those days was the “all-burning” coke stove, which would be filled with coke and then ignited at the top. It would burn all night. Usually, it was the women’s responsibility to keep the stoves in each room burning. Unsurprisingly, Prof. Adolf Watzinger at NTH (Norges Tekniske Høgskole) invented an automated stove in 1927 to ease their work (Digitalarkivet, 1927). People then cared less about emissions and more about the efficiency and ease of operation. The automated stove could burn for more than 24 hours without intervention. Another innovation around the same time was the use of secondary pre-heated combustion air, as in Bjørnovnen from Drammen Ironworks (Lid, 1940), though the stoves were still missing the insulated combustion chamber.
In 2025, Ecodesign suggested that ACC should become mandatory on all new stoves, a suggestion that presumably comes from studying the Blauer Engel (Blauer Engel, 2020) certification. This sent a kind of a shockwave through the stove manufacturing industry.
Adolf Wilhelm Josef Watzinger (born 10 June 1879 in Darmstadt in the Grand Duchy of Hesse in the German Empire, died 13 September 1959 in Trondheim, Norway). He was a mechanical engineer, dr.ing. 1909, educated at the college in Darmstadt and at the University of Geneva. He was appointed as a professor of machine learning at the Norwegian Technical University in 1909 as the very first professor at the university.
Figure 1: An early automated stove for coke combustion
Figure 2: An early stove with staged combustion
Description of Technology
In Europe, fully automated stoves have been on the market for some time—for example, RIKA (AU) since 2007 (RIKA Rikatronic, 2025) and HWAM (DK) since 2012 (HWAM, 2025)—and are beginning to gain wider recognition amongst consumers and distributors. The Rikatronic technology (now Rikatronic4 as the latest version) was introduced by RIKA of Austria in 2007; it integrates temperature sensors and electronics to control the air supply and advises when another wood log should be put on the fire through a light visible at the front of the fireplace. This seems to be the most advanced technology for a batch fed or manual wood log burner in terms of automating the reloading and ensuring optimum firebox temperatures for reducing emissions. RIKA controls the primary and secondary air input via flap valves, using the temperature signal from a strategically placed thermocouple to control the amount of air. Recently, RIKA has added the possibility of automated ignition. Ignition through the touch of a button is achieved using a heated resistance and the so-called RIKA eco-lighters. Ignition is performed from below the wood logs. The average electrical power consumption is about 4 Watt in heating operation and approximately 150 Watt during automatic ignition. HWAM, in addition to being a fully automated solution, applies sensors for both temperature and oxygen to control three airflows to distinct parts of the stove. HWAM also has a cheaper mechanical solution based on a bi-metallic coil that acts as a heat-sensitive thermostat. The mechanical solution is delivered as standard, while the fully automated system can be added as an option for an additional cost. Several other manufacturers also apply mechanical combustion control.
At laboratory conditions, ACC shows reduced emissions of particulate matter by 60%–95% and carbon monoxide and organic gaseous carbon by 50%–80% (Mandl, C., 2017; IEA Task 32, 2022, Oregon State University, 2025) by optimizing the combustion air through the different stages of combustion, thus eliminating user-induced errors. The latter being a major reason for high emissions in manually operated stoves. Sensors monitor temperature and flue gas composition. Actuators adjust air supply dynamically during ignition, steady burn, and char burnout phases. Control algorithms optimize combustion conditions in real time, reducing emissions spikes during reload and startup. Primary, secondary, and purge air streams are controlled to match combustion needs. Table 1 lists some differences affecting the efficiency and emissions between manual and automated stoves (SusWoodStoves).
