
- Full page image w/ text
- Table of contents
- Foreword
- Summary
- Sammenfatning
- Glossaries
- 1 Introduction
- 1.1 Background and objective
- 1.2 Approach
- 2 Circular Economy (CE) and Best Available Techniques (BAT)
- 2.1 Circular Economy (CE) in relation to ash management
- 2.2 The importance of waste classification in relation to CE
- 2.3 The IED and BAT in relation to incineration/combustion residues and CE
- 3 Combustion processes: Fuels and solid residues
- 3.1 Fuels to be considered
- 3.2 Solid residues from combustion of biomass and peat
- 3.2.1 General overview
- 3.2.2 Composition and classification of biomass ashes
- 3.2.3 Production of biomass and peat combustion residues in the Nordic countries and regions
- 3.3 Solid residues from incineration of waste
- 3.3.1 General overview
- 3.3.2 Residues from grate combustion of MSW, including RDF
- 3.3.3 Production of MSW incineration residues in the Nordic countries and regions
- 3.4 Solid residues from incineration of wastewater treatment sludge
- 3.4.1 General overview
- 3.4.2 Types and properties of solid residues from incineration of wastewater treatment sludge
- 3.4.3 Production of wastewater treatment sludge ash in the Nordic countries
- 4 Areas of application of combustion/incineration residues as part of Circular Economy
- 4.1 Overview of existing and potential applications
- 4.2 Biomass combustion residues
- 4.2.1 Application as a fertiliser or a soil improver
- 4.2.2 Use as unbound aggregate in earthworks
- 4.2.3 Application in cement production
- 4.2.4 Use in the production of lightweight aggregate
- 4.2.5 Current CE application of biomass ash in the Nordic countries and regions
- 4.3 MSWI bottom ash
- 4.3.1 Recovery and recycling of elemental metal from MSWI bottom ash
- 4.3.2 Recovery and application of the mineral fraction of MSWI bottom ash in road construction
- 4.3.3 Use of the mineral fraction of MSWI BA as aggregate in hydraulically bound applications
- 4.3.4 Use of the mineral fraction of MSWI BA as aggregate in bitumen bound applications
- 4.3.5 Application of the mineral fraction of MSWI BA as an admixture in cement manufacturing
- 4.3.6 Application of the mineral fraction of MSWI BA as a cover material at landfills
- 4.3.7 Current CE application of MSWI bottom ash in the Nordic countries
- 4.4.1 Extraction of metals from fly ash
- 4.4.2 Recovery of salts from fly ash and flue gas cleaning residues
- 4.4.3 Recovery of gypsum from the flue gas cleaning process for the production of plaster boards
- 4.4.4 Application of fly ash and flue gas cleaning residues as unbound aggregate
- 4.4.5 Application of fly ash and flue gas cleaning residues as bound aggregate in concrete
- 4.4.6 Application of fly ash and flue gas cleaning residues for the production of glass-ceramics
- 4.4.7 Application of fly ash and/or flue gas cleaning residues in cement production
- 4.4 MSWI fly ash and gas cleaning residues
- 4.4.8 Placement of fly ash and flue gas cleaning residues in landfill-like cavities classified as utilisation
- 4.4.9 Current CE application of MSWI fly ash and flue gas cleaning residues in the Nordic countries and regions
- 4.5 Ash from incineration of wastewater treatment sludge
- 4.5.1 Recovery of phosphorous from WTS ash
- 4.5.2 Application of WTS ash as a fertiliser
- 4.5.3 Application of WTS ash for production of mineral wool
- 4.5.4 Current application of ash from combustion of wastewater treatment sludge in the Nordic countries and regions
- 5 Brief overview of relevant legislation
- 5.1 EU legislation
- 5.1.1 Overview of potentially relevant EU legislation
- 5.1.2 The Industrial Emissions Directive and associated BREFs and BATCs
- 5.1.3 The Waste Framework Directive and associated legislation
- 5.1.4 The POPs Regulation
- 5.1.5 The REACH Regulation and the CLP
- 5.1.6 The Construction Products Regulation (CPR)
- 5.1.7 Regulation (EU) No 2019/1009 on the rules on the making available on the market of EU fertilising products
- 5.1.8 The Waste Shipments Regulation
- 5.1.9 The Water Framework Directive
- 5.2 National legislation relevant for potential CE applications of combustion residues
- 5.2.1 Denmark
- 5.2.2 Finland
- 5.2.3 Sweden
- 5.2.4 Norway
- 5.2.5 Iceland
- 5.2.6 Greenland
- 5.2.7 Faroe Islands
- 5.2.8 Åland
- 6 Treatment techniques to enable CE solutions for combustion/incineration residues
- 6.1 Introduction to treatment of ashes/residues
- 6.2 Treatment techniques for biomass ash
- 6.3 Treatment techniques for MSWI bottom ash
- 6.3.1 General
- 6.3.2 Recovery of metals
- 6.3.3 Recovery of the mineral fraction
- 6.4 Techniques for treatment of MSWI fly ash and FGCr
- 6.4.1 General
- 6.4.2 Formation and subsequent use of MSWI gas cleaning gypsum in the production of plaster boards
- 6.4.3 Neutralisation and placement in landfill-like cavities
- 6.4.4 O.C.O
- 6.5 Techniques for treatment of wastewater treatment sludge ash
- 6.5.1 General overview
- 6.5.2 Use for recovery of phosphorous
- 6.5.3 Use as a secondary raw material for the manufacture of stone wool
- 7 Proposals of BAT that can support Circular Economy applications of combustion residues
- 7.1 Main criteria for selection of BAT proposals
- 7.2 Format of the description of BAT examples
- 7.3 Proposed BATs
- References
- Annex A: Use of biomass as a forest fertiliser
- Annex B: Use of biomass ash as a stabiliser in earth constructions
- Annex C: Separation and utilisation of metals from quenched municipal solid waste incineration bottom ash
- Annex D: Separation and utilisation of the mineral fraction of municipal solid waste incineration bottom ash
- Annex E: Acid washing of fly ash and flue gas cleaning residues from MSW incineration and recovery of metals and/or salts
- Annex F: Utilisation of MSWI gas cleaning gypsum in the production of plaster boards
- Annex G: Recovery and utilisation of wastewater treatment sludge ash for the manufacturing of stone wool
- Annex H: Swedish composition data on bottom ash and fly ash from combustion of wood
- About this publication
MENU
Contents
This publication is also available online in a web-accessible version at https://pub.norden.org/temanord2022-542.
Foreword
The Nordic Working Group on Circular Economy (NCE) and its subgroup, the Working Group on Best Available Techniques (BAT), under The Nordic Council of Ministers have commissioned a Nordic expert team led by Danish Waste Solutions ApS to prepare a study on BAT for management of bottom ash and fly ash in a circular economy in the Nordic countries and regions.
The objective has been to contribute information about techniques, measures, and procedures for the management of combustion/incineration residues. The information shall strengthen the building of knowledge and must be broadly applicable within the field of waste management and combustion/incineration in order to reduce impacts on human health and the environment and to strengthen a circular economy. The study shall result in a presentation of a technical overview showing current technologies, measures and procedures within the Nordic countries. The technical overview shall be an objective compilation of information which can function as the basis for an assessment of what can be considered BAT in the Nordic countries and regions.
The following project team has carried out the study and compiled the report:
- Ole Hjelmar, Danish Waste Solutions ApS, Denmark (Project Manager)
- Jiri Hyks, Danish Waste Solutions ApS, Denmark
- Kirsi Korpisjärvi, VTT, Finland
- Margareta Wahlström, VTT, Finland
- Raul Grönholm, SYSAV Utveckling AB, Sweden
The project work has been followed and supported by a Steering Group consisting of the members of the Nordic BAT Working Group:
- Elin Sieurin, Naturvårdsverket, Sweden (Chairperson)
- Kaj Forsius, Finnish Environment Institute, SYKE, Finland
- Helle Marie Fagerli, Miljødirektoratet, Norway
- Mette Lumbye Sørensen, Miljøstyrelsen, Denmark
- Hulda Jonasdottir, Umverfisstofnun, Iceland
- Mikael Stjärnfelt, Ålands Miljö- och Hälsoskyddsmyndighet, Åland
- Suni Petersen, Umhvørvisstovan, Faroe Islands
Summary
A study on Best Available Techniques (BAT) for combustion and incineration residues in a Circular Economy has been carried out for the BAT group under the Nordic working group for Circular Economy (NCE) within the Nordic Council of Ministers by Danish Waste Solutions in co-operation with VTT in Finland and SYSAV Utveckling AB in Sweden.
Thermal power plants and/or solid waste incinerators provide power, heat and waste management in most of the Nordic countries and regions, but they also produce substantial amounts of combustion/incineration residues (bottom ash, fly ash, flue gas cleaning residues) that must be further managed. Substantial amounts of the residues have been and are still being landfilled, but there are increasing efforts to recover and recycle the residues without causing unacceptable impacts on the environment. These efforts are very much in line with the EU Circular Economy action plan that aims to reduce the pressure on natural resources and encourages sustainable consumption, waste prevention and recycling of resources. Many of the residues contain potentially hazardous substances, and it may therefore be necessary to treat them before they can be utilised for various purposes and/or to set conditions for the use of the treated or untreated residues that prevents harmful effects on the environment or human health. This study provides an overview of applications, treatment techniques and regulatory conditions that are or can be relevant for some of the combustion and incineration residues in the Nordic countries and regions.
Many of the power plants and incinerators in the Nordic countries are large enough to be covered by the Industrial Emissions Directive and the associated BREFs and BATCs. In the context of combustion and incineration residue management, the LCP BATC, the WI BATC and the WT BATC that sets the Best Available Technique (BAT) conditions to be complied with are relevant. However, only a few of the current BAT conclusions related to residue management are directly addressing Circular Economy solutions. It has therefore also been an objective of this study to propose BAT conclusion candidates for combustion/incineration residue management and treatment that will support Circular Economy.
The study has focused on the residues from combustion/incineration of three types of fuel, namely:
Biomass (primarily wood but also straw)
Municipal solid waste
Wastewater treatment sludge
Large amounts of biomass residues (bottom ash and fly ash) are produced in Denmark, Finland, Sweden and Norway. A smaller amount is produced in Åland, and practically no biomass is mono-combusted in Iceland, Greenland and the Faroe Islands. The most important use of biomass ash from mono-combustion of biomass is as a fertiliser which requires little or no treatment. This and other uses are discussed.
Municipal solid waste incineration plays a major role in waste management in Denmark, Finland, Sweden and Norway and a minor role in Iceland, the Faroe Islands and Greenland. There are no MSW incinerators in Åland. Metals and a mineral fraction are recovered from MSWI bottom ash, and particularly in Denmark, where bottom ash utilisation has a long history, and Finland, and also in Sweden, but not in Norway, the mineral fraction is utilised e.g. in road construction. The fly ash and flue gas cleaning residues from MSW incineration have a higher content of potentially hazardous substances and require substantial treatment prior to (partial) utilisation. Efforts are made to develop and improve such methods in Denmark, Sweden, Finland and Norway and in countries outside the Nordic region. Some of these are described in the report.
Mono-incineration of wastewater treatment sludge takes place only in Denmark and at one new plant in Finland. The ash has a high content of phosphorous, but it has not yet been possible to find an economically and environmentally feasible process to recover the phosphorous to be used as a plant nutrient. The residues consist of two streams, electrostatic precipitator (ESP) ash and the more contaminated baghouse ash. ESP ash can be used as an alternative raw material in the production of stone wool.
The study provides a brief overview of EU legislation that may be relevant in regulating conditions throughout the chain of events from the generation of combustion/incineration residues via treatment as needed to meet the functional and environmental requirements to the end-user and application for the intended purpose. In addition, an overview of Nordic national environmental protection legislation regulating the utilisation of combustion and incineration residues that includes direct or indirect exposure of the residues to the environment is also provided.
Based on an overview of various Circular Economy application options for the residues considered and a review of associated treatment and management techniques, seven examples of BAT candidates are proposed and described in detail in the report. The proposed BATs refer to specific residues and specific roles of the residues in CE, but they may in some cases be applicable to other residues and/or other applications. The BAT examples have been chosen so as to exemplify both very simple and broadly applicable techniques and more technically complicated techniques that will be applicable only to specific types of combustion/incineration plants and/or specific types of applications.
The proposed BAT candidates are:
Biomass ash
Use of biomass ash as a forest fertiliser
Use of biomass ash as a stabiliser in earth constructions
Municipal solid waste incineration bottom ash
Separation and utilisation of metals from quenched MSWI BA
Separation and utilisation of the mineral fraction of municipal solid waste incineration bottom ash
Municipal solid waste incineration fly ash and flue gas cleaning residues
Acid washing of fly ash and flue gas cleaning residues from MSW incineration and recovery of metals and/or salts
Utilisation of MSWI gas cleaning gypsum in the production of plaster boards
Wastewater treatment sludge ash
Recovery and utilisation of wastewater treatment sludge ash for manufacturing of stone wool
Sammenfatning
Der er gennemført en undersøgelse af Bedste Tilgængelige Teknik (til daglig BAT efter det engelske Best Available Techniques) for restprodukter fra forbrændingsprocesser i relation til Cirkulær Økonomi for BAT-gruppen under den nordiske arbejdsgruppe for Cirkulær Økonomi inden for Nordisk Ministerråd. Undersøgelsen er udført af Danish Waste Solutions ApS i Danmark i samarbejde med VTT i Finland og SYSAV Utveckling AB i Sverige.
Termiske kraftværker og/eller affaldsforbrændingsanlæg producerer elektricitet og fjernvarme og håndterer affald i de fleste nordiske lande og regioner, men de skaber også en betydelig mængde restprodukter (slagger/bundaske, flyveaske, røggasrensningsprodukter), som skal håndteres. En stor del af restprodukterne er blevet og bliver fortsat bortskaffet til deponeringsanlæg, men der er stigende bestræbelser på at udvikle miljøvenlige metoder til nyttiggørelse eller genanvendelse af dele af restprodukterne. Disse bestræbelser er i god overensstemmelse med EU’s handlingsplan for Cirkulær Økonomi, som tilstræber at reducere trykket på naturlige råstoffer og tilskynder til bæredygtigt forbrug, forebyggelse af affald og genanvendelse af ressourcer. Mange af restprodukterne indeholder potentielt skadelige stoffer, og det kan derfor være nødvendigt at behandle dem, før de kan anvendes til forskellige formål, og/eller at sætte betingelser eller begrænsninger for anvendelse af ubehandlede eller behandlede restprodukter, som sikrer mod skadelige effekter på miljø eller menneskelig sundhed. I denne rapport gives en oversigt over anvendelsesmuligheder, behandlingsteknikker og lovgivning, som er eller kan blive relevante for nogle af restprodukterne fra forbrændingsprocesser i de nordiske lande og regioner.
Mange af de termiske kraftværker, kraftvarmeværker og forbrændingsanlæg i de nordiske lande er store nok til at være omfattet af EU-direktivet om industrielle emissioner (IED) og de tilhørende BREF-dokumenter og implementeringsbeslutninger for BAT-konklusioner (BATC’er). I forbindelse med håndtering af restprodukter fra forbrændingsprocesser er det LCP BATC, WI BATC og WT BATC, som definerer de lovpligtige bedste tilgængelige teknikker (BAT) for henholdsvis store kraftværker, affaldsforbrændingsanlæg og affaldsbehandling, der er relevante. Det er dog relativt få af de gældende BAT-konklusioner, der er relateret til håndtering af restprodukter, som direkte omtaler cirkulære økonomi-løsninger. Det har derfor også været en del af formålet med dette studie at opstille kandidater til BAT-konklusioner for håndtering og behandling af restprodukter fra forbrændingsprocesser, som vil kunne understøtte den cirkulære økonomi.
I dette studie er der fokuseret på restprodukter fra forbrænding af de følgende tre brændselstyper:
Biomasse (primært træ, men også halm)
Affald
Slam fra spildevandsbehandling
Der genereres store mængder restprodukter fra forbrænding af biomasse (bundaske og flyveaske) i Danmark, Finland, Sverige og Norge. En mindre mængde produceres i Åland, og stort set ingen biomasse mono-forbrændes i Island, Grønland og Færøerne. Den vigtigste anvendelse af biomasseaske fra momo-forbrænding er som gødningsmiddel i skove eller på landbrugsarealer, hvilket kræver begrænset eller ingen forbehandling. Dette og andre anvendelser diskuteres i rapporten.
Affaldsforbrænding spiller en afgørende rolle i håndteringen af affald i Danmark, Finland, Sverige og Norge, og en mindre rolle i Island, Grønland og Færøerne. Der er ingen affaldsforbrændingsanlæg i Åland. Fra slaggerne udvindes metaller og en mineralsk bundaskefraktion, og specielt i Danmark, hvor der er mange års tradition for slaggeanvendelse, og Finland, og også i Sverige, men ikke i Norge, anvendes den mineralske fraktion som aggregat i for eksempel vejbygning. Flyveasken og restprodukterne fra røggasrensning fra affaldsforbrændingsanlæg har et højere indhold af potentielt skadelige stoffer og kræver som regel en betydelig forbehandling, inden (en del) af materialet kan anvendes til forskellige formål i relation til cirkulær økonomi. Der foregår en betydelig udvikling/forbedring af sådanne behandlingsmetoder i Danmark, Sverige, Finland og Norge og i lande uden for den nordiske region. En del af disse beskrives i rapporten.
Mono-forbrænding af slam fra spildevandsrensning foregår kun i Danmark, hvor det omfatter en tredjedel af spildevandsslammet, og på et nyt anlæg i Finland. Asken fra slamforbrændingen har et højt indhold af fosfor, men på trods af en betydelig indsats er det ikke lykkedes at finde en økonomisk og miljømæssigt holdbar proces til udvinding og anvendelse af fosforen som plantenæringsstof. Restprodukterne består af to strømme, elektrofilteraske og den mere forurenede posefilteraske. Elektrofilterasken kan anvendes som et alternativt råmateriale i produktionen af stenuld.
I rapporten gives et kortfattet overblik over EU-lovgivning, som kan være relevant i forbindelse med regulering af betingelserne gennem hele kæden fra restprodukterne genereres via behandling i påkrævet omfang for at overholde funktionelle og miljømæssige krav til slutbrugeren og det tiltænkte anvendelsesformål. Desuden gives en oversigt over nordisk national miljølovgivning, som regulerer anvendelsesformer for restprodukter fra forbrændingsprocesser, som direkte eller indirekte medfører eksponering af restprodukterne til det omgivende miljø.
Baseret på oversigten over forskellige anvendelsesmuligheder i relation til cirkulær økonomi for de beskrevne restprodukter og oversigten over de tilhørende teknikker for behandling og håndtering af disse er der opstillet forslag til syv eksempler på BAT-kandidater, som er beskrevet i detaljer i Annexer til rapporten. De foreslåede BAT-kandidater omhandler specifikke restprodukter og specifikke roller for disse i den cirkulære økonomi, men teknikkerne kan måske i nogle tilfælde anvendes på andre restprodukter og/eller andre anvendelsesformer. BAT-kandidaterne er valgt med henblik på at eksemplificere både meget simple og bredt anvendelige teknikker og mere teknisk komplicerede teknikker, som kun vil være anvendelige for specifikke restprodukter og specifikke anvendelsesformer.
De foreslåede BAT-kandidater er:
Aske fra forbrænding af biomasse
Anvendelse af biomasseaske som gødningsmiddel i skove
Anvendelse af biomasseaske til stabilisering af konstruktioner i jord
Bundaske fra affaldsforbrænding
Separation og anvendelse af metal fra vandkølet bundaske
Separation og anvendelse af den mineralske fraktion fra bundaske
Flyveaske og røggasrensningsprodukter fra affaldsforbrænding
Syrevask af flyveaske og røggasrensningsprodukter og udvinding af metaller og/eller salte
Anvendelse af gips fra røggasrensning på affaldsforbrændingsanlæg til fremstilling af gipsplader
Aske fra forbrænding af spildevandsslam
Udvinding og anvendelse af aske fra forbrænding af spildevandsslam til fremstilling af stenuld
Glossaries
Acronyms
| Abbreviation | Meaning |
| ACT | Accelerated carbonation technology |
| ADR | Advanced dry recovery |
| AH | Absolute hazardous entry in the European List of Waste |
| ANH | Absolute non-hazardous entry in the European List of Waste |
| BA | Bottom ash |
| BAT | Best Available Technique |
| BAT-AELs | BAT associated emission levels |
| BAT-AEPL | BAT associated environmental performance levels |
| BFB | Bubbling fluid bed combustor/boiler |
| BREF document | Best Available Techniques Reference document |
| BSM | Bitumen-stabilised-material |
| CE | Circular Economy |
| CFB | Circulating fluid bed combustor/boiler |
| DEPA | Danish Environmental Protection Agency |
| DM | Dry matter |
| DOC | Dissolved organic carbon |
| ECS | Eddy current separator |
| EEA | European Economic Area |
| EoW | End-of-Waste |
| ESP | Electrostatic precipitator |
| FA | Fly ash |
| FGCr | Flue gas cleaning residue |
| GCG | Gas cleaning gypsum |
| IBA | Incineration bottom ash |
| IED | Industrial Emission Directive (2010/75/EU) |
| LCP BREF | Best Available Techniques Reference Document for Large Combustion Plants |
| LME | London Metal Exchange |
| LoW | European List of Waste |
| LWA | Light-weight aggregate |
| MH | Mirror hazardous |
| MNH | Mirror non-hazardous |
| MSW | Municipal solid waste |
| MSWI | Municipal solid waste incinerator |
| NET | No establish techniques |
| NFe | Non-ferrous |
| PAH | Polycyclic aromatic hydrocarbons |
| PCB | Polychlorinated biphenyls |
| PCDD | Polychlorinated dibenzo dioxins |
| PCDF | Polychlorinated dibenzo furans |
| POP | Persistent organic pollutant |
| RDF | Refuse derived fuel |
| TOC | Total organic carbon |
| UTC | Unintentional trace contaminant (e.g. used in the POP Regulation) |
| WAC | Waste acceptance criteria (generally used for waste to be landfilled) |
| WI BREF | Best Available Techniques Reference Document for Waste Incineration |
| WT BREF | Best Available Techniques Reference Document for Waste Treatment |
| WtE | Waste-to-Energy |
| WTS | Wastewater treatment sludge |
| WWT | Wastewater treatment |
Selected definitions from the Waste Framework Directive
| Word or term | Definition in EU Directive 2008/98/EC and subsequent amendments |
| Reuse | Any operation by which products or components that are not waste are used again for the same purpose for which they were conceived. |
| Recovery | Any operation the principal result of which is waste serving a useful purpose by replacing other materials which would otherwise have been used to fulfil a particular function, or waste being prepared to fulfil that function, in the plant or in the wider economy. Annex II sets out a non-exhaustive list of recovery operations [includes incineration under certain conditions with high energy efficiency]. |
| Material recovery | Any recovery operation, other than energy recovery and the reprocessing materials that are to be used as fuels or other means to generate energy. It includes, inter alia, preparing for reuse, recycling and backfilling. |
| Recycling | Any recovery operation by which waste materials are reprocessed into products, materials or substances whether for the original or other purposes. It includes the reprocessing of organic material but does not include energy recovery and the reprocessing into materials that are to be used as fuels or for backfilling purposes. |
| Preparing for reuse | Checking, cleaning or repairing recovery operations by which products or components of products that have become waste are prepared so that they can be re-used without any other pre-processing. |
| Backfilling | Any recovery operation where suitable non-hazardous waste is used for the purpose of reclamation in excavated areas or for engineering purposes in landscaping. Waste used for backfilling must substitute non-waste materials, be suitable for the aforementioned purpos-es, and be limited to the amount strictly necessary to achieve those purposes. |
| Treatment | Recovery or disposal operations, including preparation prior to recovery or disposal |
| Disposal | Any operation which is not recovery even where the operation has as a secondary conse-quence the reclamation of substances or energy. Annex 1 [in the Waste Framework Di-rective] sets out a non-exhaustive list of disposal options [landfilling is one]. |
1 Introduction
1.1 Background and objective
Large amounts of combustion residues, i.e., bottom ash, fly ash and acid gas cleaning residues, are produced annually in the Nordic countries. Although parts of the combustion residues are recovered and recycled or utilised for beneficial purposes today, substantial amounts of the residues, particularly fly ash and acid gas cleaning residues, are disposed by landfilling. Due to limitations on landfill space and changes in landfill strategies, that will not be possible to the same extent in the future. In addition, landfilling is not an optimal management solution for waste in a Circular Economy. Metal containing sub-stances and other potentially hazardous substances may, however, challenge or constitute obstacles to increases in the recycling or utilisation of combustion residues.
The purpose of the study is to present a technical overview showing current established or experimental technologies, measures and procedures for the management of combustion residues that can support Circular Economy policies within the Nordic countries. The technical overview shall be an objective compilation of information which can function as the basis for an assessment of what can be considered BAT (best available techniques) in the Nordic countries. Several proposals of BAT for the treatment and recycling of combustion residues in support of the Circular Economy are subsequently presented. Residues produced by pyrolysis of wood, forest waste, packaging waste and plastics and gasification of tyres and shredder waste are not considered in this project. Only fuels that result in solid residues (e.g., ash) upon combustion are considered in this context. Oil and gas are therefore excluded since they do not form solid combustion residues Because of the current rapid decommissioning of coal-fired power plants, coal fly ash and coal bottom ash are also excluded from this study. Based on the amounts produced, distribution within the Nordic countries and regions, availability of information and potential for inclusion in the circular economy, residues from combustion of three types of fuel were selected for this study: Biomass combustion ash, municipal solid waste incineration residues and residues from incineration of wastewater treatment sludge.
1.2 Approach
Chapter 2 introduces Circular Economy (CE) in relation to ash or combustion residue management and points out the importance of classification of waste as hazardous or non-hazardous in relation to CE options for combustion residues. The Industrial Emissions Directive (IED) and the concept of BAT are introduced with particular reference to the Best Available Techniques Reference Documents (BREFs) on Large Combustion Plants, Waste Incineration and Waste Treatment.
Chapter 3 presents the three selected main types of fuel from which combustion/incineration residues have been chosen for consideration in this project: Biomass and peat, waste, and wastewater treatment sludge. The main types of residues (bottom ash, fly ash, flue gas cleaning residues) that occurs from the combustion of biomass, incineration of waste (mostly MSW), and combustion of wastewater treatment sludge and their characteristic properties are described. Information on the amounts of each type of residue produced in each of the Nordic countries and regions has been obtained or estimated to the extent possible.
Chapter 4 presents several potential Circular Economy applications of each of the different types of residues identified in Chapter 3. Each application is described and if available, the functional criteria for that particular application are given. An evaluation of the feasibility of each application is given, inter alia in terms of “well established in full (commercial) scale”, “tested in large or pilot scale” and “possible sporadic application or R&D stage”. To the extent possible, overviews are given of the degree of application of the different residues in each of the Nordic countries and regions.
Chapter 5 provides a brief overview of the EU legislation that may be relevant in regulating conditions throughout the chain of events from a combustion residue is produced until it has been treated as needed to meet the functional and environmental requirements and has reached its end-user and been applied for its intended purpose. A similar overview is given of relevant national environmental protection legislation addressing criteria and conditions of CE application of combustion residues in the Nordic countries (and regions).
Chapter 6 provides descriptions of various treatment or management techniques that can be or are being applied to the different combustion residues to prepare them for use for the applications described in Chapter 4 while meeting the environmental requirements, some of which are described in Chapters 4 and 6.
Chapter 7 presents the criteria for selecting a proposal of BAT solutions for treatment and management of some of the residues for selected CE applications. Seven case proposals are presented and subsequentially described and assessed in terms of the headings that are generally used to assess BAT in the BREFs. The detailed descriptions of each case are delegated to annexes.
2 Circular Economy (CE) and Best Available Techniques (BAT)
2.1 Circular Economy (CE) in relation to ash management
To help the transition from a linear economic model to a more circular economy, where resources are used in a more sustainable way, as part of the CE Package (EU COM 2015a) the European Commission published an Action Plan for CE, called “Closing the Loop (EU COM 2015b). As described by Dahlbo et al. (2021), the 2015 Action Plan states: “The Commission will include guidance on best waste management and resource efficiency practices in industrial sectors in Best Available Techniques reference documents (BREFs)[1]This will take place in the context of the regular planned reviews of the BREFs and will issue guidance and promote best practices on mining waste."
Dahlbo et al. (2021) continues: The objectives for circular economy were expanded with the second Circular Economy Action Plan (CEAP) published in March 2020 (EU COM 2020a). This plan focuses on circular and sustainable products, circularity in production processes, as well as the waste phase. With respect to the manufacturing processes, it says that: “In synergy with the objectives laid out in the Industrial Strategy[2]For more information on the HAZBREF project see: http://www.syke.fi/projects/hazbref, the Commission will enable greater circularity in industry by: assessing options for further promoting circularity in industrial processes in the context of the review of the Industrial Emissions Directive, including the integration of circular economy practices in upcoming Best Available Techniques reference documents.” The recent Circular Economy Action Plan re-emphasises the role to be played by the IED and the BREFs (see section 2.3) by “assessing an option for further promoting circularity in industrial processes in the context of the review of the industrial Emissions Directive, including the integration of circular economy practices in upcoming Best Available Techniques reference documents” (EU COM 2020b).
The CEAP is one of the main building blocks of the European Green Deal, Europe’s new agenda for sustainable growth. The EU’s transition to a Circular Economy (CE) aims to reduce pressure on natural resources and create sustainable growth and jobs. It is also declared a prerequisite to achieving the EU’s 2050 climate neutrality target and halting biodiversity loss.
The new action plan announces initiatives along the entire life cycle of products. It targets how products are designed, promotes CE processes, encourages sustainable consumption, and aims to ensure that waste is prevented and the resources used are kept in the EU economy for as long as possible.
In a Circular Economy, raw materials are not taken out of their cycles, they remain in the economy for as long as possible through efficient and smart use. Their value is also preserved by optimising their re-use or recycling. The CE objectives are strongly linked to the Waste Hierarchy presented in the Waste Framework Directive (see Figure 2.1), emphasising waste prevention (not relevant here), reuse, and recycling. In this context it can also be mentioned that waste regulation has recently been revised; new targets for minimum recycling or material recovery have been introduced for municipal waste thus affecting municipal waste management and in turn, e.g., material recovery from MSW incineration ashes. See the Glossary for definitions.
Footnotes
- ^ This will take place in the context of the regular planned reviews of the BREFs
- ^ For more information on the HAZBREF project see: http://www.syke.fi/projects/hazbref

Figure 2.1 The Waste Hierarchy as described in the Waste Framework Directive. Based on https://ec.europa.eu/environment/topics/waste-and-recycling/waste-framework-directive_en
In some cases, the CE goals for wastes may conflict with other strategies, especially the non-toxic environment (zero pollution ambition strategy). It is therefore crucial when looking to fulfil CE goals to ensure that potentially hazardous substances are not spread into the environment, and that hazardous streams are taken out of the loop (e.g. by way of treatment) and not recycled. The management and application of ashes must also fulfil the legislative requirements set for wastes and products (e.g. transport of waste, environmental and health protection requirements, technical requirements in constructions). The goals of CE should not be confused with the climate strategy emphasising products or activities with low carbon emissions.
Several indicators for CE actions have been presented in the literature. Many of the indicators (e.g. sharing, repair) are neither relevant nor suitable for ash management. Some CE criteria and indicators (modified from the EC monitoring framework for the Circular Economy[1]https://ec.europa.eu/transparency/documents-register/detail?ref=COM(2018)29&lang=en (Accessed: 2022, April 11)) are presented in Table 2.1.
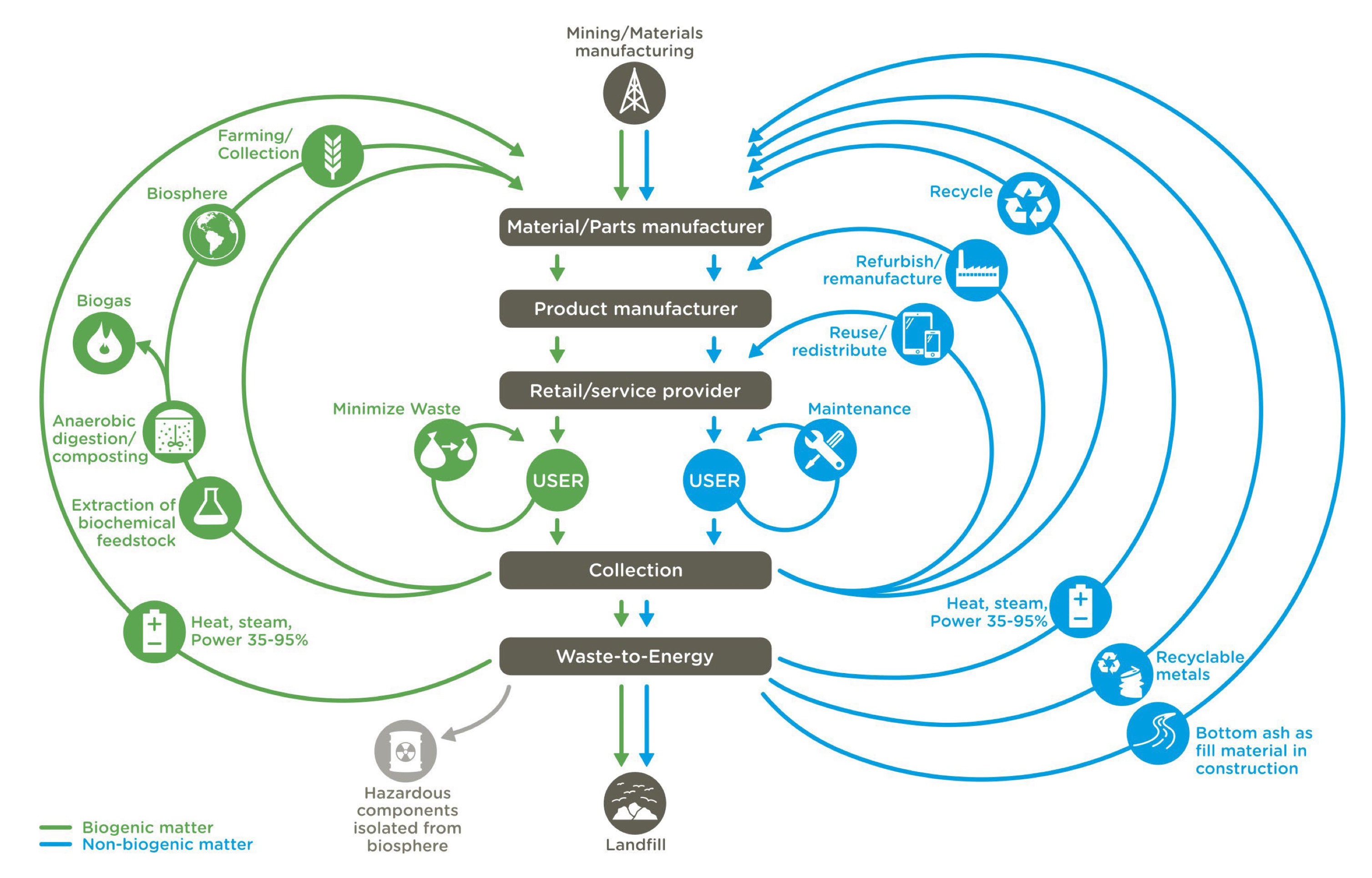
Figure 2.2 shows how the International Solid Waste Association (ISWA) depicted waste incineration and incinerator bottom ash (IBA) management in relation to Circular Economy in 2015.
Footnotes
- ^ https://ec.europa.eu/transparency/documents-register/detail?ref=COM(2018)29&lang=en (Accessed: 2022, April 11)
Table 2.1 CE indicators relevant for ash management.
| CE objectives | CE indicator | Examples of interventions/actions |
| Waste prevention (reduced use of resources) | Increased lifespan of products (production of durable products/constructions from ashes) | Design of durable constructions (e.g., improving ash quality by different technologies for achieving good quality characteristics of ash-es, e.g. ADR). This means products or components or applications that withstand degradation during the prevailing use conditions, such as products with sufficient strength. The durability of components directly influences the end-product’s lifetime. |
| Increasing recycling rates | Use of waste as a resource substituting virgin materials | Return of nutrients to the forest Use of ash as a source of elements/substitution (e.g. P) and use of MSW bottom ash as an aggregate in road construction instead of natural aggregates |
| Use of high content of waste-derived/recycled materials in new products | Metal recovery from MSWI ash High-grade products and use of high content of recyclables in applications (e.g., use of FGC gypsum in new plasterboards | |
| Replacement of virgin materials | Use of fillers in concrete, asphalt, backfilling | |
| Use of recyclable materials (and solutions for increasing recyclability) | Recyclability of materials enabling solutions for easy recyclability- (potentially easy separability of recyclable materials) | Use of material passports enabling data information on waste characteristics |
With reference to Figure 2.2, Kahle et al. (2015) point out that the inclusion of incineration residues in CE results not only in the utilisation of IBA and recovery of metals from the IBA – and thereby replacing natural resources, but also must include isolation of hazardous components such as e.g. mercury from the biosphere. It is important to realise this requirement on CE: As long as products and hence waste contain hazardous substances – that may even be substantially enriched in waste streams like fly ash and flue gas cleaning residues – it will be necessary to destroy or partly remove these substances from the fraction of residues to be entering the CE. Techniques for treatment of combustion/incineration residues containing undesired substances at levels that can be potentially harmful to the environment or human health if the residues are used untreated, will therefore in general result both in a stream suited for CE purposes and one or more reject streams that must be fully or partly isolated from the biosphere, e.g. by landfilling.
The desired contribution of management of the various ash or combustion residues produced in the Nordic countries to CE will be to recycle them to the extent possible (within the above-mentioned limits) for applications where they replace or supplement virgin materials without sacrificing the technical, environmental health protection and legal requirements associated with the application. This may require that the quality of the residues is optimised during production (e.g. under BAT conditions) and/or undergo treatment after production under conditions that may also be described as BAT or potential future BAT conditions. Contributing to CE will have the effect of moving the residues upward in the Waste Hierarchy. In the future, it could be envisioned that the CE indicators would be integrated into relevant BAT decisions. At present, the risks associated with direct environmental impacts of recycling of waste, including combustion residues, are mostly regulated at a national level.
Figure 2.2 ISWA’s conception of Circular Economy in relation to waste incineration and IBA and metal recovery (Kahle et al., 2015).
In this project, some of the main areas of recycling of some of the main combustion residue types produced in the Nordic countries and the functional and legal requirements to be met by the residues as well as various treatment techniques that may be needed to achieve this will be described and assessed in view of CE indicators and BAT.
2.2 The importance of waste classification in relation to CE
The EU Commission Decision 2000/532/EC introduces the European List of Waste (LoW), which is a classification system used within the EU for permitting and supervision in the field of waste generation and management. In its current consolidated version, the LoW contains more than 840 entries distributed over 20 chapters, mainly according to the source of the waste. There are three types of entries in the LoW:
- “Absolute hazardous entries” (AH);
- “Absolute non-hazardous entries” (ANH); and
- “Mirror entries”.
Wastes assigned to AH cannot be allocated to non-hazardous entries and are hazardous without any further assessment. Analogically, wastes assigned to ANH cannot be allocated to hazardous entries and are non-hazardous without any further assessment. In the case of “Mirror entries”, waste from the same source might under the LoW be allocated to a mirror hazardous entry (MH) or a mirror non-hazardous entry (MNH) depending on the specific case and the composition of the waste.
To assign residues with mirror entries in the LoW to MH or MNH codes, it must be determined if they possess or exhibit one or more, of 15 hazardous properties, HPs, as stipulated in Commission Regulation (EU) No 1357/2014 and Council Regulation (EU) 2017/997. If they do, they are assigned to MH codes, if they do not, they are assigned to MNH codes. The assignment of MH or MNH is not always straightforward, and the code allocation has a major impact on the transport, handling, installation permits, and decisions about the recyclability of relatively large waste material streams.
Classification as non-hazardous or hazardous waste is therefore extremely important for handling and application of many ash types, and assignment of a hazardous waste code (AH or MH) may potentially be a showstopper in relation to full or partial inclusion of some ashes in CE because of the manner in which “hazardousness” is implemented in some national (Nordic) legislation on various uses of ashes/residues. This is for example currently the case in Danish legislation on the use of MSWI bottom ash in road construction, but as another example not in the corresponding Finnish legislation where it must, of course, comply with the limit values on leaching. It is problematic that the classification of waste as hazardous and the effect this may have on that waste in relation to other legislation does not take into consideration which HP or HPs have caused this classification. Even if not restricted by regulation, the use of waste classified as hazardous by any HP may be reduced or hindered by the market perception of waste materials classified as hazardous.
2.3 The IED and BAT in relation to incineration/combustion residues and CE
Best available techniques (BATs) are defined in Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on industrial emissions (integrated pollution prevention and control) – generally referred to as the Industrial Emissions Directive – the IED. The concept of BAT is shown in Figure 2.3 in terms of definitions in the IED as it is presented on the website of the Danish Environmental Protection Agency (DEPA).
Figure 2.3 The definition of BAT in the IED (based on the presentation on the DEPA website).

The IED is the main common instrument for regulation of pollutant emissions from industrial installations within the EU (and associated countries). It is the purpose of the IED to achieve a high level of protection of human health and the environment by reducing harmful industrial emissions across the EU by enforcing the application of Best Available Techniques (BAT). To define and impose Best Available Techniques (BAT) and the BAT-associated environmental performances at EU level, the Commission organises an exchange of information with experts from Member States, industry, and environmental organisations. The work is coordinated by the European IPPC Bureau at the EU Joint Research Centre in Seville in Spain. This process results in BAT Reference Documents (BREFs); the BAT conclusions contained in the BREFs are adopted by the Commission as Implementing Decisions. The IED requires that the BAT conclusions are the references for the setting of permit conditions in the Member States.
There are three BREFs and three associated BAT Implementing Decisions that are directly addressing ash-producing processes and ash treatment processes and may be of relevance to this study. They are:
- Best Available Techniques (BAT) Reference Document for Large Combustion Plants, LCP BREF, and the corresponding BAT conclusions ((EU) 2017/1442 of 31 July 2017) (LCP BATC).
- Best Available Techniques (BAT) Reference Document for Waste Incineration, WI BREF (2019) and the corresponding BAT conclusions ((EU 2019/2010 of 12 November 2019) (WI BATC).
- Best Available Techniques (BAT) Reference Document for Waste Treatment, WT BREF (2018) and the corresponding BAT conclusions ((EU 2018/1147 of 10 August 2018) (WT BATC).
Since the main focus of this study is on the treatment of ashes/residues in preparation for recycling, references to the BAT decisions will only be made if the decisions are addressing issues of direct relevance to the recycling and treatment of the residues in relation to Circular Economy. Whereas the LCP BREF only refers to the management of ashes and residues in general terms (see BAT 16 of the LCP BATC in section 5.1.2), the scope of the Commission Implementing Decision (EU) 2019/2010 for waste incineration covers treatment of slags and/or bottom ashes from the incineration of waste, but not treatment of incineration fly ashes and other residues resulting from flue-gas cleaning. The latter are covered by the WT BATC which covers, which in turn does not address treatment of slags and bottom ashes. Management of neither slags/bottom ashes nor gas cleaning residues from large, medium or small biomass combustion plants is thus specifically addressed with references to CE by the BREFs or the Commission Implementing Decision documents for combustion, waste incineration, and waste treatment. This study may hopefully provide some information that can contribute to the remediation of this situation.
3 Combustion processes: Fuels and solid residues
3.1 Fuels to be considered
The purpose of combustion of fuel is generally to produce energy in the form of electricity or heat and/or to reduce the volume and characteristics of the fuel which may be a raw product or a waste material. Several fuels were excluded from the study for various reasons (see section 1.1). The main types of ash-producing materials combusted in the Nordic countries and regions considered in this context are shown in Table 3.1.
| Main types of fuel combusted | Comments |
| Wood chips (biomass) | May be domestic or imported, may be co-combusted with other fuels |
| Wood pellets (biomass) | May be domestic or imported |
| Forest industry by-products (biomass) | Virgin wood, only mechanically treated, e.g. sawdust, bark. |
| Waste wood (biomass) | Primarily domestic, e.g., plywood, board and other residuals from wood pro-cessing industry.* |
| Straw (biomass) | May be co-combusted with other fuels |
| Peat | Peat is combusted in Finland and Sweden, mainly together with wood fuels (co-combustion). A timetable for phase-out of peat combustion is decided and peat use has decreased rapidly due to increasing price of European emission allowance. |
| Non-hazardous waste | Typically consisting of household waste, commercial waste (office waste and light industrial waste), RDF (refuse-derived fuel) – sometimes imported. Demolition wood. |
| Hazardous waste | Generally combusted in dedicated hazardous waste incinerators, but smaller amounts may be mixed-in with non-hazardous waste at non-hazardous waste incinerators, may be co-incinerated with e.g. biomass |
| Wastewater treatment sludge | Relatively few plants (3 in Denmark, 1 in Finland) |
| Specific types of industrial waste | Often mixed in with non-hazardous waste or taken to a hazardous waste incinerator. |
| *: In Finland, so-called “Category B wood waste” has been excluded from the scope of the IED waste incineration provisions. Category B wood waste may contain certain types of chemically treated wood. | |
Table 3.1 The main types of ash-producing fuels combusted within the Nordic countries and regions.
The types and properties of ashes/residues from a combustion process generally depend on the type of fuel, the combustion technology and the bottom ash collection and air pollution control systems used. It can be useful to group the various combustion residues according to the main types of fuel:
- Residues from combustion of biomass and peat
- Residues from incineration of waste
- Residues from incineration of wastewater treatment sludge
Since co-combustion of biomass, peat and wastewater treatment sludge with other fuels (e.g. oil or waste) in many cases will disqualify the residues from various utilisation applications due to regulatory, environmental or functional restrictions, only residues from mono-combustion and mono-incineration of the above-mentioned fuels are considered in this study.
The residues generated by the mono-combustion/incineration of the selected main types of fuel are briefly described in the following sections.
3.2 Solid residues from combustion of biomass and peat
3.2.1 General overview
Biomass ashes are residues from combustion of wood, straw, peat and other biomass fuels. Fine particle size fly ashes are separated from the flue gases by using electrostatic separators or fabric filters, and coarser bottom ashes are collected from the bottom of the combustion chamber. Sometimes, particularly in smaller and older facilities, some of the ash is collected by means of cyclones. The amount and characteristics of different ash fractions strongly depend on the combustion technology used. Flue gas treatment technology, fuel properties and process parameters also have a significant effect on the ash quality. Fly ash is the main ash fraction from fluidised bed combustion. The share of fly ash is typically 70–90% and correspondingly the share of bottom ash (also called as bed sand) 10–30%. Bottom ash is the main ash fraction (60–90%) from grate boilers, and the rest (10–40%) is collected as fly ash. Sometimes bottom ashes from grates are collected as wet. Fly and bottom ashes are mainly collected separately, only small-scale heating plants may produce mixed ashes. In Finland, fluidised bed combustion is the most common biomass combustion technology in the size class >10 MWfuel and grate combustion <10 MWfuel. Figure 3.1 shows schematic views of a grate boiler, a bubbling fluid bed boiler, and a circulating fluid bed boiler.
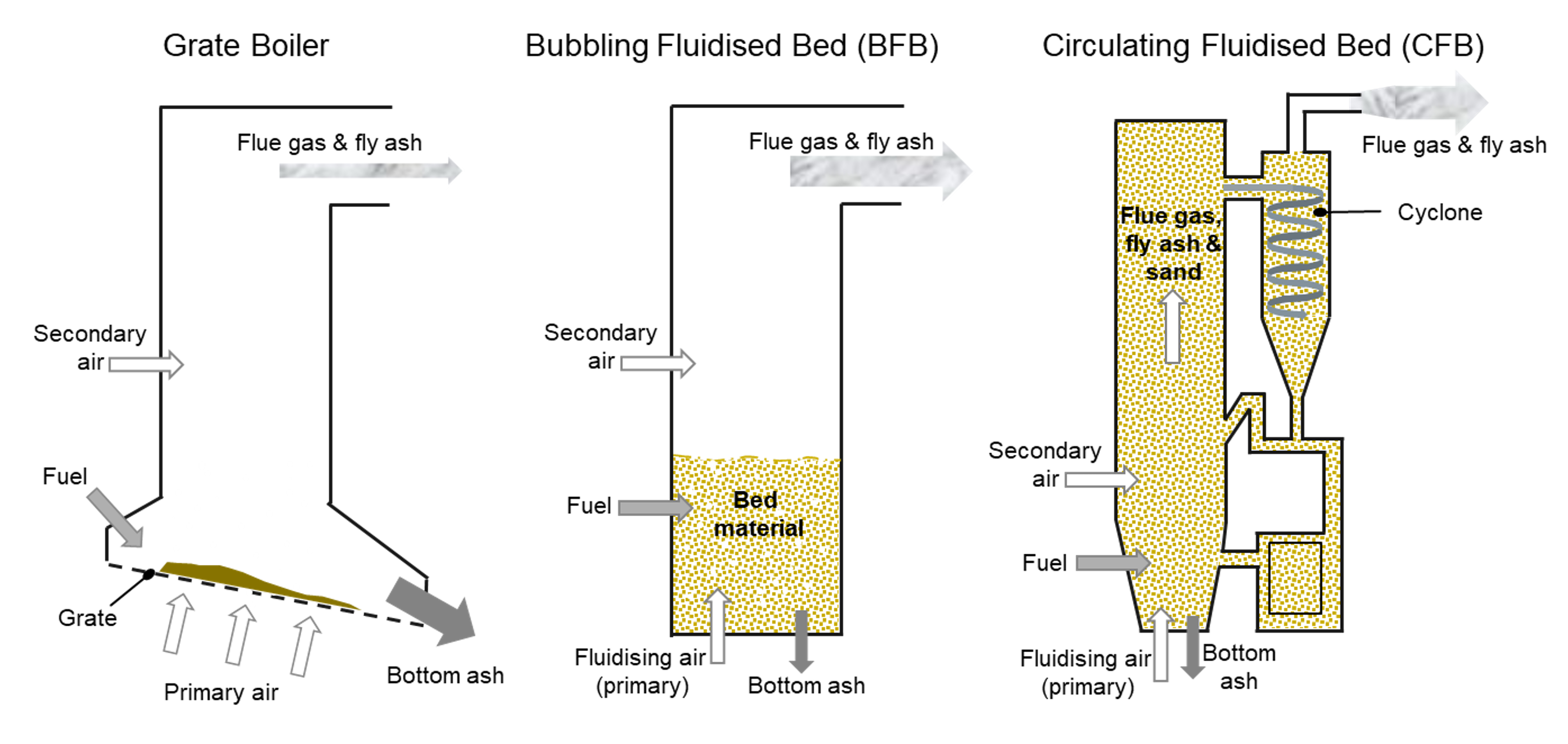
Figure 3.1 Schematic view of the principles of a grate boiler, a bubbling fluid bed boiler (BFB) and a circulating fluid bed boiler (CFB). Drawing: VTT.