Aspect | Manual Combustion, BAT 2024 | Automated Combustion Control |
Thermal Efficiency | 75%–85% (stoves with heat storage cap. have higher eff.) | 80%–88% |
Particulate Matter (PM) | Very user-dependent, 20–120 mg/m³ | Reduced by 60%–95% |
Carbon Monoxide (CO) | Very user dependent, 900–2000 mg/m3 | Reduced by 50%–80% |
Organic Gaseous Carbon (OGC) | Very user dependent, 40–400 mg/m3 | Reduced by 12%-55% |
Air-Supply Regulation | Manual, often suboptimal | Dynamic, sensor-based, phase-specific |
Combustion Phases | Poorly controlled | Optimized for ignition, pyrolysis, burnout |
User Influence | High (loading, timing, air settings) | Low (system adapts automatically) |
Maintenance of Optimal Burn | Difficult | Consistently maintained |
Retrofit Possibility | Not applicable | Some systems can be retrofitted |
Environmental Impact | Higher emissions, lower efficiency | Lower emissions, higher efficiency |
Table 1: The differences between manual BAT and automated stoves, acc. to NS 3058-1/2:1994
At SINTEF Energy, we have studied ACC since 2017 (AEOLUS/AEOLUS+), developing such solutions for the Norwegian industry partners through various national projects. During the experiments, either of the two test standards (a method and a procedure)—the European one (NS-EN16510-1:2022, 2022; in progress) or the national test standard (NS 3058-1/2:1994 and NS3059:1994, 1994; discontinued) – were applied. The work involved testing a representative clean-burning cast-iron wood stove operated in either manual (Figure 3 a1, a2) or automatic (Figure 3 b1, b2) air-control mode, both according to the mentioned standards. During the testing, we also adapted both standards towards more real-life operation with natural draft by varying the ignition procedure, wood species (birch, spruce, and pine), amount of fuel, log size, and moisture content.
Applying ACC using an in-house regulation strategy reduced the particulate matter (PM) by 66% when tested according to the Norwegian test method. Using the European test method, automation increased the efficiency by 8% and decreased PM, CO, and organic gaseous compounds (OGC) by 12%, 34%, and 55%, respectively. At low burn rates with birch, automation reduced PM by 4% and CO by 61% for a 1.2 kg fuel load, compared to nominal and high fuel loads with birch. For a 1.8 kg fuel load, automation resulted in even higher reductions in PM, CO, and OGC of 68%, 52%, and 82%, respectively. Automation also substantially decreased CO (70%) emissions when burning briquette presses. End-user operation—such as ignition from a cold stove and the use of fuels with varying properties, as in PMB—caused significant variation in emissions during the ignition period.
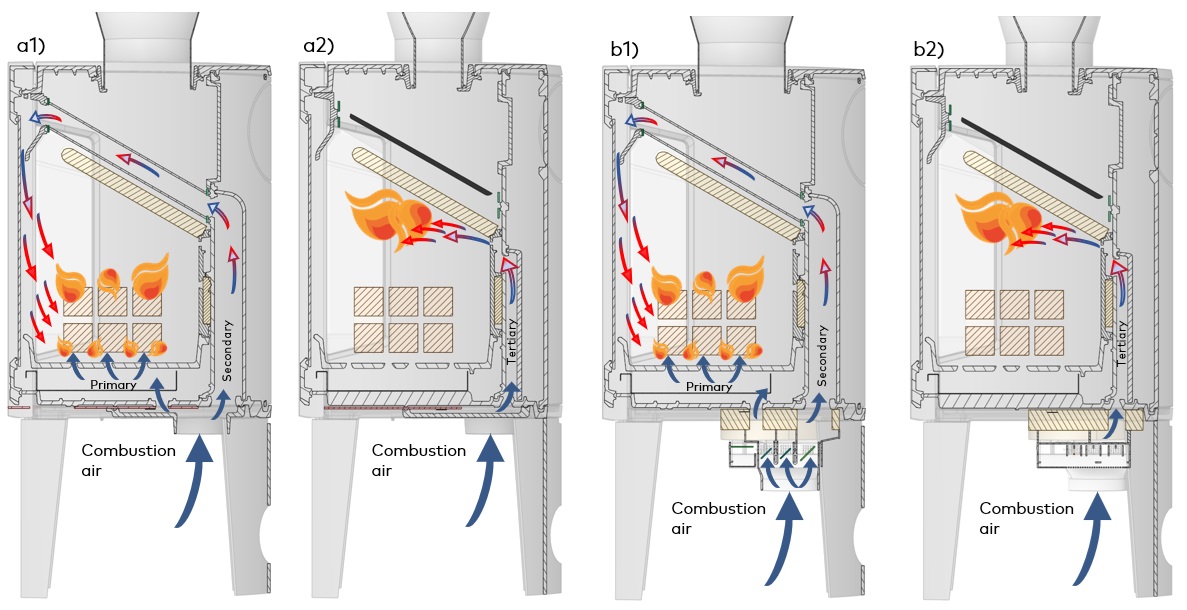
Figure 3: Typical cast-iron clean-burning wood stove used in Scandinavia, manual and automated versions: a1) manual valves, primary and secondary air channels; a2) tertiary air channels; b1) automatic valves, primary and secondary air channels; b2) tertiary air channels.