A large power plant (>100 MWfuel) typically produces 10.000–50.000 tonnes of ashes annually, and correspondingly a medium-size plant (10 – 100 MWfuel) 200 – 12.000 t/a and small (<10 MWfuel) less than 200 t/a.
The amount of ash produced by combustion of wood chips or wood pellets typically ranges from 1,4 to 2,1% of the input of fuel. Combustion of straw in grate-fired boilers typically produces around 7 % of ash (12–16% fly ash and 84–88% bottom ash). Combustion of wood chips in large circulating fluid bed boilers may produce almost equal amounts of fly ash (55%) and bottom ash (45%), whereas large bubbling bed boilers may produce 87% of fly ash and 13% of bottom ash. The ash content of peat may typically vary from 1,5 to 4%.
3.2.2 Composition and classification of biomass ashes
Biomass ashes typically have high contents of calcium (Ca), silicon (Si), potassium (K), aluminium (Al), magnesium (Mg), and phosphorous (P), but they also contain traces of heavy metals, such as cadmium (Cd), lead (Pb), and zinc (Zn). Some trace elements/heavy metals may vaporise during the combustion process and concentrate on fine fly ash fractions. The value of biomass ash as a fertiliser is primarily based on the high contents of K, Ca, P, and Mg. Wood ash generally has a high content of CaO, whereas straw ash is characterised by a high content of K2O.
Examples of the composition of Danish biomass ash from the combustion of wood chips are presented in Table 3.2 below. They are not necessarily representative of other Nordic biomass ashes. In Annex H, Swedish data on the composition of a large number of bottom ash and fly ash from wood combustion are shown in terms of median, average, minimum and maximum values (Hjelmar et al., 2009).
| Parameter | Unit | Bottom ash | Fly ash | Mixed ash |
| No of plants | - | 3 | 4 | 9 |
| Ag | mg/kg DM | <0,0181 – 0,4 | <0,0181 – 1,05 | <0,0181 – 2 |
| Al | mg/kg DM | 14.300 – 16.800 | 5.920 – 11.800 | 9.020 – 16.500 |
| As | mg/kg DM | 2,17 – 3,19 | 2,68 – 6,98 | 2,24 – 7,67 |
| Au | mg/kg DM | 0,0408 – 0,225 | 0,053 – 0,145 | – |
| Ba | mg/kg DM | 802 – 1.400 | 797 – 2320 | 684 – 1.880 |
| Be | mg/kg DM | 1,61 – 3,89 | 0,798 – 7,19 | 0,985 – 6,29 |
| Ca | mg/kg DM | 79.400 – 162.000 | 104.000 – 263.000 | 75.600 – 214.000 |
| Cd | mg/kg DM | 0,158 – 0,467 | 7,32 – 16,3 | 0,0874 – 8,82 |
| Co | mg/kg DM | 4,23 – 7,3 | 5,79 – 9,69 | 3,76 – 7,72 |
| Cr | mg/kg DM | 24,9 – 69,5 | 26,5 – 62,7 | 22 – 217 |
| Cu | mg/kg DM | 64,6 – 111 | 106 – 161 | 71,4 – 195 |
| Fe | mg/kg DM | 4.610 – 6.570 | 2.880 – 8.300 | 5.000 – 15.000 |
| K | mg/kg DM | 35.800 – 73.200 | 40.000 – 60.300 | 35.800 – 80.000 |
| Mg | mg/kg DM | 16.500 – 20.600 | 19.300 – 32.900 | 12.800 – 39.900 |
| Mn | mg/kg DM | 3.470 – 19.400 | 4.030 – 30.300 | 3.060 – 19.000 |
| Mo | mg/kg DM | 1,06 – 1,84 | 1,46 – 4,29 | 1,14 – 4,36 |
| N | mg/kg DM | <400 | 1670 – 4.930 | <400 – 2.600 |
| Na | mg/kg DM | 8.260 – 11.100 | 6.650 – 12.000 | 6.590 – 11.300 |
| Ni | mg/kg DM | 27,4 – 38,6 | 22,4 – 52,5 | 31,2 – 44,7 |
| P | mg/kg DM | 8.310 – 17.400 | 10.200 – 22.900 | 10.000 – 26.500 |
| Pb | mg/kg DM | 4,74 – 79,8 | 10,7 – 73,8 | 0,682 – 36,4 |
| S | mg/kg DM | 153 – 967 | 4.210 – 15.300 | 1.540 – 5.950 |
| Sb | mg/kg DM | 0,496 – 3,48 | 0,721 – 5,83 | 0,69 – 3,11 |
| Se | mg/kg DM | <0,0708 – 0,713 | <0,0708 – 5,39 | <0,0708 – 2,82 |
| Si | mg/kg DM | 208.000 – 273.000 | 45.600 – 124.000 | 124.000 – 271.000 |
| Sn | mg/kg DM | <0,0417 – 0,788 | 1,21 – 6,37 | 1,07 – 3,14 |
| Sr | mg/kg DM | 466 – 783 | 578 – 1.240 | 449 – 959 |
| Ti | mg/kg DM | 696 – 1.750 | 371 – 4.530 | 747 – 1.580 |
| Tl | mg/kg DM | 0,172 – 0,473 | 0,975 – 1,98 | – |
| V | mg/kg DM | 10,4 – 18,4 | 6,75 – 18,2 | 11,3 – 18,6 |
| Zn | mg/kg DM | 73,9 – 234 | 446 – 1.120 | 18,4 – 737 |
| TOC | % (w/w) | 0,639 – 2,85 | (7,39 – 32,8)* | 0,472 – 19,1 |
| *: These TOC values are rather high compared to many other biomass fly ashes, possibly due to the inclusion of a gasifier and some relatively small facilities. | ||||
Table 3.2 Examples of composition ranges of biomass ash. Bottom ash, fly ash and mixed ash samples from 11 wood chip fired combustion plants have been analysed. 10 of them were grate fired and one was a gasifier. The amounts of wood chips consumed varied from 4.500 t/a to 252.000 t/a. Source: Maresca et al. (2017).
In the European list of wastes (LoW), ashes from combustion of biomass are registered as always non-hazardous (ANH).
| Bottom ash, slag and boiler dust (excluding boiler dust mentioned in 100104) |
| Fly ash from combustion of peat and untreated wood |
3.2.3 Production of biomass and peat combustion residues in the Nordic countries and regions
Combustion of biomass takes place in several of the Nordic countries and regions, while peat is only com-busted in a few of the Nordic countries. Some Nordic countries and regions rely almost entirely on domestic biomass while others rely heavily on imported biomass. The general situation in the individual Nordic countries and regions is briefly described below.
Denmark
In Denmark, most of the larger power plants and central heating plants have been converted from coal combustion to biomass firing, mostly using wood and straw. The annual production and distribution of biomass ash from large plants, medium-sized plants, and small plants from 2016 to 2018 in Denmark have been estimated by Lamers et al. (2018) in Table 3.3.
| Size of plants | Wood ash Tonnes/year | Straw ash Tonnes/year |
| Large stations (> 80 MWth) | 17.000 | 20.000 |
| Medium stations (1 – 80 MWth) | 4.500 | 15.000 |
| Small scale (< 1 MWth) | 9.500 | 26.000 |
Table 3.3 The average Danish annual production of biomass ash per year in round figures for the years 2016/2018.
Most likely the total amount of biomass ash has increased somewhat since 2018, partly because the conversion from coal to biomass has continued and coal is planned to be completely phased out by 2025/2028. Impregnated wood and demolition wood are not allowed as biomass fuel. Most of the wood combusted in Denmark is imported wood chips or wood pellets.
Finland
It has been estimated that 500.000 tonnes of biomass and peat ashes are produced in Finland annually. No exact values are available, but estimates can be calculated based on the statistics of fuels used in heat and electricity production. Approximately, total of 600 plants, in different size classes and all around Finland are using biomass and/or peat as fuel. Most of the ashes are produced in fluidised bed boilers at large scale combined heat and power (CHP) plants. There are about 30 large-scale plants, about 150 medium-scale plants (fluidised bed or grate boilers) and approximately 400 small-scale heat-only plants (mainly grate boilers).
The solid biomass fuels consist mainly of different types of wood fuels in Finland, including forest chips, forest industry by-products (e.g. bark and saw dust), wood pellets and recycled wood. If peat is used, it is co-combusted with wood fuels almost without exception, which means that no pure peat ashes are formed. The use of peat as fuel has decreased rapidly during the last years because of the increase in the price of European CO2 emission allowances. Fuel peat has been mainly replaced in combustion by wood fuels. This means that the amount of wood ashes is increasing, although the total amount of biomass and peat ashes is decreasing because of the lower ash content of wood fuels. The transition from co-combustion towards wood only combustion changes also ash chemistry inside the boiler. Combustion additives (e.g. elemental sulphur) may be needed to control fouling and corrosion, and end up in the ashes and change their properties and composition.
Sweden
Approximately 800.000 tonnes of biomass ash were produced in Sweden in 2021. 160.000 tonnes were mono-combusted biomass and 640.000 tonnes were co-combusted biomass (Khodayari, R., Anderson, S. (2022).
Norway
259.000 tonnes of biomass ash were produced in Norway in 2020 (Fagerli, 2022), however only an estimated 1.800 to 2.700 tonnes were produced from mono-combustion.
Iceland
No mono-combustion of biomass (Jonasdottir, 2022).
Greenland
Not relevant.
Faroe Islands
No mono-combustion of biomass, hence no biomass ash (Fjallstein, 2022).
Åland
The largest biomass combustion plant in Åland produced 775 tonnes of ash in 2019. In addition there are some smaller boilers, bringing the total generation of biomass from incineration of wood to approximately 800 tonnes in 2019. In general, an annual production of biomass of approximately 1000 tonnes seems likely (Stjärnfelt, 2022).
3.3 Solid residues from incineration of waste
3.3.1 General overview
Waste incineration plays an important role in waste management and production of energy in the form of heat and/or electricity in most of the Nordic countries and regions (waste incinerators are often referred to as waste-to-energy (WtE) plants). It may be practical to distinguish between incinerators for predominantly non-hazardous waste, generally referred to as municipal solid waste incinerators (MSWIs), and incinerators for hazardous waste. MSW and hazardous waste incineration generally reduce the volume of the waste by approximately 90% and the mass by 70 to 80%. The incineration process creates various types of solid residues, some of which arise directly from the incineration process, while others arise from the flue gas cleaning system. The characteristics of the residues arising from the incineration process depend to some degree on the incineration process (grate firing, rotary kiln combustion, fluid bed combustion) and the residue collection system, whereas both the amounts and characteristics of the flue gas cleaning residues are strongly dependent on the type of flue gas cleaning technology applied.
Due to general technology development, local conditions and preferences, and the existence of many different technology providers it is difficult to find two MSW incinerators that are configured in the same way with respect to combustion and flue gas cleaning technology and combinations of these.
Figure 3.2 shows an example of a grate fired MSW incinerator equipped with a wet flue gas scrubbing system that produces gas cleaning gypsum (GCG) which is further discussed in Annex F. The bottom ash is collected below the grate, and the boiler ash is mixed with the fly ash which is removed in the electrostatic precipitator (ESP). The flue gas is led through a selective catalytic reduction (SCR) reactor where ammonia is added for the removal of NOx before the flue gas enters the wet scrubbing system.
Figure 3.3 shows the principle of a semidry flue gas cleaning system based on lime injection into the flue gas from which the fly ash may or may not have been removed upstream by means of an electrostatic precipitator (EPS).

Figure 3.2 Example of an MSW grate incinerator equipped with a wet flue gas scrubbing system with a gypsum-producing second (alkaline) stage (courtesy of ARC in Copenhagen).
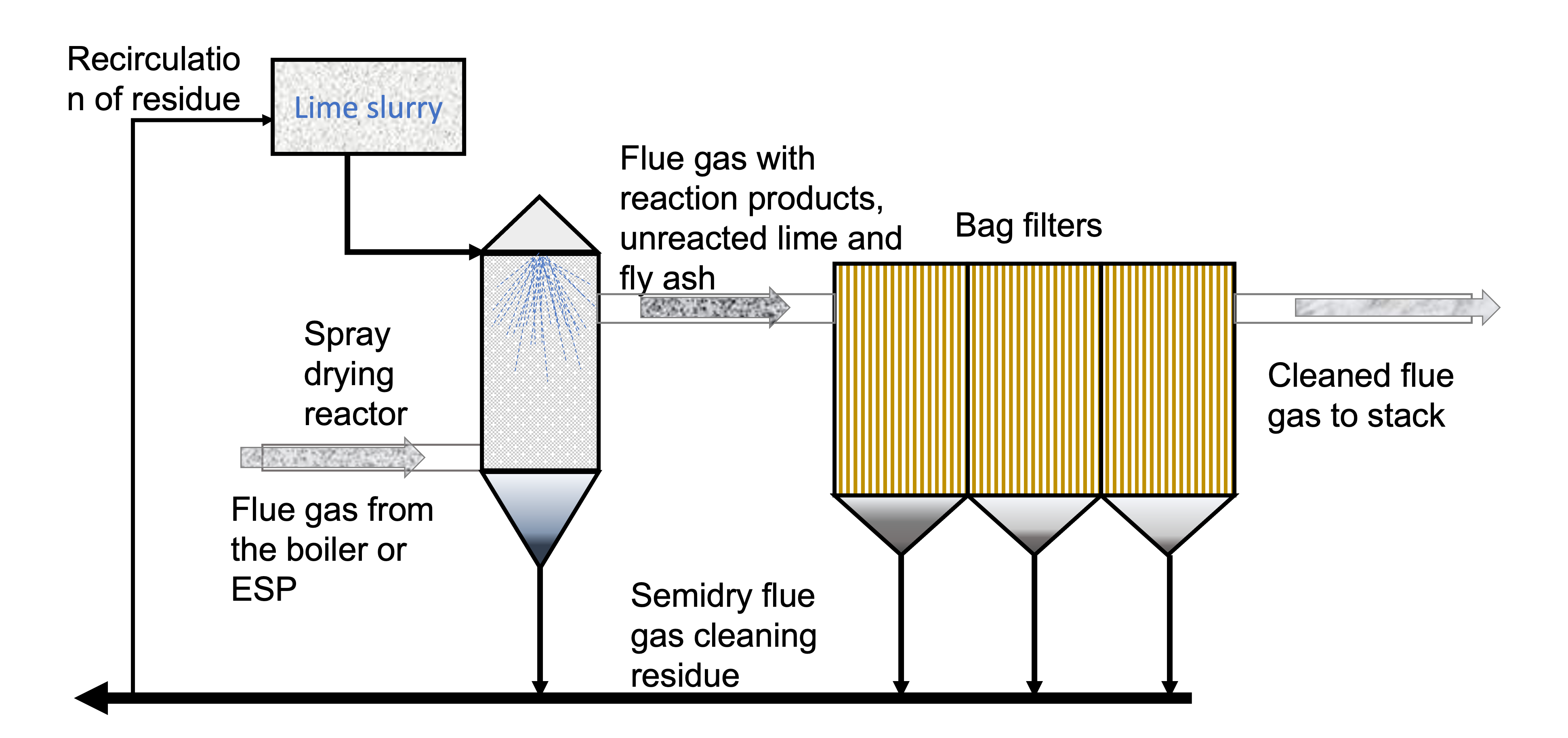
Figure 3.3 Illustration showing the principle of a semidry cleaning system for MSW incinerator flue gas. Drawing: DanWS/VTT.
3.3.2 Residues from grate combustion of MSW, including RDF
Types of residues
The main types of residues and the typical quantities in which they occur at grate fired incinerators are presented in Table 3.4. The same description could be used for rotary kiln incinerators.
The residue streams from waste incineration that in view of chemical composition and physical and chemical properties as well as production volume already are or potentially may be utilised as part of the CE are bottom ash and, to a lesser degree, fly ash/flue gas cleaning residues, including gypsum. The other residue streams, possibly with the exception of gypsum, are produced in relatively small volumes and have relatively high contents of undesired contaminants which under current conditions often makes them unsuitable for recycling. They are therefore generally landfilled, often after treatment to comply with the waste acceptance criteria for landfilling.
Table 3.4 The main types of residues from grate incineration of non-hazardous MSW and typical quantities in which they occur (based on Hyks & Hjelmar, 2021 and WI BREF, 2019).
| Origin | Material | Description | Typical amounts per tonne of waste input |
| Incineration process | Bottom ash/slag | Bottom ash is the solid residue removed from the combustion chamber after the waste has been incinerated | 150 – 250 kg including Fe/NFe |
| Siftings | Grate siftings are materials that have fallen through the grate during incineration. In some cases, they are fed back to the furnace again. | ||
| Boiler ash | Boiler ash is the part of the fly ash that is removed from the boiler; it is often managed together with the fly ash and in some cases with the bottom ash. | 2 – 10 kg | |
| Fly ash | Fly ash comprises the particles from the combustion chamber or formed within the flue gas stream that are transported in the flue gas | 15 – 40 kg | |
| FGC process | Flue gas cleaning (FGC) resi-dues | FGC residues, sometimes also referred to as air-pollution-control (APC) residues, are a mixture of the pollutants originally present in the flue gas and the substances that are used to remove those pollutants. | 20 – 50 kg in case of a semi-dry scrubber; 15 – 60 kg for a dry scrubber |
| Spent catalyst | |||
| Sludge | Sludge is the solid residue from the physicochemical treatment of waste water from the wet flue gas treatment | 1 – 15 kg | |
| Gypsum | Gypsum is sometimes produced from the SOx scrubbing stage at incinerators with wet scrubbers | 3 – 4 kg |
Fluidised bed combustion of MSW, including RDF, generally produces both bottom ash and fly ash, but the proportion of fly ash is considerably higher than for grate incineration (up to 90%), and the bottom ash may contain fluid bed material (e.g. sand, additives for gas cleaning). The main differences between grate boilers and fluid bed boilers are the same as those shown in Figure 3.1 for biomass combustion.
Incineration of hazardous waste will produce some of the same types of residues as those shown in Table 3.4 although the composition of the residues will depend on the type of hazardous waste combusted. Hazardous waste incineration is carried out to eliminate hazardous substances, particularly organic substances, and the classification of the bottom ash from incineration of hazardous waste is not necessarily different from the classification of bottom ash from MSW incinerators.
Bottom ash (BA) from grate combustion of waste
The bottom ash (or slag as it is sometimes called) is formed and transported through the combustion chamber on the moving grate and in some cases continues from the grate through a rotary kiln. As seen in Table 3.4, the bottom ash constitutes by far the largest stream of residues from the incinerator. The bottom ash generally has a very inhomogeneous appearance and it may – partly depending on the cooling technology – be a granular material, or it may contain larger fused lumps. It usually contains scrap metal, and in some cases also incompletely combusted material (the latter is minimised in state-of-the-art incinerators). It typically consists of 5 – 15% ferrous metals, 1 – 5% non-ferrous metals, 10 – 30% glass and ceramics, 1 – 3% unburned organics, and 50 – 70% minerals (Syc et al., 2020). When the bottom ash leaves the grate or the rotary kiln, it must be cooled (quenched). Most commonly, the bottom ash usually is discharged from the grate or the kiln directly into a so-called quenching tank where it is immersed in water. The cooled BA is then conveyed to the BA bunker, from where it is collected for storage/ageing in piles (typically 2 to 12 weeks, sometimes more) and further treatment. The ageing or weathering processes stabilise the potentially reactive mineral parts through uptake of CO2 which lowers the pH of the bottom ash in contact with water and thereby improves the leaching properties. The ageing also decreases the water content before further processing.
Today, further processing generally consists of crushing of larger particles, sieving, recovery of metals, and preparation of the mineral part for use, e.g., as aggregates. Some or all of these operations can take place at or nearby the incinerator (e.g., SYSAV) and/or at a special plant treating BA from several MSW incinerators (AFATEK). In a few cases (in Finland), the so-called advanced dry recovery (ADR) method is applied to remove the wet, fine particles to enhance metal recovery.
Typical composition data for bottom ash, fly ash and flue gas cleaning residues are shown in Table 3.5.
Fly ash (FA)
Fly ash is a dry powder consisting of relatively fine ash particles, which are entrained in the flue gas from the boiler and recovered in electrostatic precipitators or fabric filters (or in older, small installations possibly in cyclones). At incinerators equipped with wet scrubbing systems for removal of acid gases, the fly ash is usually collected upstream of the scrubber(s) and constitutes a separate residue stream. In some cases, the separately collected fly may subsequently be mixed with the sludge from treatment of the wastewater from the wet scrubber as part of the residue management system before landfilling. At incinerators equipped with semidry or dry lime injection APC processes, the fly ash and the acid gas cleaning residues may or may not be collected separately, depending on residue management systems or local regulation. Compared to the BA, FA generally has a higher content of several metals (e.g. Cd, Hg, Pb and Zn) and soluble chlorides. Typical composition data for FA are compared to composition data for BA and FGCr in Table 3.5 .
Flue gas cleaning residues from dry and semidry injection of alkaline reactants (typically lime)
Flue gas cleaning residues, FGCr, which typically are collected in bag filters prior to effluent gas discharge, are of fine particle size, ranging from light grey to dark grey, and generally contain high concentrations of trace metals and soluble salts. They are a mixture of reaction products from the acid gas neutralisation (calcium and/or sodium salts, mainly as chlorides and sulphites/sulphates), unreacted reagent chemicals (e.g. hydrated lime or sodium carbonate), and any remaining fly ash not removed upstream. In many cases no fly ash is captured upstream, and it is all mixed in with the FGC residues in the bag filters. The FGC residues may also include activated carbon injected to capture dioxins and furans. It is worth noting that the main component of FGC residues from lime injection without fly ash is calcium chloride which is extremely soluble and difficult to handle, because it is highly hydroscopic and quickly becomes deliquescent. Typical composition data for FGC residues from dry and semidry systems are shown in Table 3.5.
Flue gas cleaning gypsum
Gas cleaning gypsum (GCG) is produced by the removal of SO2 from the flue gas in the alkaline scrubbing stage at MSW incinerators with wet flue gas scrubbing systems. The main component of GCG is calcium sulphate (CaSO4) with varying content of crystal water, but the raw GCG which often occurs as a filter cake also contains impurities such as chloride, trace metals (often from fly ash carried over with the flue gas), Hg and polychlorinated dioxins/furans (often carried over with remains of activated carbon added to remove them from the flue gas). The content of the various impurities in the raw GCG depends on the specific configuration of the flue gas cleaning system and will generally require some treatment to meet both functional and regulatory (environmental) requirements before being recycled and becoming part of the CE. Examples of the composition of GCG are shown in Annex F.
Typical composition data for MSWI residues from grate firing
In Table 3.5 typical elemental composition ranges are shown for MSWI bottom ash, fly ash and flue gas cleaning residues from dry and semidry lime injection processes (including the fly ash). The ranges are quite wide both due to varying composition and varying methods of analysis. The sources of the composition information are Chandler et al. (1997), Sabbas et al. (2003) and Hjelmar et al. (2010).
| Element | Unit | MSWI bottom ash | MSWI fly ash | MSWI dry/semidry FGCr* | ||||||
| Al | mg/kg | 22.000 | – | 73.000 | 49.000 | – | 90.000 | 12.000 | – | 83.000 |
| As | mg/kg | 0,1 | – | 190 | 37 | – | 320 | 18 | – | 530 |
| Ba | mg/kg | 400 | – | 3.000 | 330 | – | 3.100 | 320 | – | 660 |
| Ca | mg/kg | 370 | – | 123.000 | 74.000 | – | 130.000 | 110.000 | – | 350.000 |
| Cd | mg/kg | 0,3 | – | 70 | 50 | – | 450 | 140 | – | 300 |
| Cl | mg/kg | 800 | – | 4.200 | 29.000 | – | 210.000 | 62.000 | – | 380.000 |
| Cr | mg/kg | 23 | – | 3.200 | 140 | – | 1.100 | 53 | – | 570 |
| Cu | mg/kg | 190 | – | 8.200 | 600 | – | 3.200 | 490 | – | 860 |
| Fe | mg/kg | 4.100 | – | 150.000 | 12.000 | – | 44.000 | 2.600 | – | 71.000 |
| Hg | mg/kg | 0,02 | – | 8 | 2,3 | – | 10 | 8,4 | – | 18 |
| K | mg/kg | 750 | – | 16.000 | 22.000 | – | 62.000 | 5.900 | – | 4.000 |
| Mg | mg/kg | 400 | – | 26.000 | 11.000 | – | 19.000 | 5.100 | – | 14.000 |
| Mn | mg/kg | 80 | – | 2.400 | 800 | – | 19.000 | 200 | – | 900 |
| Mo | mg/kg | 2 | – | 280 | 15 | – | 150 | 9 | – | 29 |
| Na | mg/kg | 2.800 | – | 42.000 | 15.000 | – | 57.000 | 7.600 | – | 29.000 |
| Ni | mg/kg | 7 | – | 4.200 | 60 | – | 260 | 19 | – | 710 |
| Pb | mg/kg | 100 | – | 13.700 | 5.300 | – | 26.000 | 2.500 | – | 10.000 |
| S | mg/kg | 1.000 | – | 5.000 | 11.000 | – | 45.000 | 1.400 | – | 25.000 |
| Sb | mg/kg | 10 | – | 430 | 260 | – | 1.100 | 300 | – | 1.100 |
| Si | mg/kg | 91.000 | – | 308.000 | 95.000 | – | 210.000 | 36.000 | – | 120.000 |
| Sn | mg/kg | 2 | – | 380 | 860 | – | 1.800 | – | ||
| Ti | mg/kg | 2.600 | – | 9.500 | 7.500 | – | 9.400 | 2.600 | – | 4.400 |
| Tl | mg/kg | 0,0077 | – | 0,23 | – | – | ||||
| V | mg/kg | 20 | – | 120 | 29 | – | 150 | 19 | – | 50 |
| Zn | mg/kg | 610 | – | 7.800 | 9.000 | – | 70.000 | 12.000 | – | 18.000 |
| *: including fly ash | ||||||||||
Table 3.5 Ranges of the content of elements (on dry matter basis) of MSWI residues.
Classification of MSW incineration residues
So far, the classification of MSWI BA[1]Different HP14 classification tests are being developed/investigated for IBA, but none has yet been incorporated into legislation. Most of the results obtained so far seem to indicate that MSWI bottom should be classified as non-hazardous waste. has generally been considered to be 190112, i.e. non-hazardous waste (MNH), whereas both MSWI FA and FGCr mostly have been considered classified as 190113 (MH) and 190107* (AH) respectively, i.e. hazardous waste. GCG is classified as 190107*, i.e. absolute hazardous (AH) although it generally is non-hazardous if assessed in relation to HP1 to HP15 (see also Annex F).
Footnotes
- ^ Different HP14 classification tests are being developed/investigated for IBA, but none has yet been incorporated into legislation. Most of the results obtained so far seem to indicate that MSWI bottom should be classified as non-hazardous waste.
3.3.3 Production of MSW incineration residues in the Nordic countries and regions
The orders of magnitude of the number of MSW incinerators, incineration capacity and production of incineration residues in the Nordic countries and regions in 2020 are listed in Table 3.6.
| Country/ region | No of facilities Approx. | Total amount incinerated t/a | Bottom ash t/a | Fly ash (inclusive. FGCr) t/a | Gas cleaning gypsum t/a | Year |
| Denmark | 23a | 4.000.000a | 764.000b | 124.000b | 10.000c | 2021 |
| Finland | 10 | 1.904.986e | 400.000b | 85.000b | 0b | 2020 |
| Sweden | 37d | 6.887.972d | 1.024.511d | 303.061d | 20.031d (2020) | 2021 |
| Norway | 18 | 1.593.000g | 250.000 | 54.436g | 0 | 2020 |
| Iceland | 1i | 11.023i | 1.652i | 769i | 0 | 2020 |
| Greenland* | See below | - | - | - | 0 | |
| Faroe Islands | 2h | 33.387h | 4.108h | 750h | 0 | 2015 |
| Åland | 0 | - | - | - | 0 | |
| a: Energistyrelsen (2022) b: Estimated by the authors c: Riber (2021) d: Avfall Sverige (2022) e: Official statistics Finland (2022) f: Blasenbauer et al. (2020) g: Fagerli (2022) h: Jakobsen et al. (2017) i: Jonasdottir (2022) j: Stjärnfelt (2022) *: According to Nanatsiaq News 9 January 2021, there are around 40 small-scale “incinerators” located over the towns and hamlets in Greenland of which approximately 20 are in operation, whereas 20 are currently inactive, leaving residents in the communities they serve with only an open dump for waste disposal. In 2021 and 2022, two modern MSW incinerators with capacity of 60 tons/d each should have been finished in Nuuk and Sisimiut, respectively. Accessible at: https://nunatsiaq.com/stories/article/two-new-incinerators-aim-to-ease-greenlands-trash-problem/ [Accessed 11 April 2022]. | ||||||
Table 3.6 Approximate numbers of MSWI facilities, incinerated amounts of waste and amounts of MSWI residues produced annually.
3.4 Solid residues from incineration of wastewater treatment sludge
3.4.1 General overview
Sewage sludge can be seen as the pollutant sink of municipal wastewater treatment and therefore contains a certain amount of both inorganic and organic contaminants. Digested sewage sludge may in itself be applied as an agricultural fertiliser (subject to limit values on the content of certain heavy metals and organic pollutants which may be difficult to meet), but may alternatively be treated thermally in dedicated sewage sludge incinerators to reduce the mass and volume and to destroy organic pollutants. Mono-incineration of sewage sludge is practised in a few EU member states, in particular Germany and France (WI BREF, 2019), but it is also an important factor in the management of approximately one-third of the sewage sludge produced in Denmark. Incineration of digested sludge generally takes place in fluid bed combustors and is preceded by a drying operation since the sludge may have an initial water content of 55 to 90% (WI BREF, 2019).
Figure 3.4 shows a common figuration of a wastewater treatment sludge incinerator (Lynetten Incineration Plant in Copenhagen which in 2020 combusted 15.917 tonnes (DM) of wastewater treatment sludge and produced 4836 tonnes (DM) ash (Biofos, 2020)).
Figure 3.4 Diagram of Lynetten Incineration Plant in Copenhagen (based on from Thornberg and Jørgensen (2018)). A more detailed diagram can be seen under Annex G.

3.4.2 Types and properties of solid residues from incineration of wastewater treatment sludge
As can be seen in Figure 3.4 there are two types of residues, ash from the electrostatic precipitator and flue gas cleaning waste from the baghouse (sometimes referred to as filter ash and baghouse ash, respectively). The chemical sedimentation of phosphorous in the treatment of the wastewater is generally carried out by the addition of iron chloride or iron or iron sulphate (most common) or aluminium chloride. The sludge ash will therefore have a substantial content of Fe or Al. Filter ash from incineration of sludge from treatment with Fe will have a bright to dark red colour (see Figure 3.5) due to the formation of hematite (Fe2O3), whereas ash from incineration of sludge from treatment with Al will be lighter coloured (greyish or brownish).
Both ash streams are powdery materials. The filter ash generally has a coarser particle size than the baghouse ash. Both have relatively high contents of phosphorous, particularly the filter ash, which typically has contents of P of approximately 10% (w/w on a dry matter (DM) basis) or higher. Other main components are Si, Ca, Fe, Mg and Al. Both also contain various amounts of trace elements, including heavy metals. The filter ash usually contains less than 0,1 mg Hg/kg DM whereas the baghouse ash can have contents of Hg that are 100 to 1000 times higher (due to the gas cleaning agents – in particular activated carbon, which is injected between the electrostatic precipitator and the baghouse to remove Hg and PCDD/PCDFs from the flue gas).
Ottosen et al. (2018) analysed 10 samples of mixed filter and baghouse ash collected from the sludge incineration facility at Avedøre wastewater treatment plant on 17 July 2014. The results are shown in Table 3.7.

Figure 3.5 Filter ash from incineration of Fe-treated sewage sludge. Photo: DanWS.
| Parameter | Unit | Average value | Standard deviation |
| P – total | mg/kg DM | 94 | 15 |
| Ca | mg/kg DM | 149 | 24 |
| Fe | mg/kg DM | 72 | 12 |
| Al | mg/kg DM | 28 | 4.8 |
| Mg | mg/kg DM | 14 | 2.9 |
| Cl (water soluble) | mg/kg DM | 75 | 2 |
| K | mg/kg DM | 5.298 | 575 |
| Na | mg/kg DM | 2.073 | 233 |
| Zn | mg/kg DM | 2.347 | 460 |
| Cu | mg/kg DM | 681 | 87 |
| Ba | mg/kg DM | 589 | 57 |
| Pb | mg/kg DM | 132 | 20 |
| As | mg/kg DM | 2 | 4 |
| Cd | mg/kg DM | 2 | 1 |
| Ni | mg/kg DM | 52 | 9 |
| Cr | mg/kg DM | 45 | 5 |
| Se | mg/kg DM | 6 | 5 |
| Mn | mg/kg DM | 635 | 91 |
| LOI* | % (w/w) | 0,25 | 0,02 |
| Water solubility | % (w/w) | 1,4 | NA |
| Electrical Conductivity | mS/cm | 2,7 | - |
| pH (in distilled water) | - | 8,3 | - |
| *: Loss on ignition, 550 °C, 1 hr. | |||
Table 3.7 Analyses of mixed ESP and baghouse ash from Avedøre wastewater treatment and sludge combustion plant (Ottosen et al., 2018). Element analyses were performed after digestion in accordance with DS 259.
Based on the composition of the filter ash and assessment of the hazardous properties HP1 to HP15, the filter ash can be classified as non-hazardous waste according to the mirror non-hazardous (MNH) entry 19 01 14 fly ashes other than those mentioned in 19 01 13* in the European LoW. The baghouse ash has been assigned to the absolute hazardous (AH) entry in the list: 19 01 07* solid wastes from gas treatment.
3.4.3 Production of wastewater treatment sludge ash in the Nordic countries
Incineration of wastewater treatment sludge is currently not very widespread in the Nordic countries. Mono-incineration of WTS only takes place in Denmark and as the first trial in Finland.
Denmark
Approximately one-third of the wastewater treatment sludge produced in Denmark is incinerated. There are 3 dedicated wastewater sludge incinerators in Denmark. BIOFOS is a wastewater treatment company owned by 15 municipalities in the Greater Copenhagen area. It owns and runs two dedicated wastewater treatment sludge incinerators, one at Lynetten wastewater treatment plant and one at Avedøre wastewater treatment plant. A third wastewater sludge incinerator is located at a wastewater treatment plant in Lundtofte (Mølleåværket), owned by 4 municipalities in the Northern part of Greater Copenhagen.
The incinerators are all equipped with fluid bed combustion technology in different configurations with electrostatic filters, ESPs (a cyclone at Mølleåværket) for collection of fly ash/particulates and bag filters for collection acid gas cleaning residues (fine ash particles, spent and excess lime and active carbon), see
Figure 3.4. Bag filter ash generally has a higher content of hazardous substances than the ESP ash and therefore has a lesser potential for utilisation/CE. The amounts of sludge incinerated and the residues produced in Denmark in 2020 are shown in Table 3.8.
| Facility | Sludge combusted (t DM) | Ash for utilisation (t DM) | Ash for own landfills (t DM) | Acid gas cleaning residues/bag filter ash to external landfills (t DM) | Total residues (t DM) |
| Lynettena | 15.917 | 1.845c | 2.390 | 601 | 4.836 |
| Avedørea | 8.293 | 2.748 | 32 | 2.780 | |
| Lundtofteb | 2.146 | 223c | 550d | 773 | |
| Total | 26.356 | 2.068 | 5138 | 1.183 | 7.616 |
| a: BIOFOS (2021): Biosfos miljøberetning – Miljødata for 2020. b: Larsen (2021) c: ESP or cyclone ash utilised by Rockwool to produce a special type of mineral wool (limit value for Hg). d: Exported to NOAH at Langøya in Norway. | |||||
Table 3.8 Ash from incineration of wastewater treatment sludge in Denmark in 2020. tDM = tonnes dry matter.
Finland
The main treatment methods for sewage sludge in Finland are digestion and/or composting. The first sewage sludge incineration plant has been built recently and it is in trial use. The plant uses new PAKU-technology developed in Finland. In the PAKU-process, mechanically dried sludge is fed to a circulating mass dryer where the sludge is dried to over 95% dry matter content before being fed to the circulating mass (fluid bed) reactor. The flue gas created in the reactor is cleaned by removing product ash and secondary ash and scrubbing before releasing to the stack (Endev 2022). It is planned to use the product ash that is separated by a cyclone as a fertiliser, whereas heavy metals and other harmful elements are concentrated in secondary ash. Ash production is about 8% of the sludge mass from which the share of product ash is 95% (Lehtoranta et al. 2021). Sewage sludges are also co-incinerated with other fuels in a few plants (VVY 2019).
Sweden
There are no mono-incineration plants that combust wastewater treatment sludge, and only one incinerator for co-combustion of approximately 5% of WTS with other waste.
Norway
Ca. 6000 tonnes of wastewater treatment sludge mono-combusted per year at one facility. All residues are landfilled (Fagerli, 2022).
Iceland
No mono-incineration of wastewater treatment sludge (Jonasdottir, 2022).
Greenland
No wastewater treatment sludge incineration.
Faroe Islands
No wastewater treatment sludge incineration (Fjallstein, 2022)
Åland
No wastewater treatment sludge incineration (Stjärnfelt, 2022).
4 Areas of application of combustion/incineration residues as part of Circular Economy
4.1 Overview of existing and potential applications
Table 4.1 provides an overview of the various existing and potential CE applications that have been identified for residues from the three main types of fuels considered in this context, namely biomass (including peat), MSW waste, and wastewater treatment sludge. In the following, the identified applications are briefly described for each of the relevant residues. Many of the applications will require special treatment and management techniques for the residues under consideration. Examples of these techniques are presented in chapter 6, and some of them are selected and further elaborated in chapter 7 as BAT proposals that can support CE. An overview of European and national legislation that can be relevant for the management and CE application of the combustion/incineration residues is given in chapter 5.
It should be noted that if no application is feasible (and actually carried out) for a given production of a given combustion/incineration residue, the only alternative management option is landfilling, which is the least desirable option (at the bottom of the waste hierarchy, see Figure 2.1). The residues will in many cases also require treatment to meet the waste acceptance criteria for landfilling. Many of the treatment methods discussed in chapter 7 will also be relevant in this context, but that will not be discussed any further here (some examples are presented in TemaNord 2009:583 (Hjelmar et al., 2009).
Table 4.1 Overview of existing and potential applications for the various residues under consideration.
| Potential recycling applications | Biomass* combustion | MSW incineration | WTS incineration | ||||
| BA | FA | BA | FA | FGCr | Filter | Baghouse | |
| Recovery of elemental metals | A | ||||||
| Extraction of metals | A | (A) | |||||
| Recovery of salts | A | A | |||||
| Recovery of gypsum | A/B | ||||||
| Recovery of phosphorous | B | B | |||||
| Use as a fertiliser | A | A | C | ||||
| Use as a soil improver | A | A | |||||
| Unbound aggregate in roads | A | A | A | ||||
| Unbound aggregate in earthworks | A | A | C | C | |||
| Soil stabilisation in earthworks/roads | A | ||||||
| Cement-improved granulates for earthworks | A | ||||||
| Bound aggregate in concrete/binder | C | C | C | ||||
| Use in the production of mineral wool | A | ||||||
| Use as an admixture in cement pro-duction | C | C | B | C | |||
| Production of glass-ceramics | C | C | |||||
| Production of lightweight aggregates | A | ||||||
| Use as cover material at landfills | A | ||||||
| *: Here biomass includes peat A: Well established recovery and application in full scale B: Large scale or pilot scale testing C: Possible sporadic application | |||||||
4.2 Biomass combustion residues
4.2.1 Application as a fertiliser or a soil improver
The most widespread use of biomass ash is as a forest or field fertiliser, either with minimal pre-treatment or after mixing with other nutrients or lime. Depending on the properties, bottom ash and fly ash may be used together as a mixture, or either bottom ash or fly ash may be used and the other not if it does not meet the criteria for use as a fertiliser (see Chapter 6). Biomass ash is used as a forest or field fertiliser in Finland (see Annex A), Denmark, Sweden and Norway (?). One advantage of this use is that it can be scaled up and down, and applied both by large power plants and by rather small combustion units.
Lamers et al. (2018) point out that the use of biomass both as a fertiliser ash and as a soil improver is in line with EU CE policy. They report that soil amendment comes in different forms, where the most direct way is to simply mix the ash directly with soil by spreading it on farmland and then plough the ash into the topsoil. Another way is by composting, where the ash is mixed with e.g. garden waste or other agricultural waste and piled to undergo fermenting processes that release the nutrients in the mix. The composted mix is then spread on fields and ploughed down as a soil improver that provides both fertilisation and structure to the topsoil.
4.2.2 Use as unbound aggregate in earthworks
Biomass ashes can in Finland be used in earthworks (e.g. base-course, embankments). If the environmental applicatory requirements are fulfilled according to the MARA-decree (see section 5.2.2), only a notification is needed, otherwise, an environmental permit is required. In some cases, granulates containing a small amount of cement have been prepared for use in base-coarse. Besides the technical improvements by cement addition, the release of sulphate is lowered (Lindroos et al., 2016). Similar uses could in principle be applied in other Nordic countries or regions, subject to national/local legislation. See also Annex B.
4.2.3 Application in cement production
The use of biomass ash as a raw material for the production of cement clinkers has been suggested and investigated. One source states that since the ash is being collected wet, the water content means that it would require drying before such use. Based on a rather thorough study, Tosti et al. (2020) conclude that the use of biomass ash to lower the CO2 emission from clinker production is a potentially sustainable application that depends on the joint effort of bioenergy producers, by providing higher quality biomass ash, and cement makers, by adapting the kiln operation to enable a high level of raw material replacement by bio-mass ash. They recommend further research to investigate the effect of potentially suitable biomass feed-stock (e.g. wood mixed with bark) on final clinker quality and the durability of cement products. Hence this use could be characterised as an emerging technology.
4.2.4 Use in the production of lightweight aggregate
Biomass bottom ash is used as a secondary raw material in the production of lightweight expanded clay aggregates, which are made by heating certain types of clay (and secondary) raw materials to approximately 1200 °C in a rotary kiln. The yielding gases expand the clay by thousands of small bubbles forming during heating producing a honeycomb structure. The aggregates are used as an insulating building material. The applicability of biomass bottom ash is based on its similarity to clay in chemical composition.
4.2.5 Current CE application of biomass ash in the Nordic countries and regions
It is difficult to find reliable data on the current or recent extent to which biomass ashes are part of the CE in the Nordic countries and regions. The amounts shown below are therefore partly based on educated guesses and estimates.
Denmark
In Table 4.2, Lamers et al. (2018) has provided an “educated guess” for the fate of biomass ash in Denmark from 2016 to 2018. The distinction between a field fertiliser and a soil improver may be rather subtle.
| Type of use/management | Wood ash | Straw ash |
| Fertiliser | 15.000 t/a | 30.000 t/a |
| Soil improver | 15.000 t/a | 30.000 t/a |
| Landfilling | 1.000 t/a | 1.000 t/a |
Table 4.2 An estimate of the status of Danish biomass ash management during the period 2016 to 2018.
Since 2020, a certain amount of biomass bottom ash is being used as secondary raw material in the production of lightweight aggregates for insulation in building construction.
Finland
Biomass ashes are mainly used in different earth construction applications or as fertiliser products in Finland. Earth construction applications include the use as filler material in the construction of roads, fields and embankments, and use as a stabilisation agent. Ash fertiliser products can be used in forestry, agriculture and horticulture depending on the ash quality. Minor amounts of biomass ashes can be used in other applications and there is active research going on to find a valuable use for ashes. Ashes that do not fulfil the requirements of the above-mentioned applications are landfilled. An estimate of the status of biomass ash management in Finland is presented in Table 4.3. The estimate is partially based on the VTT’s long-term experience and follow-up of ash management in Finland.
| Type of use/management | Biomass ash (t/a) |
| Fertiliser products | 159.100a |
| Earth construction applications | 291.000b |
| Landfilling | 50.000b |
| a Finnish food authority 2021, b Estimate made by the authors |
Table 4.3 Table estimate of the status of Finnish biomass ash management in 2020. Biomass ashes in Finland include also ashes from co-combustion of biomass and peat.
Sweden
Table 4.4 shows the current management of biomass ash in Sweden.
| Biomass ash management | Mono-combustion of biomass tonnes/year | Co-combustion of biomass tonnes/year | Year | Source of information |
| Amount of ash used as forest fertiliser | 45 000 | - | 2020 | a |
| Amount of ash used for other purposes | 520 000 | 2021 | b | |
| Amount of ash landfilled | 120 000 | 2021 | ||
| a: Skogsbränslestatistik, askeåterföring 2020, Skogsstyrelsen b: Khodayari and Anderson (2022) | ||||
Table 4.4 Management of biomass ash in Sweden.
Norway
Ash from mono-combustion of biomass is to a certain extent utilised as an agricultural soil improver. It is not spread in forests (Fagerli, 2022).
Iceland
No mono-incineration of biomass, hence no application of the ash ((Jonasdottir, 2022).
Greenland
No biomass ash produced, hence no application.
Faroe Islands
No biomass ash produced, hence no applications (Fjallstein, 2022).
Åland
The biomass ash is currently mixed with compost and used as soil substrate (Stjärnfelt, 2022).
4.3 MSWI bottom ash
4.3.1 Recovery and recycling of elemental metal from MSWI bottom ash
MSWI bottom ash generally contains between 6% and 20% (w/w) of elemental metal which can be divided into ferrous (Fe) metals (5 – 15%) and non-ferrous (NFe) metals (1 – 5%) consisting of NFe light (aluminium) and non-ferrous heavy (copper, silver, brass, lead, Cr/Ni stainless steel, precious metals) (Syc et al. 2020). As standard practice for recovering Fe scrap, only basic magnetic separation is carried out at the sites of most MSWI plants. In the simplest version of the treatment, this is usually done just after the BA discharge, using an overbelt or drum magnets. This method of separation is used only for large pieces of scrap. Later on, typically in connection with the subsequent recovery of NFe metals, a multi-step magnetic separation may be employed in an advanced treatment plant. Here, overbelt magnets are used for Fe scrap while, in a second stage, drum magnets are often used to remove the magnetic fraction (iron oxides and agglomerates with their content), because the presence of the magnetic fraction lowers the NFe separation efficiency of the eddy current separators. This fine magnetic fraction is of no commercial value and is often returned to the BA’s mineral residue.
Overall, ferrous scrap from MSWI BA is of low quality and is typically sold directly to the metal recycling companies either “as is” or after a simple mechanical on-site treatment focused on the removal of rust and adhering mineral material. As for the NFe-metals, the situation is more complicated since to achieve efficient recovery of NFe metals a sophisticated process is required. In general, there are three types of treatment trains for the recovery of NFe metals from BA (Syc et al., 2020): (i) dry processing of wet bottom ash, (ii) wet processing of wet bottom ash, and (iii) dry processing of dry bottom ash. Regardless of the set-up, it is very common that the primary NFe metal separation plants generate concentrates of Al and NFe-heavy with 50 – 70% purity. These concentrates cannot be sold as a commodity on the LME (London Metal Exchange), but are often sold to/bought by (depending on the type of contract) a few highly specialised upgrading facilities that upgrade the metal concentrates from the primary NFe-metal separation to the market quality allowing for the final products to be sold on LME.
As the metals are sold on the LME, the only criteria related to metals separated from MSWI BA is the purity which is typically guaranteed by the selling party using product certificates. Metal recovery and recycling have been chosen as a BAT candidate Annex C.
4.3.2 Recovery and application of the mineral fraction of MSWI bottom ash in road construction
The mineral fraction left after the recovery of metals can be utilised in many ways which are in different stages of maturity and acceptance by authorities/public and have different potentials for the management of the bulk mass of BA, different costs, and different environmental impacts. A detailed discussion of this topic is outside of the scope of this text, but for the sake of clarity, it could be mentioned that, historically, utilisation as a landfill cover or material for the construction of roads on the landfill site was the main management option. Over the last 20 years, an increasingly larger portion of the mineral fraction has been utilised in many European countries as unbound construction aggregates, typically as a subbase layer in road constructions thereby replacing natural materials (Blasenbauer et al., 2020). At a somewhat smaller scale, utilisation of the mineral fraction as a replacement for natural materials (sand, gravel, cement) in construction materials like mortar, different types of concrete, premanufactured construction products (e.g. building blocks), light-weight aggregates, and asphalt was reported elsewhere (Lynn et al., 2017).
When used as unbound aggregate in road construction (sub-base and base), the BA must comply with several functional criteria as specified by the national road authorities and stipulated in relevant CEN product standards for aggregates. In Denmark, for instance, the technical criteria include the following (Vejdirektoratet, 2004):
- 0% > 45 mm (crushing of oversize material is allowed)
- Particles > 31,5 mm: max 15%
- Particles < 0,063 mm: max < 9%
- A normative reference to EN 13285 category GN, OC85, UF9, and LFN;
- TOC < 3% (EN 13137)
- < 15 cm3/kg of material with density smaller than water (EN 933-11) in a representative sample of the fraction 4/63 mm
There are no common environmental protection conditions and criteria for the application of unbound waste aggregates at EU level, and therefore the conditions and quality/test requirements for use vary between countries and regions, also in the Nordic countries, see Chapter 6. This situation has been discussed thoroughly in Blasenbauer et al. (2020).
4.3.3 Use of the mineral fraction of MSWI BA as aggregate in hydraulically bound applications
Hydraulically bound applications consist e.g. of adding BA aggregates to cement to replace natural aggregates when producing concrete for use as subbase in road construction or as concrete pavement blocks. Optimum technical parameters and overviews of environmental impacts can be found in Lynn et al. (2016 and 2017).
To the best knowledge of the authors, only test productions have taken place in the Nordic countries, and hydraulically bound applications of BA are not being pursued on a larger scale.
4.3.4 Use of the mineral fraction of MSWI BA as aggregate in bitumen bound applications
In the 1990s the use of BA as aggregates in bituminous mixtures as a replacement of (parts of) the natural aggregates in asphalt was investigated e.g. in Denmark and Norway. It was given up at that time because the porous nature of the BA leads to an increase in the necessary amount of bitumen compared to natural aggregates (Lynn et al, 2017).
Recently, the increasing pressure to save resources during renovation and/or construction of new roads has led to the implementation of a novel BSM (bitumen-stabilised-material) method in Denmark where milled, crushed and sorted asphalt from old and worn pavements is heated and mixed with a few percent (~ 2,5%) foamed bitumen, a little cement, and a little water. The resulting mixture is used as ordinary hot-mixed asphalt.
Based on the practical experience with the BSM method civil engineering companies together with AFATEK and the Danish Road Directorate carried out some laboratory tests where BA was stabilised using the BSM method. The results of these laboratory tests were promising with respect to obtained workability and very high E-modulus of the test specimen which suggests that the BSM-BA could be used.
Based on promising results (e.g. high load capacity, low rutting) of laboratory tests carried out in Denmark, BA is being considered a candidate material for BSM applications. The BSM-BA is intended to be used as a base layer directly under the asphalt top wear layer. Currently, a full-scale testing project is being designed in cooperation with Danish Road Directorate to confirm these results in real life.