Consistently good ignition, according to the Norwegian standard, can be achieved by ensuring that the fuel catches fire before the door is closed and/or by reducing the primary/secondary air flows. Compared to correct ignition, bad ignition due to over- or under-firing and dense stacking can produce at least twice as much PM and CO and 3–4 times the OGC. No significant differences in emissions were found when comparing birch, spruce, and pine for wood with equal moisture content. However, burning pine produced higher emissions of total carbon particles—both elemental and organic—at comparable levels to poor ignition.

Figure 4: ACC integration by HWAM, three-way air distribution
ACC systems commonly use electronic valve regulation of two or three combustion air inlets and at least one temperature sensor at the stove flue gas outlet for feedback. An example is the HWAM SmartControl. The device shows how the company integrated the air distribution box with the electronics (behind a side-panel; see Figure 4), easily adaptable to most of the company’s models. The lambda sonde and the thermocouple are placed at the top at the stove outlet.
ACC systems are specific for each manufacturer with specific integration and specific in-house control strategies, additional temperature sensors, and an additional lambda sensor (O2 concentration). Lambda sensors are expensive and require constant heating (using much more energy than the remaining components, 10–15 W). Control strategies can vary widely, from sophisticated algorithms that analyze past performance to predict optimal actions, to simpler approaches aimed at achieving desired results in real time. Other strategies are quite simple and may, for example, use just a tuned PID regulation strategy.
ACC is normally designed with multiple heat output settings, normally from low to high, and sometimes controlled by signals from a room thermostat. These conditions should preferably be tested as part of the type testing process to ensure proper operation during actual use. The European Standard EN 16510 allows manufacturers to determine the amount of wood used during testing, which is significantly lower compared to other standards, such as the Norwegian NS 3058 or those used in the US, Canada, Australia, and New Zealand.
Table 4 provides a list of the European manufacturers who can provide ACC solutions, most of which are tightly integrated internally into the stove design. Only a few stove-independent systems have been proposed so far, for example, the one proposed by Timpex (Timpex, 2025). This system is easily adaptable (Figure 5), though it can regulate only the total amount of combustion air. Emission reductions and efficiency increase have not been specified, though the manufacturer claims a 30% reduction in wood consumption.

Figure 5: Easily adaptable solution from Timpex (CZ)
Financial Considerations
Stoves equipped with ACC cost more upfront than manual models do because they integrate electronic sensors and computer controls for more efficient, precise combustion, but they offer better fuel efficiency and environmental performance, which can lead to lower operating costs over time. Costs vary by manufacturer, but manual stoves have lower initial expenses for simpler design and operation. Manufacturers should be cautious not to overprice their new ACC stove systems to avoid too large a gap between these products and, for example, heat pump solutions. As exchanging old stoves for new ones is the most efficient way to reduce emissions from wood burning, new stoves with ACC must not become too expensive compared to the manual ones to avoid excluding most common people. Otherwise, most consumers might opt for a new manual one or a heat pump.
The cost of ACC solutions varies widely, but a complete system typically ranges €3000
HWAM supplies most of its standard stoves with mechanical regulation using a bi-metal mechanism called Autopilot. The manufacturer offers the option to retrofit with an electronic ACC system called SmartControl. The cost of retrofitting is around €1500.