4.3.5 Application of the mineral fraction of MSWI BA as an admixture in cement manufacturing
Because of its relatively high contents of SiO2, Al2O3, and CaO, the mineral fraction of BA has been considered and investigated for use in the production of Portland cement clinker, reducing the consumption of limestone and reducing the CO2 emissions. According to Hyks and Hjelmar (2018) and the references therein, it is concluded that the mineral fraction of BA is feasible for cement production at an addition rate of up to 6% if the IBA has been quenched or washed (to reduce the content of chloride to prevent corrosion). To the best of our knowledge, this option has not been pursued further in the Nordic countries.
4.3.6 Application of the mineral fraction of MSWI BA as a cover material at landfills
In some countries, the mineral fraction of BA has been used as a cover material for landfills as a replacement for natural aggregates and soil. In the Nordic countries, this has been practised extensively in Sweden because of the difficulties involved in obtaining permission for more desirable applications such as road construction. The functional criteria for waste that can be used without any permit from environmental authorities as part of a top cover at landfills are similar to or less strict than those that must be met when using the IBA for road construction. The environmental criteria in terms of limit values for content and leachability that must be met in Sweden can be seen in Chapter 6.
4.3.7 Current CE application of MSWI bottom ash in the Nordic countries
Denmark
More than 99% of the annual production of BA in Denmark has been utilised as unbound aggregates primarily in road subbase or as filler in highway ramps.
Finland
The utilisation rate of MSWI BA in Finland is increasing since the implementation of the new Government Decree on the Recovery of Certain Wastes in Earth Construction (843/2017). In 2020, the utilisation rate of IBA outside of landfills was reported at 20% (Blasenbauer et al., 2020) while this value is likely higher at the moment. In landfill areas, MSWI bottom ash is mainly used as a construction material.
Sweden
Utilisation of MSWI BA outside of landfills is not commonly done in Sweden due to missing national regulation. In 2020 incineration produced 993.423 tonnes of fresh BA. After drying and sorting, around 861.000 tonnes were available as construction material. Of this, around 55 kt (6%) were landfilled, and 806 kt (94%) were used for constructions in landfills or as cover below the sealing layer on landfills. Nothing was used outside of landfills (Avfall Sverige Statistik, Energiåtervinning, 2020). Nevertheless, single projects occasionally receive permits to utilise BA. Most recently, SYSAV received a permit to utilise ~ 63.000 m3 of MSWI BA as subbase in road construction at the harbour of Trelleborg.
Norway
All MSWI BA produced in Norway is landfilled (Fagerli, 2022). However, both ferrous and non-ferrous metals are recovered prior to landfilling.
Iceland
All MSWI BA produced in Iceland is landfilled after recovery of metal (Jonasdottir, 2022).
Greenland
The utilisation of MSWI BA outside of landfills has not been discussed yet.
Faroe Islands
All MSWI BA in the Faroe Islands is landfilled (Jakobsen et al., 2017).
Åland
No MSWI BA is generated in Åland (Stjärnfelt, 12-04-2022).
4.4 MSWI fly ash and gas cleaning residues
4.4.1 Extraction of metals from fly ash
Although there are many metals present in MSWI FA and FGCr, it is primarily Zn in FA which is targeted by extraction processes because of the overall economy of the operation. In some countries (Denmark, Sweden), FA from wet FGC systems has been subject to an acidic extraction process in order to recover Zn in form of a metal-enriched filter cake which, typically after washing and drying, is sold to Zn smelters, thereby reducing the consumption of primary resources. The functional criterion is the minimum concentration of Zn in the filter cake to be accepted at the smelters, and this value varies in different countries depending on local markets, availability of smelters, and availability of secondary Zn resources. As a rule of thumb, the higher the content of metal the better, but a filter cake with a Zn-content ~40% would be considered acceptable. Note that in Switzerland, a full-scale extraction and metal recovery system is in operation which allows for separation of Cd-, Pb- and Cu-containing filter cake by reductive separation (cementation) while it also generates pure Zn (>99,995%) by electrowinning. Nevertheless, the costs of the process are significantly higher compared with the aforementioned extraction processes producing Zn enriched filter cake. See also Annex E.
4.4.2 Recovery of salts from fly ash and flue gas cleaning residues
Based on the type of the FA/FGCr (wet, dry, semi-dry), 25 – 50% of the mass of the FA/FGCr can consist of soluble salts, in particular calcium chloride. Despite the significant amounts of readily soluble salts (Cl, Na, K, and Ca) in FA and/or FGCr, historically, the major objective of the washing process has been the removal of the salts prior to further treatment and/or landfilling rather than its actual recovery. The wastewater resulting from the washing of FA/FGCr has typically a high content of salts and low to moderate amounts of toxic metals. Nevertheless, the wastewater can be treated to reduce the concentration of metals to an acceptable level by conventional methods (pH adjustment, TMT-15 addition, and filtration). Then, it is possible to recover the salts and/or to discharge the salty effluent to a wastewater treatment plant (WWTP) or a water body (preferably the sea because of the compatibility with the salinity). See Annex E.
In some countries, the fly ash has been subject to an extraction procedure (often the same as in 4.4.1) to recover a large portion of the soluble salts. The salt brine (a mixture of CaCl2, NaCl, KCl) is purified to remove remaining dissolved heavy metals and may be used either as a mixture for de-icing purposes or further processed to separate different pure salts in the following sequence: CaCl2, NaCl, KCl. Naturally, the pure salts have a higher market value than their mixture. KCl can be used in the fertiliser industry, CaCl2 can be used as a dust control and de-icing agent, while NaCl has numerous applications in different industrial processes.
It should be noted that Ragn-Sells in Sweden has planned to start treating 150.000 tonnes of fly ash and FGCr per year with their process, Ash2Salt, in 2022. The intention is to extract and utilise salts from the residues (see Annex E).
Fortum is stabilising fly ash and FGCr residues in their ash refinery process in Pori, Finland. The annual treatment capacity of the plant is 45.000 t/a. The solid residues from the process can be landfilled without cement stabilisation. Salty washing waters are discharged to the sea after a water treatment process, but experiments are ongoing to produce salt solutions for de-icing and dust control (Regional State Administrative Agency for Southern Finland, 2020). See also Annex E.
4.4.3 Recovery of gypsum from the flue gas cleaning process for the production of plaster boards
Industrial gypsum is in high demand for the production of plaster boards, and flue gas cleaning gypsum (FGCG) recovered from the alkaline scrubber stage at MSW incinerators with wet flue gas scrubbing systems can help fill some of that demand, provided it can meet the relatively strict quality criteria in the plaster board manufacturing industry (see Annex F). In Denmark, several MSWIs with wet scrubber systems are making adjustments to the technique and delivering test batches of FGCG to be assessed as a raw material for plaster board manufacturing (see also Annex F).
4.4.4 Application of fly ash and flue gas cleaning residues as unbound aggregate
Since FA/FGCr are of fine particle size and generally contain high concentrations of heavy metals, soluble/volatile salts as well as hazardous organic compounds such as chlorinated dioxins (PCDD) and furans (PCDF), their direct utilisation as unbound aggregates in earthworks are not practiced within the EU, and these residues are typically undergoing stabilisation/solidification to be landfilled in hazardous waste or special landfills or they are landfilled underground.
Nevertheless, a UK-based company operates a full-scale accelerated carbonation technology (ACT) to manufacture lightweight aggregate (LWA)/granulate from FA/FGCr which are treated using carbon dioxide, and bound using fillers and binders without removing any hazardous substances from the FA/FGCr. The resulting aggregates form rounded and sub-rounded pellets of various sizes (0–15 mm) and a dry loose bulk density of 950 – 1.100 kg/m3. These aggregates may then be used either directly as lightweight aggregates for concrete, mortar, and grout (in accordance with BS EN 13055-1) or in unbound and hydraulically bound mixtures (in accordance with BS EN 13242). More specifically, according to the producer, the ACT-aggregates may be used in the following applications: SHW 600 (classified fill and capping), SHW 800 (unbound/hydraulically bound mixtures), and SHW 1000 (concrete). The aggregates have been granted EoW status in the UK although there is very little information available on the leaching properties of the product and the potential environmental impacts of the use of the material as a product.
4.4.5 Application of fly ash and flue gas cleaning residues as bound aggregate in concrete
In principle, aggregates made as described in section 4.4.4 could be used as a structural material in concrete. However, this could potentially introduce substantial amounts of chloride into the concrete and cause corrosion of steel reinforcement within the concrete. To the best of the knowledge of the authors, this is not done, except perhaps in the UK.
4.4.6 Application of fly ash and flue gas cleaning residues for the production of glass-ceramics
It is well-known that glass-ceramics derived from coal fly ash can have distinctive chemical properties and attractive physical appearances similar to or even superior to those of natural granites and marbles and, therefore, there are many potential applications, such as wall-covering panels, floors, and roofs in industrial and public buildings, interior facings of containers, and road surfacing (Quina et al., 2018). The applicability of MSWI FA/FGCr has been investigated as well and the results were promising in general. Unfortunately, to the best of the knowledge of the authors, no full-scale application of FA/FGCr in the manufacturing of glass-ceramics has been reported in Nordic countries.
4.4.7 Application of fly ash and/or flue gas cleaning residues in cement production
The presence of Ca-, Si-, Al-, and Fe-bearing phases in FA/FGCr indicates a potential to use these wastes as raw materials in the cement industry, thereby replacing natural raw materials like limestone, clay, shale, etc. The main options for APCr/FA utilisation in the cement industry are: 1) production of blended cement, and 2) co-processing of residues in the cement kiln to produce cement clinker (Figure 4.1).

Figure 4.1 The main options for FA/FGCr utilisation in the cement industry (based on Quina et al., 2018).
Although raw and untreated FA/APCr may positively influence the hydration behaviour of the cement if it is recycled as a major constituent to produce blended cement, it has also been shown in several studies that FA/FGCr contain a considerable amount of metallic aluminium that generated the hydrogen gas causing volume expansion of cement paste. Furthermore, the presence of high chloride content in FA/FGCr may affect the product quality and cause technical problems in the cement kiln (e.g., rapid clogging, corrosion inside the heat exchangers, increasing metals emission, etc.). Therefore, before any further application in cement manufacturing a pre-treatment (e.g., water-washing or acidic washing) may be necessary in order to remove chlorides present in the FA/FGCs to an acceptable limit; e.g. to < 0.1% as applied to coal fly ash according to DIN EN 450-1 (2012) (Quina et al., 2018 and references therein).
The main practical obstacle against the utilisation of FA/FGCr is the fact that the composition of FA/FGCr is not stable over time (due to diverse sources of MSW, incineration technologies, and gas cleaning systems) which may influence the cement quality or the emissions from the cement kiln stack. Therefore, systematic monitoring of the FA/FGCr composition is required before its application in the cement industry to ensure process safety as well as product quality.
To the best knowledge of the authors, large-scale use of FA/FGCr in cement manufacturing is practiced only in Japan (after mechanical pre-treatment and washing) at a substitution rate of <1%.
4.4.8 Placement of fly ash and flue gas cleaning residues in landfill-like cavities classified as utilisation
For decades, predominantly alkaline MSWI FA and FGCr have been received at the island Langøya in the Oslo Fiord, which is a former limestone quarry. The entire island is a combined treatment and disposal facility run by the company NOAH A/S. On the island, the alkaline material is used to neutralise sulphuric acid, which is a waste product from a nearby titanium oxide factory. The main reaction product is gypsum which together with the remaining residues has then been used to fill up the cavity which had resulted from the quarrying of limestone. The process is classified as a treatment facility by the Norwegian authorities, and the acceptance of FA and FGCr is considered utilisation (for the treatment of waste acid).
In Germany, placement of FA and FGCr in old salt mines is also considered utilisation (for the purpose of filling up the underground cavities, which is required by German law).
4.4.9 Current CE application of MSWI fly ash and flue gas cleaning residues in the Nordic countries and regions
Denmark
Nearly all FA/FGCr produced in Denmark is exported to be utilised at Langøya in Norway or salt mines in Germany. Small amounts of FA/FGCr are being treated in the HaloSep process at Vestforbrænding, and small amounts of FGC gypsum are being tested for application in the manufacturing of plaster boards.
Finland
No MSWI FA & FGCr has been applied for CE purposes in Finland.
Sweden
About 50% of the annual production of FA/FGCr is shipped to Norway, based on classification as recovery. The remaining part is landfilled in Sweden. However, in the autumn of 2021 the Swedish EPA reclassified the treatment in Norway as landfilling, thereby preventing the export of FA/FGCr from Sweden to Norway. As of 2022, the new Ash2Salt facility should treat 150.000 tonnes per year of FA from Sweden and recover salts (see Annex E for details). The washed residues will be landfilled in Sweden.
Norway
28.993 tonnes of FA/FGCr are landfilled and 25.443 tonnes are utilised, presumably at NOAH at Langøya (Fagerli, 2022).
Iceland
Fly ash and FGCr produced at Kalka near Keflavik is exported to NOAH at Langøya in Norway (Jonasdottir, 2022).
Greenland
No utilisation.
Faroe Islands
MSWI FA/FGCr os exported to NOAH at Langøya in Norway (Jakobsen et al., 2017).
Åland
No waste incineration (Stjärnfelt, 2022).
4.5 Ash from incineration of wastewater treatment sludge
4.5.1 Recovery of phosphorous from WTS ash
The content of phosphorous (P) in Sewage sludge ash is relatively high (6 – 12%), and as can be seen from Table 4.4 also substantial amounts of Ca, Fe, Al, and Mg. However, the ash also contains significant amounts of heavy metals that can complicate the recovery of phosphorous. According to Aydin et al. (2010), a phosphorous content of 11% is comparable to medium to high-grade phosphate ores. The phosphorous present in the ash is not readily available for uptake by plants, and it is, therefore, necessary to treat the ash to bring the phosphate into a form that can be released. Ottosen et al. (2013) have shown that a better yield of P is obtained by treating ash from Fe-precipitated wastewater treatment sludge with strong acid than by treating Al-precipitated sludge ash similarly. Ottosen et al. (2015) state that:
- Ash from the incineration of aluminium precipitated sludge is largely impossible to recycle [for the purpose of recovery of plant available P];
- Ash from the incineration of iron precipitated sludge can be recycled, although it is difficult;
- Ash from the incineration of biologically treated and sedimented sludge (bio ash) is relatively easy to recycle. However, not many waste treatment plants produce ash without additional precipitation with iron or aluminium.
Ottosen et al. (2015) further report that a process has been conceived to produce a phosphorous product containing ammonia from wastewater treatment sludge, and another process to produce calcium phosphate as a supplement to natural mined apatite has also been elaborated (and sought patented). Neither process has been fully developed, but work on the latter process would continue.
To the best of the knowledge of the authors, none of these processes nor any of several other processes aiming to recover P in a form that is available to plants and hence can be used as a fertiliser (and complies with regulations concerning the spreading of heavy metals) have reached a level of commercial feasibility.
4.5.2 Application of WTS ash as a fertiliser
Direct application of ash from combustion of wastewater treatment sludge may have been suggested, but is not a very likely option for recycling the ash, because 1) most of the phosphorous in the ash is not readily available for plant uptake, and 2) the content of heavy metals cannot comply with the national limit values (at least not in Denmark, nor Finland). Recovery of P from WTS ash to be used as or in fertilisers will require treatment as described in section 4.5.1.
4.5.3 Application of WTS ash for production of mineral wool
The mineral composition of wastewater treatment sludge ash (main elements are Si, Ca, Fe, Al, Mg) is compatible with the raw materials used in the production of stone wool. The wastewater treatment sludge ash can therefore be accepted as an alternative raw material in the production of Rockwool, provided the content of Hg does not exceed 0,1 mg/kg and that there is a stable supply of a certain minimum quantity and homogeneous quality.
4.5.4 Current application of ash from combustion of wastewater treatment sludge in the Nordic countries and regions
Denmark
The amount of WTS ESP ash used as secondary raw material in the production of stone wool for insulation was 2.097 tonnes on a dry matter basis in 2019. A similar amount was used in 2020. There were no other types of CE applications for WTS ash in 2019 or 2020.
Finland
The first sewage sludge incineration plant has been built in Finland recently and it is in trial use, thus ashes are not produced regularly yet, and there is no information available on their management. Sewage sludge ashes are not allowed to be used as fertiliser products according to the effective fertiliser legislation.
Sweden
There is no mono-incineration of wastewater treatment sludge in Sweden and hence no CE application of WTS ash.
Norway
No application of wastewater treatment sludge ash.
Iceland
No mono-incineration of WTS in Iceland (Jonasdottir, 2022).
Greenland
No mono-incineration of WTS in Greenland.
Faroe Islands
No mono-incineration of WTS in the Faroe Islands (Fjallstein, 2022).
Åland
No mono-incineration of WTS in Åland.
5 Brief overview of relevant legislation
5.1 EU legislation
5.1.1 Overview of potentially relevant EU legislation
Table 5.1 provides a possibly non-exhaustive overview of EU legislation that may be relevant in regulating conditions throughout the chain of events from the generation of combustion/incineration residues via treatment as needed to meet functional and environmental requirements to the end-user and application for the intended purpose. The EU Directives are implemented into national legislation, while Regulations and Decisions directly become national legislation in the Nordic countries and regions.
Table 5.1 Overview of EU legislation that may potentially affect the areas and issues in the listed chain of events and hence may have to be considered when recovering, treating and applying combustion/incinerator residues as part of the circular economy. W and P indicate whether a Directive or Regulation covers Waste, Products or both.
| Areas potentially affected by the legislation | Potentially relevant European legislation | ||||||||||||
| Industrial Emissions Directive, IED | Waste Framework Directive | Other EU legislation | |||||||||||
| W, P | W | W | W | W | W | W | W, P | P* | W, P | W, P | W, P | W | |
| LCP BATC | WI BATC | WT BATC | Waste Frame|work Direc|tive | Commis|sion De|ci|sion on the List of Waste (LoW) | Regula|tion, de|fi|ning HP1-HP13 and HP15 | Regu|la|tion de|fi|ning HP14 | POPs Regula|tion | REACH Regu|la|tion | Regu|la|tion on classi|fi|ca|tion, label|ling and packa|ging of sub|stan|ces and mix|tures (CLP) | Con|struc|tion Pro|ducts Re|gu|la|tion, (CPR) | Regu|la|tion on ma|king the ma|king avai|lab|le on the mar|ket of EU fer|ti|li|sing pro|ducts | Waste Ship|ments Re|gu|la|tion | |
| Combus|tion process | X | ||||||||||||
| Incinera|tion process | X | ||||||||||||
| Residue treat|ment process | X | X | X | X | X | ||||||||
| Classifica|tion (Haz/Non-haz) | X | X | X | X | X | ||||||||
| Re-classifi|ca|tion (End-of-Waste, By-product) | X | X | X* | X | X | X | |||||||
| Applica|tion (func|tio|nal requi|re|ments) | X | X | |||||||||||
| Applica|tion (en|vi|ron|men|tal requi|re|ments) | X | X | X | X | X | X | X | ||||||
| Marke|ting condi|tions | X | X | X | X | X | X | X | X | X | ||||
| Trans|bor|der trans|port con|di|tions | X | X | |||||||||||
| *: Wastes that obtain EoW status or are classified as by-products will be covered by REACH. They will not be re-classified if they exceed the POP limit values. | |||||||||||||
As can be seen from Table 5.1, several of the directives, regulations, and decisions can affect more than one area. In the following, a short presentation will be given of each of the Directives, Regulations, and Decisions and their roles in the management of combustion residues in relation to BAT and CE. In the presentation, the regulatory EU documents are listed in the order they are presented in Table 5.1:
Section 5.1.2: The industrial Emissions Directive and associated BREFs and BATCs
Section 5.1.3: The Waste Framework Directive and associated legislation
Section 5.1.4: The POPs Regulation
Section 5.1.5: The REACH Regulation and the CLP
Section 5.1.6: The Construction Products Regulation (CPR)
Section 5.1.7: Regulation on the rules on the making available on the market of EU fertilising products
Section 5.1.8: The Waste Shipments Regulation
Section 5.1.9: The Water Framework Directive
The last Directive on the list, the Water framework Directive (not mentioned in Table 5.1), does not directly affect the chain of events from fuel to CE application of ash/residue, but it has had and will most likely continue to have a significant effect on the water quality criteria and hence indirectly affect the leaching limit values set for residues to be applied in earth and road constructions.
5.1.2 The Industrial Emissions Directive and associated BREFs and BATCs
The IED and the three potentially relevant BREFs (LCP BREF, WI BREF, and WT BREF) as well as the associated Implementing Decisions were introduced in Chapter 2. It was mentioned that the LCP BATC and the WI BATC primarily refer to the ash producing industrial installations and procedures. However, a few of the BAT conclusions and BAT requirements for Large Combustion Plants and Waste Incineration may have a direct influence on the quality of the combustion residues, and are therefore mentioned in the following. There is no clear distinction between the definitions of combustion and incineration, and the scopes of both the LCP BATC and the WI BATC includes various types of waste fuels, but MSW fuel is only covered by the scope of WI BATC.
Large Combustion Plant BREF (LCP BREF)
The last part of the LCP BATC establishing BAT conclusions for large combustion plants consists of a description of general techniques and techniques to increase energy efficiency and reduce emissions of NOx, CO, SOx, HCl, HF, dust, metals including Hg, PCDD/F to air and techniques to reduce emissions to water. Many of these techniques will produce solid residues, some of which may be utilised or prepared for utilisation. However, one of the LCP BAT conclusions directly addresses waste management:
BAT 16: In order to reduce the quantity of waste sent for disposal from the combustion and/or gasification process and abatement techniques, BAT is to organise operations so as to maximise, in order of priority and taking into account life-cycle thinking:
- waste prevention, e.g., maximise the proportion of residues which arise as by-products;
- waste preparation for reuse, e.g., according to the specific requested quality criteria;
- waste recycling;
- other waste recovery (e.g., energy recovery),
by implementing an appropriate combination of techniques such as:
- Generation of gypsum as a by-product
- Recycling or recovery of residues in the construction sector
- Energy recovery by using waste in the fuel mid
- Preparation of spent catalyst for reuse.
Waste incineration BREF (WI BREF)
The scope of the WI BATC includes disposal or recovery of slags and/or bottom ashes from the incineration of waste. It is specifically mentioned that “This BREF does not address treatment of incineration fly ashes and other residues resulting from flue gas cleaning. This may be covered by the BREF for Waste Treatment (WT)”. A number BAT conclusions in the WI Implementing Decision document, including BAT 4, BAT 6, BAT 7, BAT 8, BAT 10, BAT 23, BAT 24, BAT 26, and BAT 34, refer to measures and techniques that are meant to prevent or reduce emissions to air or water, but may also have some direct or indirect influence on the production and properties of bottom ashes and flue gas cleaning residues. However, a few BATs are motivated more directly towards the incinerator residue properties and the recycling or treatment options for the residues, in particular slags and bottom ashes:
BAT 14: In order to improve the overall environmental performance of the incineration of incineration of waste, to reduce the content of unburnt substances in slags and bottom ashes, and to reduce emissions to air from incineration of waste, BAT is to use an appropriate combination of (a) Waste blending and mixing, (b) Advanced control system, and (c) Optimisation of the incineration process. There are BAT-associated environmental performance levels (BAT-AEPL) for TOC and LOI content of slags and bottom ashes of 1 – 3% and 1 – 5%, respectively. As an example, MSWI BA must have a content of TOC < 3% to be utilised in Denmark (Annex C and Annex D).
BAT 35: In order to increase resource efficiency, BAT is to handle and treat bottom ashes separately from flue gas cleaning residues. This BAT could be further developed to also distinguish between different types of flue gas cleaning residues from the same incineration process (see Annex G).
BAT 36: In order to increase resource efficiency for the treatment of slags and bottom ashes, BAT is to use an appropriate combination of the techniques given in Table 5.2 based on a risk assessment on the hazardous properties of the slags and bottom ashes.
Table 5.2 Treatment techniques to be used for slags and bottom ashes.
| Technique | Description | Applicability | |
| (a) | Screening and sieving | Oscillating screens, vibrating screens and rotary screens are used for an initial classification of the bottom ashes by size before further treatment. | Generally applicable |
| (b) | Crushing | Mechanical treatment operations intended to prepare materials for the recovery of metals or for the subsequent use of those materials, e.g., in road and earthworks construction. | Generally applicable |
| (c) | Aeraulic separation | Aeraulic separation is used to sort the light, unburnt fractions commingled in the bottom ashes by blowing off light fragments. A vibrating table is used to transport the bottom ashes to a chute, where the material falls through an air stream that blows uncombusted light materials, such as wood, paper or plastic, onto a removal belt or into a container, so that they can be returned to incineration. | Generally applicable |
| (d) | Recovery of ferrous and non-ferrous met-als | Different techniques are used, including: - magnetic separation for ferrous metals; - eddy current separation for non-ferrous metals; - induction all-metal separation. | Generally applicable |
| (e) | Ageing | The ageing process stabilises the mineral fraction of the bottom ashes by uptake of atmospheric CO2 (carbonation), draining of excess water and oxidation. Bottom ashes, after the recovery of metals, are stored in the open air or in covered buildings for several weeks, generally on an impermeable floor allowing for drainage and run-off water to be collected for treatment. The stockpiles may be wetted to optimise the moisture content to favour the leaching of salts and the carbonation process. The wetting of bottom ashes also helps prevent dust emissions. | Generally applicable |
| (f) | Washing | The washing of bottom ashes enables the production of a material for recycling with minimal leachability of soluble substances (e.g. salts). | Generally applicable |
Most of these techniques are applied either at the incinerators or centralised bottom ash processing plants as part of the preparation of incinerator bottom ashes for recovery and utilisation as part of the circular economy (see Annex C and Annex D). Although the recovery of gypsum from wet scrubber effluent is described in section 4.6.11 in the WI BREF, there are no BAT references to the technique (see Annex F) in the Implementing Decision establishing BAT conclusions for waste incineration.
Waste treatment BREF (WT BREF)
The scope of the Commission Implementing Decision (EU) 2018/1147 establishing BAT conclusions for waste treatment includes “treatment of ashes” which turns out to cover regeneration/recovery of pollutant abatement components, including flue gas treatment residues. It is further mentioned explicitly that: “These BAT conclusions do not address treatment of slags and bottom ashes. This may be covered by the BAT conclusions for Waste Incineration (WI) and/or the BAT conclusions for Large Combustion Plants (LCP).”
The BAT conclusions for waste treatment are ordered as follows:
- General BAT conclusions (BAT 1 – BAT 24)
- BAT conclusions for the mechanical treatment of waste (BAT 25 – BAT 32)
- BAT conclusions for the biological treatment of waste (BAT 33 – BAT 38)
All three groups of BATs are rather generic, addressing management issues and principles, unit operations and groups of unit operations applied to broadly defined groups of waste. In the BREF itself, a section on Treatment of flue gas treatment residues briefly presents the principles of a few treatment techniques:
- Recycling of residual sodium chemicals from solid flue gas treatment residues (hardly relevant in the Nordic countries)
- Recovery of salts from liquid flue gas cleaning residues by solution/evaporation (probably also relevant for solid gas cleaning residues (see Annex F)
- Washing of flue gas treatment residues and their use as a raw material for production of construction products
- Acid extraction of metals and salts from fly ashes, using acid [e.g., from the first stage of a wet scrubbing system] – (Annex E)
However, none of the BAT conclusions in the Commission Implementing Decision on Waste Treatment refer specifically to the treatment of combustion residues/gas cleaning residues. From a practical point of view, the Implementing Decision document on waste treatment can be regarded as general guidance or requirement on how to apply a large number of unit operations or techniques of combined unit operations to the treatment of wastes with different characteristics.
5.1.3 The Waste Framework Directive and associated legislation
General
Directive (EU) 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on waste and repealing certain Directives, including subsequent amendments (of which the latest so far is Directive (EU) 2018/851 of the European Parliament and of the Council of 30 May 2018 amending Directive 2008/98/EC on waste) is the European “Mother Directive” on waste management.
The scope of the Directive is to lay down measures to protect the environment and human health by preventing or reducing the generation of waste, the adverse impacts of the generation and management of waste, and by reducing the overall impacts of resource use and improving the efficiency of such use, which are crucial for the transition to a circular economy and for guaranteeing the Unions long-term competitiveness.
It provides basic definitions of waste management, it defines the waste hierarchy, it sets targets for reuse and recycling, it sets the basic rules for classification of waste as hazardous and non-hazardous, it sets criteria for re-classification of waste as by-products and the achievement of End-of-Waste (EOW) status.
The Waste Framework Directive and its daughter legislation affects practically all parts of the chain from production of a combustion residue to classification as hazardous/non-hazardous, assessment of classification as by-product/EoW, application options, marketing and transborder transport.
Classification of waste as hazardous or non-hazardous
Hazardous wastes generally pose a greater risk to the environment and human health than non-hazardous waste and therefore require a stricter control regime. The Waste Framework Directive provides additional labelling, record keeping, monitoring, and control obligations from the "cradle to the grave", in other words from the waste production to the final disposal or recovery. It also bans the mixing of hazardous waste with other categories of hazardous waste, and with non-hazardous waste.
The classification into hazardous and non-hazardous waste is based on the EU legislation on chemicals, in particular concerning the classification of mixtures as hazardous, with certain adjustments. This ensures that similar principles are applied over the whole life cycle of materials. The European List of Waste (LoW) in Commission Decision 2014/955/EU amending Decision 2000/352/EC on the list pursuant to Directive 2008/98/EC of the European Parliament and of the Council on waste is made up of approximately 840 different codes divided into 20 chapters, each of which contains a number of sub-categories. Each entry is characterised as being absolute non-hazardous (ANH), absolute hazardous (AH) or so-called mirror entries. Mirror entries can be either hazardous (MH) or non-hazardous (MNH), depending on their chemical composition and properties. They have to be assessed in relation to 15 hazardous properties (HP) and their content of certain POP substances in accordance with the rules and procedures described in Commission Regulation (EU) No 1357/2014 of 18 December 2014 replacing Annex III to Directive 2008/98/EC of the European Parliament and of the Council on waste and repealing certain Directives and in Council Regulation (EU) 2017/997 of 8 June 2017 amending Annex III of 2008/98/EC of the European Parliament and of the Council as regards the hazardous property HP14 “Ecotoxic” with strong references to the CLP (see under REACH in section 5.1.4). Classification of a waste as hazardous can have wide-reaching impacts on its management and the options for re-use and recycling and final disposal. See also section 2.3.
Re-classification of waste as by-products
In Article 5, the Waste Framework Directive defines by-products as a substance or object, resulting from a production process, the primary aim of which is not the production of that item. By-products can come from a wide range of business sectors, and can have very different environmental impacts. It is important to classify by-products correctly to avoid environmental damage or unnecessary costs for business. A by-product must fulfil the following conditions: (a) Further use of the substance or object is certain; (b) The substance or object can be used directly without any further processing other than normal industrial practice; (c) The substance or object is an integral part of a production process; and (d) Further use is lawful, i.e. the substance or object fulfils all relevant product, environmental and health protection requirements for the specific use and will not lead to overall adverse environmental or human health impacts. A by-product is not (and has not been) a waste, and is therefore potentially subject to REACH registration (see section 5.1.5).
Achievement of EoW status
In Article 6, the Waste Framework Directive specifies when a certain waste ceases to be waste and becomes a product. The waste (a substance or an object) must have undergone a recovery operation (including recycling) and must comply with the following conditions:
- The substance or object is commonly used for specific purposes
- There is an existing market or demand for the substance or object
- The use is lawful (substance or object fulfils the technical requirements for the specific purposes and meets the existing legislation and standards applicable to products)
- The use must not lead to overall adverse environmental or human health impacts.
Specific criteria for a certain type of waste can be set at EU level, and for a certain waste type for which there are no EU criteria, at national level. For certain waste types for which specific criteria are neither set at EU nor national level, the national authorities can set criteria on a case-by-case basis. Criteria set at national level shall in particular take into account limit values for pollutants and potential adverse environmental and health effect impacts.
A material that has obtained EoW status is a product and therefore no longer regulated by waste legislation. When a waste has achieved national EoW status in one EU member state, it only ceases to be waste in that particular member state. It is easy to imagine situations where a material that is waste in one country and a product in another can give rise to confusion if it is exported (in Denmark, where the responsibility of waste classification and assessment of proposals for achievement of EoW status has been delegated to the 98 municipalities, the confusion or discussion could even arise between individual municipalities). Waste, as defined in the EU's waste legislation, is in principle exempt from REACH, but a product recovered from waste is not. REACH applies for any substance, mixture or article you recover from waste that meets the End-of-Waste criteria. It is, however, sometimes possible to get an exemption for a recovered substance that has already been registered by someone else.
5.1.4 The POPs Regulation
The objective of Regulation (EU) 2019/1021 of the European Parliament and of the Council of 20 June 2019 on persistent organic pollutants (recast) is to protect human health and the environment by eliminating or restricting the production and use of persistent organic pollutants (POPs) as defined in the Stockholm Convention on Persistent Organic Pollutants or the Protocol to the 1979 Convention on Long-Range Transboundary Air Pollution on Persistent Organic Pollutants. It seeks to minimise, or eliminate where possible, releases of such substances, and regulate waste containing or contaminated by them. The POPs Regulation classifies POPs into four groups:
- Substances subject to prohibitions (Annex I)
- Substances subject to restrictions (Annex II)
- Substances subject to release reduction provisions (Annex III)
- Substances subject to waste management provisions (Annex IV)
The POPs Regulation is amended relatively often, partly because new POPs have to be added to the annexes. A consolidated version of the Regulation was published by the EU Commission on 15 March 2021. Most organic substances are destroyed during combustion and therefore not relevant in relation to combustion residues. However, a few POPs (e.g. PCDD/Fs) may survive or be formed during the combustion and gas cleaning process and hence be present in some combustion residues in trace amounts.
The POPs Regulation prohibits recycling of waste that contain POP substances above the limit values set in Annex IV of the POPs Regulation. Currently, these limit values are under review. The commission has proposed lower limit values for example to PCDD/Fs and dioxin-like PCBs (COM(2021) 656 final, 28.10.2021). Depending on the outcome of the legislative procedure, the renewed limit values may have an impact on the recycling and use of combustion residues.
Besides the Annex IV limit values for wastes, Annex I of the POPs regulation sets limit values for POP substances in products (so called unintentional trace contaminant (UTC) limits). All by-products and EoW-materials have to comply with these UTC-limit values.
5.1.5 The REACH Regulation and the CLP
Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), establishing a European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC aims to improve the protection of human health and the environment through the better and earlier identification of the intrinsic properties of chemical substances. This is done by the four processes of REACH, namely the registration, evaluation, authorisation and restriction of chemicals, strongly supported by the so-called CLP, Regulation (EC) No 1272/2008 of the European Parliament and of the Council of 16 December 2008 on classification, labelling and packaging of substances and mixtures. REACH also aims to enhance innovation and competitiveness of the EU chemicals industry. Waste as such, including combustion residues when recovered or recycled as part of CE, are not necessarily regulated by REACH. However, if the residues obtain EoW status or status as a by-product, they automatically become regulated by REACH, but may or may not be exempted from some of the registration provisions, downstream user obligations and evaluation requirements of the REACH Regulation. In this context, the REACH Regulation could potentially influence the marketing conditions for recycled or recovered combustion residues.
5.1.6 The Construction Products Regulation (CPR)
Regulation (EU) No 305/2011 of the European Parliament and of the Council of 9 March 2011 laying down harmonised conditions for the marketing of construction products and repealing Council Directive 89/106/EEC lays down harmonised rules for the marketing of construction products in the EU. The Regulation provides a common technical language to assess the performance of construction products. It ensures that reliable information is available to professionals, public authorities, and consumers, so they can compare the performance of products from different manufacturers in different countries. It can be seen as an umbrella for harmonised product standards that prescribe CEN test methods to be used and functional criteria to be met by construction products (and also by waste materials such as ashes when used for construction purposes). The harmonised standards set the conditions for CE marking and certification. So far, environmental criteria are set at national level (but the test methods are set at EU/CEN level). In this context, the CPR and the associated product standards may potentially influence the functional and environmental conditions related to the CE application of combustion residues and the marketing conditions.
5.1.7 Regulation (EU) No 2019/1009 on the rules on the making available on the market of EU fertilising products
The overall purpose of Regulation (EU) 2019/1009 of the European Parliament and of the Council of 5 June 2019 laying down rules on the making available on the market of EU fertilising products and amending Regulations (EC) No 1069/2009 and (EC) No 1107/2009 and repealing Regulation (EC) No 2003/2003 is to ensure free movement within the EU (and the EEA) of fertilising products when the conditions set in the Regulation are fulfilled.
In Article 3, it is therefore stated that:
1. Member States shall not impede, for reasons relating to composition, labelling or other aspects covered by this Regulation, the making available on the market of EU fertilising products which comply with this Regulation, and
3. This Regulation shall not prevent Member States from maintaining or adopting provisions for the purpose of protecting human health and the environment which are in compliance with the Treaties, concerning the use of EU fertilising products, provided that those provisions do not require modification of EU fertilising products which are in compliance with this Regulation and do not influence the conditions for making them available on the market.
The Regulation stipulates that an EU fertilising product shall:
- meet the requirements of the relevant Product Function Category (PFC)
- meet the requirements of the relevant Component Material Category (CMC)
- be labelled with the labelling requirements (CE-marking)
According to Article 19, material that constitutes waste, as defined in Directive 2008/ 98/EC, can cease to be waste, if it is contained in a compliant EU fertilising product.
Ashes that are used as component materials of CE-marked fertiliser products shall meet the requirements of Component Material Category (CMC) 13 – Thermal Oxidation Materials and Derivates. Ashes need to be produced under non-oxygen limiting conditions from certain raw materials (fuels) listed in the Delegated regulation (EU) 2021/2087. A temperature of at least 850 °C for at least two seconds must be reached during the combustion if other than pure biomass fuels are used. The input material shall be oxidised in such a way that the total organic carbon (Corg) content of the resulting slags and bottom ashes is less than 3% by dry matter of the material. Other limit values for thermal oxidation materials are presented in Table 5.3. The thermal oxidation materials or derivates shall have been registered pursuant to Regulation (EC) No 1907/2006 (REACH).
| Substance or element | Limit value |
| PAH | ≤ 6 mg/kg |
| PCDD/F | ≤ 20 ng/kg WHO toxicity equivalent |
| Crtot | ≤ 400 mg/kg |
| Tl | ≤ 2 mg/kg |
| Cl | ≤ 30 mg/kg |
| V | ≤ 600 mg/kg |
Table 5.3 Limit value for certain substances and elements in thermal oxidation materials and derivates to be used as component materials in EU-fertilising products.
5.1.8 The Waste Shipments Regulation
Transboundary shipments of waste both between EU countries and between EU countries and third countries are regulated by Regulation (EC) No 1013/2006 of the European Parliament and of the Council of 14 June 2006 on shipments of waste (consolidated version as of 10 January 2021). The Regulation is mandatory for all of the European Union and for countries in the European Economic Area. Besides the Regulation, the Member States are obliged to adopt national legislations for example on the financial guarantee required in the notification procedure pursuant of the Regulation. The procedure for shipment of waste is divided into two categories. Waste can either be shipped in accordance with the procedure defined in Article 18 (Waste to be accompanied by certain information, or so-called procedure for green-listed waste) or it has to be notified to the national competent authority.
In this context, the Waste Shipments Regulation could be relevant e.g., if an ash is treated to a certain level, and has to be sent to another country for further upgrading because the required technology is not available in the country of origin of the waste.
5.1.9 The Water Framework Directive
Directive 2000/60/EC of the European Parliament and of the Council of 23 October 2000 establishing a framework for Community action in the field of water policy has laid down a framework for the protection of the quality of rivers and lakes, estuaries, lagunes, coastal waters, and groundwater in all EU Member States. It is very complex legislation that sets several environmental and ecological quality targets and establishes a framework for Community action in the field of water policy as well as for monitoring of progress.
The national implementation of the Water Framework Directive which is still ongoing has had (and still has) a significant influence (towards stricter values) on quality criteria for surface water and groundwater in many EU Member States. In the context of CE applications of combustion residues, this may indirectly influence leaching limit values for emission of potential pollutants from e.g. use of combustion residues as unbound aggregates in road construction.
5.2 National legislation relevant for potential CE applications of combustion residues
Whereas the EU legislation is implemented into the national legislation of both EU and EEA countries and partly implemented in some of the regions, the conditions of recycling, recovery and CE application of waste have not (yet) been fully regulated at EU level. It is therefore currently regulated at national level. In the following, a brief and non-exhaustive overview of national legislation (and rules) regulating the environmental impact of relevant CE applications of treated or untreated combustion/incinerated residues in the Nordic countries and regions is given. The national legislation is described in most detail for those countries that currently utilise relatively large amounts of combustion/incineration residues (Denmark, Finland, Sweden).
5.2.1 Denmark
Statutory Order no. 1672/2016 on the use of residual products, soil and sorted C&D waste
The Statutory Order no. 1672/2016 (BEK nr. 1672/2016) sets quantitative criteria (see Table 1) for residual products and slightly polluted soil to be used as replacement of primary raw materials in certain construction projects. It also lays down the physical conditions for the use of these materials (see Table 2). To be included in the scope of the Statutory Order, a combustion residue must be listed in Annex 1 to the Order. Three combustion residues are on the list: MSWI bottom ash and bottom and fly ash from coal combustion. In this context only MSWI bottom ash will be considered. Residues classified as hazardous are excluded from the scope.
MSWI bottom ash to be used as a replacement of primary raw materials must fulfil quantitative criteria regarding the content and leachability of specified inorganic substances. In addition, the content of total organic carbon (TOC) in MSWI bottom ash must not exceed 3% (w/w).
Statutory Order no. 1672/2016 distinguishes between three different categories of residues, based on the results of a determination of the content of some trace elements (after partial digestion with 7 M nitric acid) and on the results of a leaching test. The prescribed leaching test, EN 12457-1, is a batch leaching test performed at L/S = 2 l/kg with a contact time of 24 hours. The combined criteria for content and leached amounts that define the three categories are shown in Table 5.4. The limit values on content are based on toxicological considerations whereas the limit values on leaching are based on a risk assessment scenario (modelling the impact of a constant source on a groundwater extraction well placed 30 m downstream of the application and not considering sorption).
Residues falling in Category 1 may be used freely for certain specified purposes, i.e. construction of roads, paths, squares/parking lots, noise reduction walls, ramps, dikes, dams, railway embankments, pipe/cable trenches, landscaping, marine constructions, refilling floors and foundations without a permit unless contradicted by the Environmental Protection Act (LBK No 100 af 19/01/2022) and other legislation. Because of the restrictions on content, no MSWI bottom ash will fall in Category 1. Category 2 and Category 3 residues may be recycled without a permit under increasingly more restrictive conditions concerning the type of application, thickness, and top cover (see Table 5.5). Practically all MSW bottom ashes in Denmark fall in Category 3.
In addition to the restrictions shown in Table 5.5,an application must be placed at a minimum distance of 30 m to the nearest drinking water extraction well nd above the highest groundwater level.
| Substance | Category 1 | Category 2 | Category 3 |
| Limit values for solid content in mg/kg DM | |||
| As | 20 | ||
| Cd | 0,5 | ||
| Cr (total) | 500 | ||
| Cr (VI) | 20 | ||
| Cu | 500 | ||
| Hg | 1 | ||
| Ni | 30 | ||
| Pb | 40 | ||
| Zn | 500 | ||
| Limit values for leached amounts at L/S = 2 l/kg in mg/kg DM | |||
| As | 0,016 | 0,016 | 0,10 |
| Ba | 0,60 | 0,60 | 8,0 |
| Cd | 0,004 | 0,004 | 0,080 |
| Cr (total) | 0,020 | 0,020 | 1,0 |
| Cu | 0,090 | 0,090 | 4,0 |
| Hg | 0,0002 | 0,0002 | 0,002 |
| Mn | 0,30 | 0,30 | 2,0 |
| Ni | 0,020 | 0,020 | 0,14 |
| Pb | 0,020 | 0,020 | 0,20 |
| Se | 0,020 | 0,020 | 0,060 |
| Zn | 0,20 | 0,20 | 3,0 |
| Chloride | 300 | 300 | 6.000 |
| Sulphate | 500 | 500 | 8.000 |
| Sodium | 200 | 200 | 3000 |
Table 5.4 Limit values for content and leached amounts in Statutory Order no. 1672/2016. DM = dry matter.
Table 5.5 Applications and conditions for use of MSWI bottom ash of Category 2 and Category 3.
| Construction work | Category 2 | Category 3 |
| Roads | Cover, max height 1 m | Tight cover, max height 1 m, surface water removal |
| Paths | Cover, max height 0,3 m | Cover, max height 0,3 m |
| Squares/parking lots | Cover, max height 1 m | |
| Pipe/cable trenches | Cover | Cover |
| Ramps | Cover, max height 4 m, at least a 15 0/00 slope along the ramp | |
| Noise reduction baffles | Cover, max height 5 m, max 2 m wide on top, 6 m wide at bottom, erosion protection required | |
| Foundations and floors below buildings | Max height 1 m, soil must not give rise to indoor air problems | Max height 1 m, soil must not give rise to indoor air problems |
| Cover: Asphalt, concrete, flagstones or min. 1 m of Category 1 soil or similar, protecting against contact. Tight cover: asphalt, concrete or similar, reducing the rate of infiltration of precipitation. Removal of surface run-off water shall reduce the infiltration to max 10% of the precipitation. | ||
No later than 4 weeks before the intended start of the recycling project the user must submit a notification to the municipality detailing the location of the project, the start and end dates of the project, the amount, type, and category of residue to be used, the dimensions of the project (including drawings), an area situation plan showing the involved land register numbers, the location relative to drinking water borings and extraction wells, rivers, lakes, and the sea, and information on whether or not direct discharges or indirect discharges via drainage systems to rivers, lakes or the sea will occur. The municipal authorities may, if there is a risk that the project will cause environmental pollution, within 4 weeks after receiving the notification, determine that the project shall be delayed until the impact on the environment has been studied or assessed. The municipal authorities will prohibit the project if it does not comply with regulatory requirements.
Statutory Order no. 732/2019 on application of biomass ash for agricultural purposes
This Statutory Order lays out to which extent biomass ashes can be applied for agricultural purposes as replacements for normally used fertilisers or soil improvers in order to ensure that due consideration is taken to environmental protection.
Ashes from the combustion of the following types of biomass are allowed:
- Raw wood, including bark, forest chips, untreated sawdust from sawmills, and chips from energy tree plantations
- Untreated wood (including wood pills, flakes, and sawdust) not containing glue, lacquer, impregnation, paint (excluding stamps), foil, laminate, nails, screws, furnishings, etc.
- Waste wood and wood pills from production and finishing of untreated, glued wood with content of glue (phenol-resorcinol glue, polyvinyl acetate glue, urea formaldehyde glue, polyurethane glue, and melamine urea formaldehyde glue that must not exceed 1% (w/w) DM.
- Straw (including hay baling strings) and related straw yields from annual or perennial energy plants (elephant grass, rape, energy grain or similar)
- Vegetable waste that occurs from generation of bioethanol using the biomass waste mentioned under the above bullets.
It is allowed to use up to 10% (w/w) DM of the following materials to produce ash pills: Seed pods, lime, lignin, cement, sand and gravel, and clay and clay minerals.
The following limit values for the content of heavy metals must be met by the biomass ash (Table 5.6).
| Heavy metal | Unit | General value | Straw ash | Wood ash | Mix of straw and wood ash | Wood ash for use in forests |
| Cd | mg/kg DM | 5 | 20 | 5 | ||
| Cr | mg/kg DM | 100 | ||||
| Hg | mg/kg DM | 0,8 | ||||
| Ni | mg/kg DM | 60 | ||||
| Pb | mg/kg DM | 120 | 250 | |||
| PAH* | mg/kg DM | 12 | ||||
| *: Sum of acenapththene, phenanthrene, fluorene, fluoranthene, pyrene, benz(b+j+k)fluoranthene, benz(a)pyrene, benz(ghi)perylene, indeno(1,2,3-cd)perylene. | ||||||
Table 5.6 Limit values for content of heavy metals in biomass ash to be used for agricultural purposes. Analytical method: Determination after digestion according to DS 259 (nitric acid digestion).
Allowed ash dosages for agricultural fields, and areas for production of Christmas trees and greenery:
Maximum allowed amount of Cd: 0,8 g/ha/year as an average over 5 years
Maximum allowed amount of ash: 5 tonnes DM/ha over a 5-year period
It is not allowed to spread more ash than that which corresponds to the nutrient needs of the plants (often K will be a good indicator of the amount needed).
The following amounts are allowed in forest areas:
Reactivity (EC determined at L/S = 5 l/g) and maximum dosage when spreading wood ashes in forests:
Below 2800 mS/m: Maximum 3 tonnes DM/ha/10 years
2800–3200 mS/m: Maximum 2 tonnes DM/ha/10 years
3200–3600 mS/m: Maximum 1 tonne DM/ha/10 years
Maximum amounts of Cd to be spread: 60 g/ha/75 years
Regardless of reactivity and Cd content, the maximum allowable dosage of biomass ash is 3 tonnes/ha/10 years and maximum of 3 spreadings per 75 years.
It is not allowed to spread more ash than that which corresponds to the nutrient needs of the plants (often K will be a good indicator of the amount needed).
Statutory Order no 503/2020 on state fees on waste and raw materials
This Statutory Order sets a fee of 475 DKK on each tonne of waste that is delivered for landfilling. That and the gate fee covering the cost of landfilling (and aftercare) for which the average is in the order of approximately 420 DKK (but varying between landfills) represent an economic incentive that can off-set some of the costs of BAT solutions for the preparation of a combustion residue for a CE application.
Statutory Order no. 100/2022 updating and consolidating the Environmental Protection Act
The objective of the Environmental Protection Act is to protect the environment and to preserve animal and plant life. It applies to all activities in relation to pollution, and must be administered to focus on achievable and available techniques, processes, and systems with the goal of preventing pollution through the implementation of cleaner technology. Permission for applications of incineration or combustion residues not covered by or complying with existing regulations, for example MSWI bottom ashes that exceeds the limit values or conditions for utilisation, may be granted in accordance with §19 of the Environmental Protection Act, based on the outcome of a site-specific risk or impact assessment.
5.2.2 Finland
Waste Act
The definition of waste in Finland is given in the Waste Act (646/2011, Chapter 1, Section 5) and is identical to the definition of the Waste Framework Directive 2008/98/EC.
Most provisions of the waste legislation (Waste Act 646/2011, Government Decree on Waste 978/2021), apply to both hazardous and non-hazardous wastes. waste of different types and quality shall be collected and kept separate in order to implement the waste hierarchy set in Waste Framework Directive. This obligation applies to both hazardous and non-hazardous wastes. Derogations are allowed only in cases specified in Article 10(3) of the Waste Framework Directive. Operator that recovers waste professionally or on plant-scale must remove hazardous substances, mixtures or parts from the waste to an extent that is necessary for the application of waste hierarchy or to prevent danger or harm to human health or the environment.
There are also specific provisions that apply to both hazardous wastes and certain non-hazardous wastes, for example book-keeping requirements (sections 118–119 of the Waste Act) and the obligation for a shipping document (section 121 § of the Waste Act). Shipping document is necessary for the shipment of hazardous waste, POPs waste, certain sludges, construction and demolition wastes, as well as contaminated soils.
Additionally, there are specific provisions that concern only hazardous wastes, such as the ban on the mixing of hazardous waste, and requirements for packaging and labelling of hazardous waste. Hazardous waste shall not be diluted, or in other ways mixed with waste different in type or quality, or with other substances. This ban on mixing can be derogated from if mixing is necessary to facilitate the treatment of waste, and the activity has been granted an environmental permit under the Environmental Protection Act. Waste must be separated if hazardous waste has been mixed contrary to the ban and if separation is necessary in order to prevent a hazard or harm to human health or the environment, and if such separation is technically feasible without undue cost.
Waste taxation regulation
Taxation of wastes landfilled is regulated in the Waste taxation regulation 1126/2010 and it concerns both public and private landfills, but not landfills for surplus soils[1]Finland has implemented a landfill tax (currently mass based: 70 euro/tonne) with some exemptions mentioned in a) Waste taxation regulation 1126/2010. The following streams are exempted from taxes:Waste used as construction material in landfill b) Waste classified as hazardous c) Specific waste streams: overplus/contaminated soils, forest industry sludge, waste rockTaxation paid by landfill owner (both public/private) (possibilities to re-paying if waste removed from landfill). . The tax has been in place in Finland over 20 years. Non-hazardous ashes landfilled are subjected for taxation, but ashes used as construction material in landfill are exempted from taxes.
The landfill tax has since 2016 been set to 70 euro/tonne of waste. Taxation has increased steadily during the last 20 years.
Fertiliser product Act (renewal ongoing)
Footnotes
- ^ Finland has implemented a landfill tax (currently mass based: 70 euro/tonne) with some exemptions mentioned in a) Waste taxation regulation 1126/2010. The following streams are exempted from taxes:Waste used as construction material in landfill b) Waste classified as hazardous c) Specific waste streams: overplus/contaminated soils, forest industry sludge, waste rockTaxation paid by landfill owner (both public/private) (possibilities to re-paying if waste removed from landfill).
The Finnish fertiliser legislation is under renewal. Draft law HE 32/2022 has been submitted to parliament on 24.3.2022 and aim is to get it effective on 16th July 2022. Thus, the following information regarding fertiliser product act and the Decree on fertiliser products will change in near future.
Latest information: lagen om gödselmedel - Maa- ja metsätalousministeriö (mmm.fi)
The current Fertiliser Product Act 539/2006 ensures that all fertiliser products placed on the market in Finland are safe, of good quality, and suitable for plant production. The Act also aims to promote the utilisation of by-products suitable for use as fertilisers, provided that they have a proven positive impact on plant growth and cause no damage or danger to humans, animals, plants or the environment.
Finland’s soils and inland waters are more acidic than those in other EU countries. Because of these exceptional soil and water conditions, special efforts are needed to control and reduce soil-related and other environmental risks in Finland. In this context, key priorities include the need to ensure the high quality and safety, including low heavy metal content, of fertiliser products used in agriculture, horticulture, landscaping and forestry.
All fertiliser products imported into and marketed in Finland must be included either in the national type designation list of fertiliser products or, in the list of types of EC fertilisers designations specified in Annex I to EC Regulation 2019/1009. The use of fertiliser products in Finland is controlled by the Finnish Food Authority (Ruokavirasto). Ruokavirasto is also responsible for keeping up the national type designation list.
Decree of the Ministry of Agriculture and Forestry on Fertiliser products 24/2011
Types of fertiliser products, type designation groups and the requirements specific to the type designation groups as well as on the quality, marking, packaging, transport, storage, use and other requirements of fertiliser products and on raw materials of fertiliser products are laid down by the Decree of the Ministry of Agriculture and Forestry on Fertiliser Products 24/2011 (Decree on Fertiliser products).
Ashes to be used as (or in) fertiliser products have an own type designation group 1A7 “Ash fertilisers”. Ash fertilisers are defined as by-product of an industrial or processing plant used as ash fertiliser or its raw material is a product which has an apparent plant growth promoting effect, mainly based on the amount of nutrients usable to plants present in the by-product. Ash of peat, agro-biomass or wood as well as ash of animal origin may be used as ash fertiliser or its raw material. The ash must be handled in a way that its dusting is minimised.
Peat and wood ash means a by-product separated mechanically or electronically from flue gases produced in the combustion of peat, wood chips, bark waste, waste of plant origin produced containing fibre material produced in connection with the production of primary pulp or paper manufactured from pulp, unprocessed wood waste or other similar pure material of wood origin or agro-biomasses such as reed canary grass, straw, cereal, oilseed plants, willow or common reed or a mixture of these or which has been removed from the bottom of the combustion chamber of the combustion plant. Ash produced in the manufacture of wood, peat or agro-biomass based fuel is also suitable for use as fertiliser.
The minimum nutrient contents of ash fertiliser used in forests are the following:
- Potassium (K) + Phosphorus (P) 2,0%
- Calcium (Ca) 6,0%.
The minimum neutralising ability (Ca) of ash used elsewhere than in forest must be 10%. Inorganic fertiliser products may be added to granulated ash fertiliser to increase its usability or fulfil the minimum nutrient requirements.
The limit values for heavy metal contents are listed in Table 6.6. No limit values for leaching of elements are defined for ashes to be used as fertilisers. Maximum loads for Cd and As are laid down in certain timeframe depending on the application:
- The average maximum cadmium load per hectare may not exceed 1.5 grams of cadmium per hectare per year. The maximum cadmium load due to the use of fertiliser products as used batches and during the periods of use may be:
- in agriculture and horticulture, no more than 7.5 grams per hectare during a period of five years;
- in landscaping and construction of green areas, no more than 15 grams per hectare during a period of 10 years;
- in fertiliser products in type designation group 1A7 Ash fertilisers used in forestry, no more than 100 grams per hectare during a period of 60 years.
- The average maximum arsenic load in forestry due to the use of fertiliser products in type designation group 1A7 Ash fertilisers may not exceed 2.65 grams of arsenic per hectare per year. The maximum arsenic load due to the use of ash fertilisers used in forestry may not exceed 160 grams per hectare during a period of 60 years.
| Element | Maximum concentration for ash fertilisers mg/kg DM | |
| Other use (agriculture, horticulture, landscaping) | Forestry | |
| Arsenic, As | 25 | 40 |
| Mercury, Hg | 1,0 | 1,0 |
| Cadmium, Cd | 2,5 | 25 |
| Chromium, Cr | 300 | 300 |
| Copper, Cu | 600 | 700 |
| Lead, Pb | 100 | 150 |
| Nickel, Ni | 100 | 150 |
| Zinc, Zn | 1.500 | 4.500 |
Table 5.7 Limit values for content of heavy metals in biomass ash to be used as fertiliser. Analytical method: in inorganic fertilisers and in liming materials extracted with nitric acid.
Decree of the Ministry of Agriculture and Forestry on Activities Concerning Fertiliser Products and Their Control
The Decree on Activities Concerning Fertiliser Products and their Control 11/2012 lays down the provisions on the operator’s obligation to notify and registration of certain operators relating to by-products of animal origin, obligation to keep a file, own check obligation, obligation to notify in advance, laboratory approval, and internal trade and import of fertiliser products. In addition, this Decree lays down the provisions on the approval of an establishment which manufactures, technically processes, or stores organic fertiliser products or their raw materials as well as on organising the control concerning fertiliser products.
Environmental protection Act
For the utilisation of ashes, the Environmental Protection Act 527/2014 gives general requirements of environmental protection and licensing of industrial operations. It applies also to waste treatment activities. The Environmental Protection Decree 713/2014 defines professional or facility-based treatment of wastes as one of the operations where an environmental permit is required. The license authority is either the Regional State Administrative Authority (AVI) or the municipal environmental authority, depending on the waste treated, and the type and size of the waste treatment operation.
Government Decree on the Recovery of Certain Waste in Earth Construction
Finland has introduced a Government Decree on the Recovery of Certain Waste in Earth Construction (the so-called MARA Decree 843/2017)) to promote the use of ashes in earth constructions through simplification of the environmental permit system. In the decree the conditions for use (type of applications) are prescribed as well as requirements for the quality control system (including limit values for release and content of harmful substances). The notification procedure for a waste fulfilling the requirements defined in the decree is much faster (an approval is given in 2–25 days) than in the environmental permission procedure.
The MARA criteria exclude small-scale recovery from the scope of the Decree, which means that such cases must be dealt with by the municipalities. The state authority (Centre for Economic Development, Transport, and the Environment) is the supervisory authority for the MARA Decree 843/2017.
The following ash types can be used based on the MARA Decree 843/2017:
- Fly and bottom ashes from combustion of coal, peat, and wood (10 01 02, 10 01 03, 10 01 17, 19 01 14, 10 01 01, 10 01 15 and 19 01 12), fluidised bed sand (10 01 24 and 19 01 19)
- Waste incineration bottom ashes after treatment (19 01 12, 19 12 09 or 19 12 12)
(treatment = separation of ferrous and non-ferrous metals)
The MARA Decree 843/2017 covers only certain applications and there are limitations for ash types in those applications. For example, waste incineration bottom ashes (after metal separation) can be used only in road and field structures, and foundations of industrial buildings. Limit values for leaching and total content of harmful elements in different applications are presented in Table 5.8 and Table 5.9.
Table 5.8 Leaching limit values for certain wastes to be used in earth construction with notification procedure, mg/kg DM. Test method CEN/TS 14405 or EN 12457-3, L/S = 10 l/kg (MARA Decree 843/2017).
| Harmful element | Earth construction application | |||||
| Road thickness of waste layer ≤ 1,5 m | Field thickness of waste layer ≤ 1,5 m | Foundations of industrial buildings thickness of waste layer ≤ 1,5 m | Roads from ash-stone-aggregate thickness of waste layer ≤ 0,2 m | |||
| Covered | Paved | Covered | Paved | |||
| Sb | 0,7 | 0,7 | 0,3 | 0,7 | 0,7 | 0,7 |
| As | 1 | 2 | 0,5 | 1,5 | 2 | 2 |
| Ba | 40 | 100 | 20 | 60 | 100 | 80 |
| Cd | 0,04 | 0,06 | 0,04 | 0,06 | 0,06 | 0,06 |
| Cr | 2 | 10 | 0,5 | 5 | 10 | 5 |
| Cu | 10 | 10 | 2 | 10 | 10 | 10 |
| Pb | 0,5 | 2 | 0,5 | 2 | 2 | 1 |
| Mo | 1,5 | 6 | 0,5 | 6 | 6 | 2 |
| Ni | 2 | 2 | 0,4 | 1,2 | 2 | 2 |
| Se | 1 | 1 | 0,4 | 1 | 1 | 1 |
| Zn | 15 | 15 | 4 | 12 | 15 | 15 |
| V | 2 | 3 | 2 | 3 | 3 | 3 |
| Hg | 0,03 | 0,03 | 0,01 | 0,03 | 0,03 | 0,03 |
| Cl- | 3.200 | 11.000 | 800 | 2.400 | 11.000 | 4.700 |
| SO42- | 5.900 | 18.000 | 1.200 | 10.000 | 18.000 | 6.500 |
| F- | 50 | 150 | 10 | 50 | 150 | 100 |
| DOC | 500 | 500 | 500 | 500 | 500 | 500 |
Table 5.9 Limit values for content of harmful substances for certain wastes to be used in earth construction with notification procedure, mg/kg DM (MARA Decree 843/2017).
| Harmful substance | Earth construction application | |||||
| Road thickness of waste layer ≤ 1,5 m | Field thickness of waste layer ≤ 1,5 m | Foundations of industrial buildings thickness of waste layer ≤ 1,5 m | Roads from ash-stone-aggregate thickness of waste layer ≤ 0,2 m | |||
| Covered | Paved | Covered | Paved | |||
| Benzene | 0,2 | 0,2 | 0,02 | 0,2 | 0,02 | 0,2 |
| TEX (Toluene, ethylbenzene, xylene) | 25 | 25 | 25 | 25 | 10 | 25 |
| Naphthalene | 5 | 5 | 5 | 5 | 5 | 5 |
| PAHs | 30 | 30 | 30 | 30 | 30 | 30 |
| Phenols | 10 | 10 | 5 | 10 | 10 | 10 |
| PCBs | 1 | 1 | 1 | 1 | 1 | 1 |
| Petroleum hydrocarbons C10-C40 | 500 | 500 | 500 | 500 | 500 | 500 |
5.2.3 Sweden
The Swedish environmental code (1998:808) defines the terms regarding waste, recovery of waste, etc. In 15 chapter 9a § the regulations to re-classify waste as not being waste are stated. The four terms that need to be fulfilled are the same as in article 6 in the Waste framework directive (see 6.1.3 under Achievement of EoW status). To meet the last point “the use of the substance or object will not lead to overall adverse environmental or human health impacts” the Swedish assessment is that ashes need to undergo significant treatment. Therefore all ashes are used in accordance to waste legislation.
According to 29 chapter 34 and 35 §§ Miljöprövningsförordningen (2013:151) only non-hazardous waste may be used for construction purposes (e.g. unbound layer in a road). In Sweden we have no general regulation about using waste as construction material, however the Swedish EPA has a guidance “Återvinning av avfall i anläggningsarbeten, Handbok 2010:1” (Naturvårdsverket, 2010) which is used by the operators and the supervisory authorities. The guidance is currently being updated and changes are likely.
In the guidance three levels of permission from environmental authorities are given (see Figure 5.1).
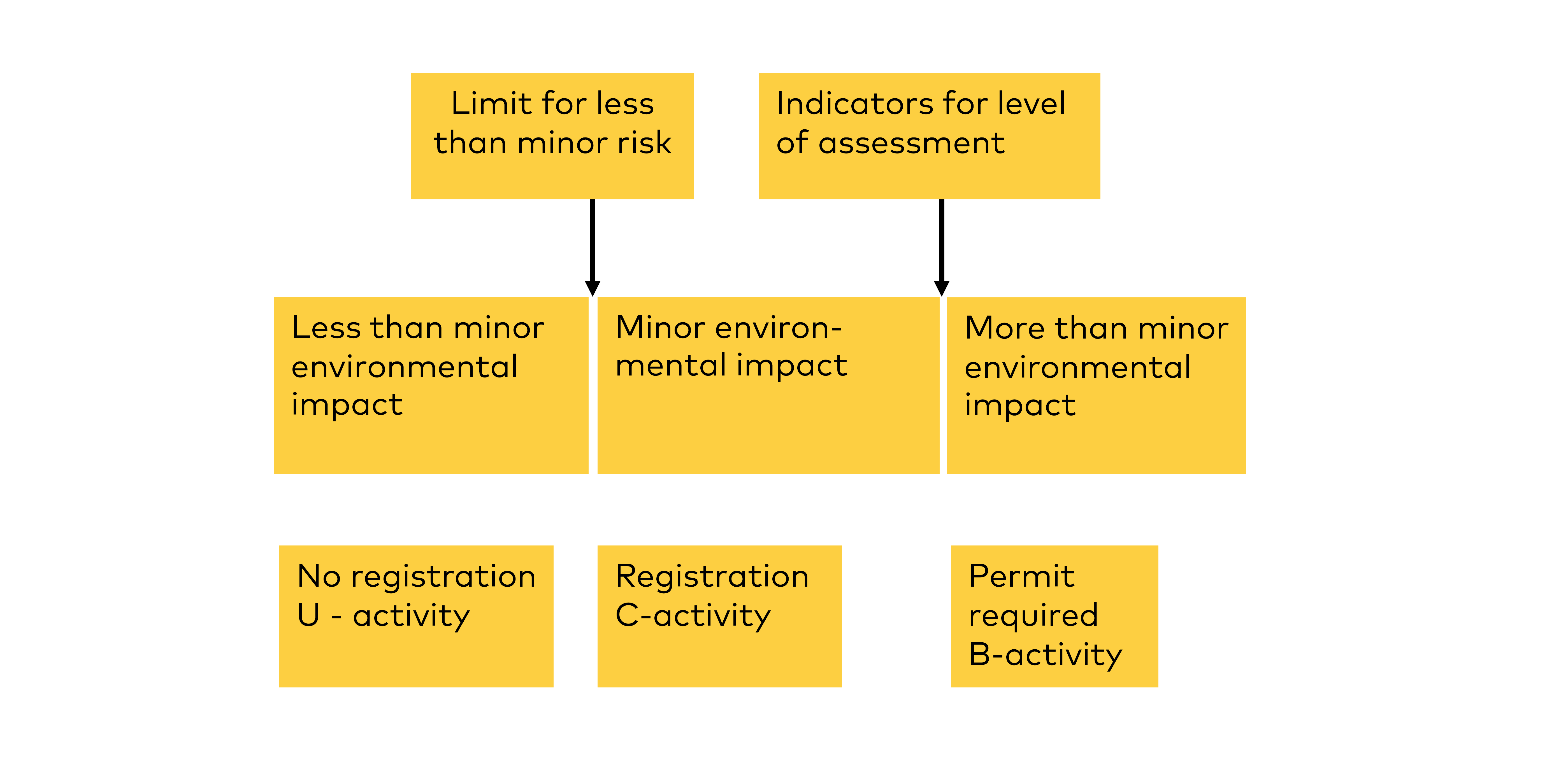
Figure 5.1 Levels of permission required for application of waste materials, including MSWI bottom ash.
They are:
- Less than minor environmental impact (Mindre är ringa föroreningsrisk) (U-verksamhet).
- Minor environmental impact (Ringa föroreningsrisk) (C-verksamhet) and
- More than minor environmental impact (mer än ringa föroreningsrisk) (B-verksamhet)
An assessment of the environmental impact is required before ash can be used as a construction material.
- For a U-activity, no allowance is needed from environmental authorities.
- For a C-activity, a notification must be sent to local environmental authorities who can allow its use.
- For a B-activity, an application for a permit is sent to the regional environmental authorities who allows the use.
The U-activities are likely to disappear in a near future, as all waste treatment activity is subject to permit or general binding rules according to the waste framework directive, making the levels for less than minor environmental impact obsolete.
The guidance states indicative levels for some parameters to help assess when a waste is suitable to be used without notification (Less than minor environmental impact). Depending on the origin of the waste other parameters may be relevant and need to be assessed case by case. The indicative levels are of three types, total content, leachability at L/S 0,1, and Leachability at L/S 10 l/kg. To use non-hazardous ashes, a site-specific evaluation of the impact that the ash in the application will have on health, soil, ground- and surface water must be carried out. If all measured and tested values for the waste are below the limit values in Table 5.10, the guidance states that the waste can be used without notification.
| Element | Total content (mg/kg) | Leaching C0 LS 0,1 l/kg (mg/l) | Leaching l/s = 10 l/kg (mg/kg) |
| As | 10 | 0,01 | 0,09 |
| Pb | 20 | 0,05 | 0,2 |
| Cd | 0,2 | 0,01 | 0,02 |
| Cu | 40 | 0,2 | 0,8 |
| Cd | 40 | 0,2 | 1 |
| Hg | 0,1 | 0,001 | 0,01 |
| Ni | 35 | 0,1 | 0,4 |
| Zn | 120 | 1 | 4 |
| Chloride | - | 80 | 130 |
| Sulphate | - | 70 | 200 |
| PAH-L | 0,6 | - | - |
| PAH-M | 2 | - | - |
| PAH-H | 0,5 | - | - |
Table 5.10 Indicative levels for waste to be used without notification are shown.
Indicative levels for waste used on a landfill as or above top cover without notification are slightly less strict in most cases (Table 5.11).
| Element/ substance | Total content (mg/kg) | Leaching C0 LS 0,1 l/kg (mg/l) | Leaching L/S = 10 l/kg (mg/kg) |
| As | 10 | 0,05 | 0,4 |
| Pb | 200 | 0,1 | 0,3 |
| Cd | 1,5 | 0,004 | 0,07 |
| Cu | 80 | 0,2 | 0,6 |
| Cr-total | 80 | 0,06 | 0,3 |
| Hg | 1,8 | 0,001 | 0,01 |
| Ni | 70 | 0,2 | 0,6 |
| Zn | 250 | 0,8 | 3 |
| Chloride | - | 6 200 | 1 100 |
| Sulphate | - | 2 900 | 8 500 |
| PAH-L | 3 | - | - |
| PAH-M | 10 | - | - |
| PAH-H | 2,5 | - | - |
Table 5.11 Indicative levels for waste used on top of a landfill without notification.
If the indicative levels are exceeded, a notification or a permit from an environmental authority is needed. This will generally be the case for MSWI bottom ash.
The Swedish Waste Management Organization (Avfall Sverige) have published a report on how to perform a site-specific impact evaluation for ash, using the same modelling that was used to calculate indicative levels for Less than minor risk, and thereby calculate Site-Specific Reference Values (PSRV) corresponding to indicative levels for minor risk (Ringa föroreningsrisk). This ensures that the ash in the application will have an impact that complies with the notification.
Legislation for biomass ashes
Legislation can be found in Skogsvårdslagen (1979:429), skogsvårdsförordningen (1993:1096) and Skogsstyrelsens föreskrifter och allmänna råd (SKSFS 2011:7) to skogsvårdslagen. A Guidance on Regulations and recommendations from skogsvårdsstyrelsen is presented in Report 2014/14.
According to the Swedish environmental code (1998:808),12 kap. 6 §, actions concerning forestry shall always be notified to Skogsstyrelsen if the actions cause significant changes in the forest environment. Spreading of biomass ashes must be notified for consultation to Skogsstyrelsen. At the consultation a protocol with analyses done on the biomass ash must be attached. The notification must be given to the authorities at least six weeks before the work commences.
Recommendations: Quality control of biomass ashes
To ensure a good quality of the biomass ash it is important that the source of the biomass ash is only wood from the forests. It is not unusual that biomass is mixed with waste, e.g. painted wood from demolition. If so, the bottom ash can only be landfilled or used in landfills.
To ensure a good quality of the biomass ash, it needs to harden. Hardening is caused by several chemical reactions, e.g. carbonisation. This will reduce the high pH in the ash, and damage to the trees from the ash is avoided. To start the reactions that cause hardening, the biomass ash is usually stored outdoor where it can be rained upon. It is recommended that about 25% water is added to the biomass ash to ensure good hardening.
The quality control of the hardened biomass ash is carried out by measuring conductivity and the content of macro nutrients and trace elements in the ash. Recommended maximum and minimum values are shown in the tables below (Table 5.12 and Table 5.13).
| Dosage (tonnes dry matter/ha) | Limit value for EC (mS/m) |
| Rejuvenation area | 2.400 |
| 2–3 | 2.800 |
| 1–2 | 3.200 |
| <1 | 3.600 |
Table 5.12 Recommended maximum levels for EC (electrical conductivity) in biomass ash spread in forest (Drott et al., 2019).
| Macro nutrients (g/kgTS) | Trace elements (mg/kgTS) | ||
| Ca | > 125 | B | < 800 |
| Mg | > 15 | Cu | < 400 |
| K | > 30 | Zn | 500–7.000 |
| P | > 7 | As | < 30 |
| Pb | < 300 | ||
| Cd | < 30 | ||
| Cr | < 200 | ||
| Hg | < 3 | ||
| Ni | < 70 | ||
| V | < 70 | ||
Table 5.13 Recommended levels for substances in biomass ash recovered in forest (Drott et al., 2019).
5.2.4 Norway
The IED is applicable in Norwegian legislation through the EEA Agreement. It was implemented in Norwegian legislation on 1 August 2016, in the Pollution control Regulation (Forureningsforskriften) Chapters 9 and 36 and in the Waste Regulation (Avfallsforskriften) Chapter 10 (Karström et al., 2021).
Practically all regulation of waste management has been gathered in the Waste Regulation (Forskrift om gjenvinning og behandling av avfall (Avfallsforskriften) of 1 July 2004 and subsequent amendments. The Waste Regulation implements, inter alia, the EU rules on classification of waste as hazardous or non-hazardous.
The use of biomass ash as a fertiliser is regulated by Regulation on fertilisers, etc. of organic origin (Forskrift om gjødselvarer mv. av organisk opphav, FOR-2003-07-04-951) which sets limit values on the content of heavy metals in the ash as well as in the soil to be treated with the ash, Fagerli (2022). Ash which can be regarded as being indirectly of organic origin, is not mentioned specifically in the Regulation.
5.2.5 Iceland
Like Norway, Iceland is not a member of the EU. However, also like Norway, Iceland is a European Free Trade Agreement (EFTA) member and has signed the agreement on the European Economic Area (EEA). Through this agreement, Iceland (like Norway) has to implement the EU legislation relating to the environment. This will, inter alia, include the IED (implemented in 2017) and the Waste Framework Directive. The permitting authority with respect to plants subject to the IED is The Environment Agency. Each permit is reviewed case by case and must fulfil the BATC under the IED. For smaller plants, not subject to the IED, the Board of Public Health in the relevant municipal control district issues the permit (Salminen et al., 2019).
5.2.6 Greenland
Greenland autonomous country within the Kingdom of Denmark. Greenland left the EU (then EEC) in 1985. In 2011 Greenland established the Environmental Protection Act in which two of six main aims target resource use and waste management. Aim no. 5 is “Limit the use and waste of resources” and aim no. 6 is “promote recycling and reduce waste disposal issues” (Papinechi et al., 2019).
5.2.7 Faroe Islands
The Faroe Islands are self-governing parts of the Kingdom of Denmark. They are not members of the internal market, however their legal framework is still highly influenced by EU law and the legal framework in Denmark particularly (Papinechi et al., 2019). The Faroe Islands have their own laws in a number of important areas based on their autonomous position. The environmental legislation for industrial plants is outlined in the Act on environmental protection from 1988.
5.2.8 Åland
Åland has its own provincial laws in a number of important areas based on its autonomous position. The environmental licensing for industrial plants is outlined in the Provincial law on environmental protection (ÅFS 2008:124) and decree (ÅFS 2008:130). The Provincial law on environmental protection makes reference to the applicability of the IED.
Waste management is regulated in Åland by the “Landskapslag (2018:83) om tillämpning av rikets avfallslag” and “Landskapsförordning (2018:90) om avfall”. The permitting authority is the environmental and health protection agency of Åland (ÅMHM).
6 Treatment techniques to enable CE solutions for combustion/incineration residues
6.1 Introduction to treatment of ashes/residues
The high mineral content of combustion/incineration residues can make them potentially suitable for use as secondary mineral material in many applications. However, it should be kept in mind that use is possible only if the material complies with both technical criteria (functional criteria) of the material it is replacing and environmental criteria. This requires an optimisation of the ash quality through different measures. The options for recovery and reuse of solid residues depend on many factors; e.g. (WI BREF, 2019):
- The content of organic compounds;
- The total content of heavy metals;
- The leachability of salts and heavy metals;
- Physical characteristics and functional properties (e.g. particle size distribution and comprehensive strength);
- Market factors, regulations and policies concerning their use, and specific local environmental issues
Residue treatment methods generally aim to optimise one or more of these parameters to mimic the quality of primary construction materials. After suitable treatment, residues from modern waste incineration plants fulfil the environmental and technical/functional requirements for these quality parameters. Regulatory and political barriers are sometimes the main barriers to the use of (in particular) IBA from suitably designed/operated installations.
Many questions have to be addressed when assessing the benefits but also the obstacles of a given treatment process (WI BREF, 2019):
- Does the process result in a significant quality improvement?
- Does the process cause any significant health, safety, or environmental impacts?
- Are there secondary residues and where do they end up?
- Is there a final product of high quality?
- Is there a long-term market for that product?
- What are the costs (financial and/or environmental) of the process?
Naturally, where legislation requires certain residues to be sent for disposal, there is less incentive for adopting techniques that would improve the quality and recyclability of the residues. On the global scale, there are large regional differences in the approach towards the management of different types of incineration residues such as IBA, FA, and FGC residues. Consequently, the full-scale management options may differ considerably between the different continents/regions.
The three groups of residues considered in this context, originating from combustion of biomass and incineration of solid waste and wastewater treatment sludge, respectively, are very different from each other, and this is reflected by the composition and properties of the residues and by the type and extent of treatment techniques required to enable circular economy applications rather than disposal solutions for them.
Due to technical, economical or regulatory barriers and proportionality considerations, the upgrading of part of one of the above-mentioned materials (particularly MSWI FA and FGCr) to CE quality will often result in one or more reject streams that (for the moment) have to be disposed of in landfills.
Due to the above reasons, much more effort has been spent on developing techniques for treatment of MSWI bottom ash and MSWI fly ash and flue gas cleaning residues than for developing treatment techniques for biomass ash and wastewater treatment sludge residues, and this is reflected in the lengths of following sections.
6.2 Treatment techniques for biomass ash
Biomass ash is a relatively homogeneous material that is produced in substantial quantities in most of the Nordic countries and regions. Due to its content of nutrients, it can be used almost directly as a fertiliser. It also has a moderate content of trace elements and some trace organics which must be taken into consideration when using it as a fertiliser. It can also be used for other purposes. Hence, the treatment required prior to utilisation is limited (e.g. hardening, pelletising or granulation). Biomass ash is classified as an absolute non-hazardous waste in the European LoW. See also sections 3.2 and 4.2.
Table 6.1 provides an overview of the potential utilisation/recovery options identified in chapter 4 for biomass ashes and lists the sections in the report in which they are described as well as sections in this chapter where the relevant treatment techniques are described. For the techniques which could be considered BAT candidates for the specified applications, there are references to the cases described in chapter 7 and Annexes 1 through 7. The table also lists the sections where relevant regulatory requirements pertaining to a given application may be found as this may describe the target to be reached or complied with by the techniques.
Table 6.1 Applications and associated treatment techniques and suggested BAT candidates for biomass ashes. BA = bottom ash, FA = fly ash.
| Potential recycling applications of biomass ashes | Maturity of techniques | Information on applications | Treatment techniques | BAT candidates | Regulatory requirements | |
| BA | FA | Section | Section | Section | ||
| Use as a fertiliser | A | A | 4.2.1 | 6.2 | Annex A | 5.1.3, 5.1.4 5.2 |
| Use as a soil improver | A | A | 6.2 | 5.2 | ||
| Unbound aggregate in earthworks | A | A | 4.2.2 | 6.2 | 5.2 | |
| Soil stabilisation in earthworks/roads | A | 4.2.2 | 6.2 | Annex B | 5.2 | |
| Cement-improved granulates for earthworks | A | 4.2.2 | 6.2 | Annex B | 5.2 | |
| Use as an admixture in cement pro-duction | C | C | 4.2.3 | NET | ||
| Production of lightweight aggregates | A | 4.2.4 | 6.2 | 5.1.3 | ||
| A: Well established recovery and application in full scale B: Large scale or pilot scale testing C: Possible sporadic application NET: No established techniques | ||||||
In general, biomass ash does not need to undergo very sophisticated treatment to fulfil the functional requirements of the identified CE applications (see section 4.2). Depending on the combustion technology and the application, it may simply be necessary to collect and keep bottom ash and fly ash separated, since they may not both be suitable for a specific type of application. Other simple techniques that may be applied are self-hardening during storage followed by crushing and sieving, mixing with other raw materials, homogenisation, granulation, briquetting, mixing with soil and/or cement, application as a slurry or as a dry powder, spreading by different means. See also Annex A and Annex B for further details.
6.3 Treatment techniques for MSWI bottom ash
6.3.1 General
Waste incineration bottom ash is a highly heterogenous material that is produced in large quantities, primarily in the Denmark, Finland, Sweden and Norway. It contains both elementary metals and a wide range of minerals covering a large range of particle sizes. The mineral fraction has a moderate to medium high content of trace elements and trace organics that are subject to regulation and may influence classification. Bottom ash is generally classified as non-hazardous waste (a mirror entry in the European LoW). The metal fraction can be recovered and the mineral part can be used in road construction and for other purposes. However, any recovery and utilisation of IBA will require a substantial amount of treatment (primarily physical), involving several techniques or combinations of techniques. See also sections 3.3.2 and 4.3.
Table 6.2 provides an overview of the potential utilisation/recovery options identified in chapter 4 for MSWI bottom ash and lists the sections in the report in which they are described as well as sections in this chapter where the relevant treatment techniques are described. For the techniques which could be considered BAT candidates for the specified applications, there are references to the cases described in chapter 7 and Annexes 1 through 7. The table also lists the sections where relevant regulatory requirements pertaining to a given application may be found as this may describe the target to be reached or complied with by the techniques.
Table 6.2 Applications and associated treatment techniques and suggested BAT candidates for MSWI bottom ash.
| Potential recycling applications of MSWI BA | Maturity of techniques | Information on applications | Treatment techniques | BAT candidates | Regulatory requirements |
| BA | Section | Section | Section | ||
| Recovery of elemental metals | A | 4.3.1 | 6.3.2 | Annex C | |
| Unbound aggregate in roads | A | 4.3.2 | 6.3.3 | Annex D | 5.1.3, 5.2 |
| Bound aggregate in con-crete/binder | C | 4.3.3, 4.3.4 | NET | 5.1.3, 5.2 | |
| Use as an admixture in cement production | B | 4.3.5 | 6.3.3 | 5.1.3 | |
| Use as cover material at landfills | A | 4.3.6 | 6.3.2 | 5.1.3, 5.2 | |
| A: Well established recovery and application in full scale B: Large scale or pilot scale testing C: Possible sporadic application NET: No established techniques | |||||
The processing techniques that are routinely applied to BA have two main goals: (i) the separation of valuable fractions (basically, the mineral fraction, ferrous metals (Fe) and non-ferrous metals (NFe)) to be reused in different applications; and (ii) improvement in technical and environmental behaviour of BA to meet the requirements set by technical standards for the utilisation and regulatory thresholds for the reduction of potential environmental impacts. The exact combination of treatment options that are used in the pre-treatment depends on the composition of the waste feed material and the end uses of the treated BA. A holistic approach is necessary when assessing BA processing and treatment, as high recovery rates of certain materials may be outweighed by high energy consumption and/or potential downstream environmental burdens, since, in the end, all fractions of the bulk ash materials need to be managed (Astrup et al., 2016). In general, BA may be subject to different types of active pre-treatment aimed at improving its geotechnical and environmental properties; e.g.: (i) washing to remove soluble salts; (ii) removal of certain particle size fraction to limit leaching of trace metals; (iii) addition of cement/hydraulic binders to stabilise leaching and improve geotechnical properties; and/or (iv) thermal treatment to improve the leaching of metals and organic compounds. In short, regardless of the utilisation scenario, basic mechanical treatment including removal of metals (ferrous, non-ferrous), crushing of oversize particles, removal of unburnt organic matter, and ageing is always applied to BA.
6.3.2 Recovery of metals
Enhanced recovery of metals (both ferrous and non-ferrous) from BA is beneficial for the technical performance of the separated mineral fraction for use as an aggregate or mineral addition in cement, concrete or asphalt mixtures in construction applications, because diverting metallic constituents help avoiding documented detrimental effects in the usage site.
As a standard practice for recovering Fe scrap, basic magnetic separation is carried out at the sites of most MSWI plants. In the simplest version of the treatment, this is usually done just after the BA discharge, by means of an overbelt or drum magnets. This method of separation is used only for large pieces of scrap. For fine magnetic particles, a multi-step magnetic separation is usually employed for each stream in an advanced treatment plant (cf. Annex C). Overbelt magnets are used for Fe scrap; in a second stage, drum magnets are often used to remove the magnetic fraction (iron oxides and agglomerates with their content), because this magnetic fraction lowers the separation efficiency of eddy current separators (ECSs) in the subsequent sorting of non-ferrous metals (NFe). This 0–2/5 mm magnetic fraction has no commercial potential at the moment and is often returned from the treatment train to the IBA’s mineral residue.
As summarised in Syc et al. (2020), with respect to the recovery of NFe there are three types of treatment trains for sorting of NFe metals from BA: (i) dry processing of wet BA, (ii) wet processing of wet BA, and (iii) dry processing of dry BA. The choice between dry or wet BA treatment depends first of all on the IBA discharge system. Two different types of discharge systems exist: wet-based and dry-based. A wet extraction system allows the quenching of the hot BA by contact with water, and the BA is subsequently transported with a ram discharger or a chain transport system to a bunker. The dry processing of dry BA has not been used outside of Switzerland and will not be discussed further. The wet processing of wet BA (Figure 6.1) has emerged primarily in the Netherlands as a result of an initiative focused on achieving the same environmental quality of treated BA and other construction materials including primary materials. This option will also not be discussed further. The majority of metal recovery treatment technologies used in Europe are based around dry processing of wet BA (Figure 6.2).
Separation of the metal and mineral fractions of BA is usually accomplished through an often complex treatment sequence that combines traditional processing and classification units such as sieve separation, crushing, impact crushing, attrition liberation, magnetic separation, eddy current separation, air classification, hydraulic separation, and aging with more advanced classification techniques such as optical separation, magnetic density separation, X-ray classification, and electrodynamic fragmentation.

Figure 6.1 Wet washing plant in the Netherlands (source: www.bluephoenix-group.com).
The need to combine multiple processing units in BA treatment plants stems from the fact that although recovery yields for ferrous scraps in excess of 80% are commonly achieved, efficient recovery of NFe is considerably more sensitive to the feed material characteristics, requiring in particular an accurate control of the grain size range of the material streams fed to the metal separation units. In particular, the finer fractions are known to contribute significantly to the inventory of heavy-NFe in BA. To this aim, in modern BA separation plants, multiple size fractions are usually processed in parallel while it has been suggested that an optimised feed to eddy-current separation should have a ratio of 3 between the upper and lower diameters of the particle size range. For illustration, an overview of the treatment layout of two different European BA processing plants (dry and wet) aimed at separating various fractions (typically, mineral fraction, ferrous scraps, and NFe, either combined or individually), with details (when available) on the related recovery rates, is provided in Table 6.3.



A: Example of indoor sorting line (source: SYSAV Utveckling AB)
B: Example of outdoor sorting line (source: www.trs-nl.com)
C: Example of mobile sorting plant (source: https://slagger.meldgaard.com/)
Figure 6.2 Examples of different dry sorting lines for the recovery of metals.
| Type of technology | Type and number of separation units | Separated size fractions | Target streams (and recovery efficiencies) | Reference |
| Dry | Impact crushing (1) | >60 mm | mineral fraction | Holm et al (2015) |
| Manual sorting (1) | 18–60 mm | Fe | ||
| Attrition liberation (1) | 5–18 mm | NFe | ||
| Sieving (4) | 2–5 mm | stainless steel | ||
| Magnetic separation (5) | <2 mm (discarded) | metal oxides | ||
| ECS (4) | ||||
| Wet | Wet screening (3) | >20 mm | Mineral fractions (sand, gravel; 76%) | Muchova (2010) |
| Hydrocycloning (1) | 6–20 mm | Fe (77%) | ||
| Washing separation (1) | 2–6 mm | Al (29%) | ||
| Dewatering (1) | 0,1–2 mm | NFe (82%) | ||
| ECS (1) | <0,1 mm | HNFe | ||
| Wet ECS (2) | Precious metals | |||
| Kinetic gravity separation (1) | Light organics | |||
| Magnus separation (1) | ||||
| Magnetic separation (1) | ||||
| Density separation (1) |
Table 6.3 Examples of dry/wet processing schemes applied to wet/quenched BA (adopted from Astrup et al., 2016).
Metal recovery can take place at the site of the MSWI plant. A simple conventional method is usually employed on-site, except at large centralised MSWI plants with a capacity of at least 400 kt of waste per year; for the latter, it can be economically feasible to build a more advanced indoor/outdoor plant with greater efficiency (Figure 6.2).
From an economic point of view, the greater investment required for advanced BA treatment plants – primarily due to the introduction of a crushing stage, the presence of multiplied ECS for each size stream, and sensor-based sorting systems for stainless steel – is justified by the increase in NFe metals recovery. For small incineration plants that cannot afford such an investment, a good option might be to establish a centralised BA treatment plant serving several incineration plants or to use mobile treatment plants (Figure 6.2 C) that can be moved around in accordance with a certain schedule. However, such a mobile plant cannot achieve the same efficiency as fitted and optimised on-site plants.
6.3.3 Recovery of the mineral fraction
As mentioned in Section 6.3.1., BA may be subject to different types of active pre-treatment aimed at improving its geotechnical and environmental properties. The choice of pre-treatment depends on the intended application as indicated in Figure 6.3.

Figure 6.3 Different types of BA processing related to different approaches to the management of the mineral fraction (adopted from a presentation by Blue Phoenix Group).
Quenching. The common use of quenching tanks for IBA cooling provides an opportunity to separate a large portion of the readily soluble components (mainly chloride and, to a lesser extent, sulphate salts) through integrated scrubbing. The relatively high temperatures (about 70 °C) in the quenching tank contribute to create the conditions for a high rate of dissolution. If relatively clean surplus water is added and/or the contact time between water and the incineration residues is increased, a reduction of more than 50% in readily soluble salts can be achieved. However, regarding the leaching of metals, integrated scrubbing does not result in a significant improvement with a view to utilisation of the IBA, because most metal contaminants display solubility- rather than availability-controlled leaching (Astrup et al., 2016).
In some countries, the fine fraction of IBA may need to be removed, because the presence of this fraction (often enriched with trace elements) may hamper the utilisation of the mineral fraction in the construction sector. Naturally, by removing the fine fraction a new waste stream (contaminated with e.g. trace metals) is generated and needs to be managed properly. On the other hand, in other countries, where IBA is utilised as unbound aggregate in e.g. road constructions, removing the fine fraction may not be necessary and may even be undesirable, since this may negatively affect the particle size distribution of the IBA-gravel, limit its suitability for construction applications and ultimately lead to landfilling of large bulks of IBA. In countries where IBA is not intended for the utilisation outside landfills, crushing of IBA may be applied in order to increase the recovery rate of NFe.
Natural ageing and weathering. Freshly quenched IBA is geochemically unstable and the aggregates remaining after the recovery of metals should not be utilised outside of landfills before their geotechnical properties as well as environmental properties – most importantly the leaching of metals and metal compounds – improve. The leaching of monitored elements (e.g. chloride, sulphate, Na, As, Ba, Cd, Cr-tot, Cu, Hg, Ni, Pb, Se, and Zn) must stabilise and must comply with the leaching limit values set for the utilisation of IBA in constructions.
Significant stabilization of (quenched) IBA may be achieved spontaneously via a natural process referred to as weathering (or ageing). Weathering is, by far, the most used process in the management of IBA, since it is applicable to the large mass of IBA at low costs. Weathering consists of many sub-processes, including dissolution/precipitation of salts, glass corrosion, oxidation of elemental metals to oxides, hydrolysis of oxides, slaking of lime, carbonation, hardening and hydraulic cementation reactions, formation of clay-like minerals from glasses, sorption, ion exchange, complexation, etc. Typically, weathering takes place during stockpiling of IBA in open-air conditions for a minimum of 3 – 4 weeks, although the more common weathering period may last from several months up to a year, depending on climate conditions and storage space capacity issues. As many of the above-mentioned processes are exothermic, the initial moisture content of IBA decreases, partly thanks to evaporation and partly thanks to water-consuming chemical reactions. A key part of the weathering process includes carbonation, which – most importantly – results in a decrease of the IBA’s own pH in contact with water to pH 9–10,5 (initially above pH 12) and, in turn, leads to further improvement of geotechnical properties of IBA and to reduced leaching of some cation-forming trace metals (e.g. Cd, Cu, Pb, and Zn). On the other hand, some oxyanion-forming elements such as Sb and Cr may become mobilised if pH drops below pH 10. An example of IBA processing train during the natural ageing is illustrated in Figure 6.4.
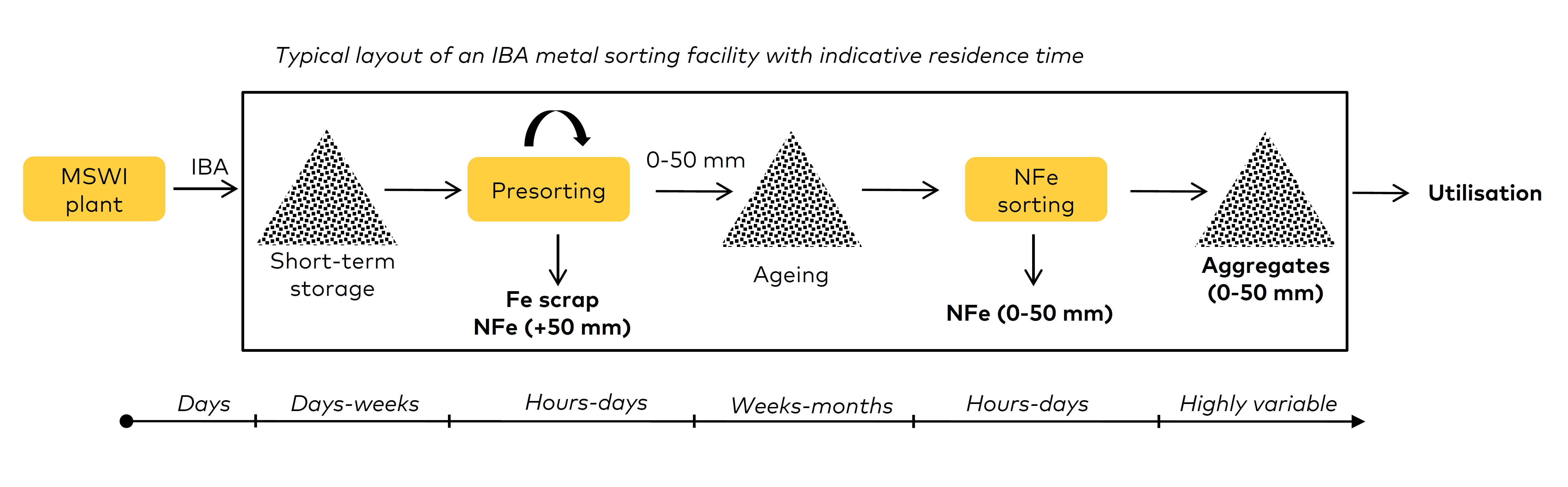
Figure 6.4 Overview of different stages in IBA treatment with indicative typical residence time. The natural ageing takes place primarily during the storage in piles before the primary Fe removal and before the NFe recovery (adopted from Nørgaard et al., 2019).
Accelerated carbonation. During the last two decades, significant efforts have been spent to accelerate the slow natural weathering (see previous chapter) or, more specifically, the carbonation part of the weathering process. Indeed, when accelerated carbonation is investigated at laboratory scale, several process parameters are typically varied in the attempt to optimise the carbonation process:
- particle size of the carbonated material (i.e. the reaction interface),
- material humidity,
- CO2-percentage in the air (i.e. partial pressure of CO2) and
- air temperature.
Though promising, it has proven rather difficult to repeat the results of the laboratory scale investigations at full-scale where fine-tuning of different process parameters is complicated if not impossible. So far, only a few cases have been reported of successful up-scaling of accelerated carbonation of IBA, combining carbonation and washing of salts and showing its technical feasibility (Figure 6.5). The economic feasibility has been shown to depend on the availability of washing water and the possibility to discharge water with elevated salt concentrations. For the moment, most of the natural weathering of IBA takes place in the form of passive systems, i.e. stockpiling for several months.
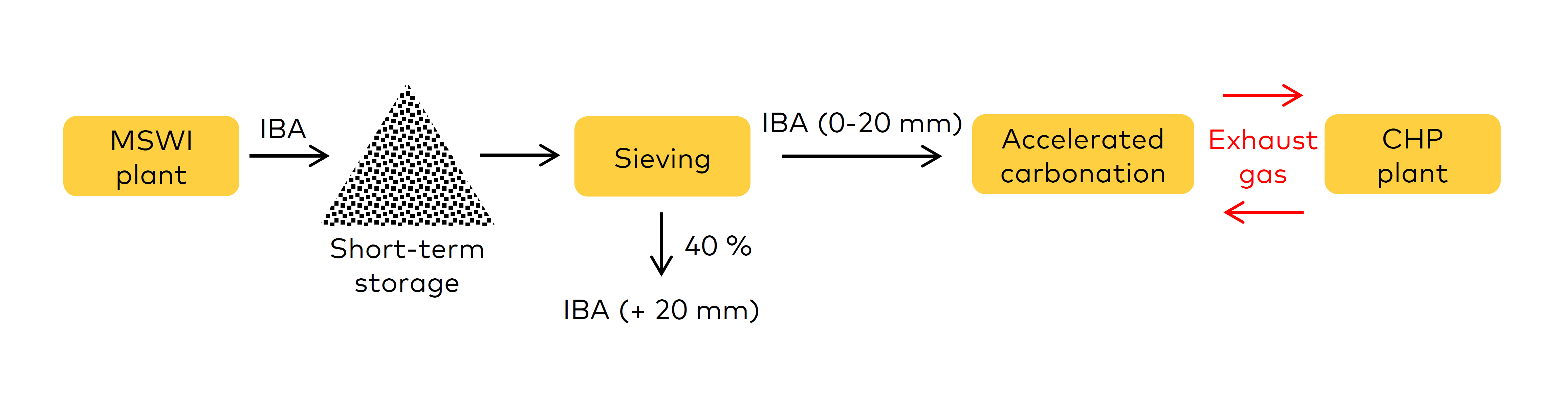
Figure 6.5 Process flow diagram from bottom ash (IBA) generation at the waste-to-energy plant (WtE) to the accelerated carbonation using the exhaust of a combined heat and power (CHP) unit (based on Schnabel et al., 2021)
Chemical binding. Most chemical processes studied for IBA treatment aim to decrease the mobility of (mainly) trace metals and are therefore regarded as stabilization processes. The principle of chemical stabilization is to induce the formation of low-solubility mineral phases which possess thermodynamic and geochemical stability under either use or disposal conditions. Among the chemical binding processes which deserve major attention, the addition of chemical additives capable of increasing the sorptive properties of IBA promotes the immobilisation of trace metals (Astrup et al., 2016).
The use of Al(III) and Fe(III) salts and other sorbing compounds (steel slag, apatite, allophane, and bauxite) was tested with the aim of reducing the leaching of trace metals from IBA. As expected, metal binding was found to be pH-dependent; neutral to alkaline pHs favoured cations whereas lower values favoured (oxy)anions. However, a concomitant mobilisation effect was observed for other trace metals such as Ni and Zn, and also for several major cations including Ca, Mg, and Na. It should be noted that the addition of Al(III) and Fe(III) salts does also imply increased leaching of chlorides or sulphates since these salts are mainly added in the form of Al or Fe chloride or sulphate. Stabilization treatment based on addition of soluble phosphate results in a strong reduction in the leaching of many metals under varying pH conditions. On the other hand, Pb may become mobilised (Astrup et al., 2016).
The environmental burdens of chemical extraction are evident since substantial inputs of chemicals are needed for alkaline, acid, and organic extraction. Acid leaching of IBA to use the metals is not recommended because substantial amounts of acid are needed to gain a low pH and high LS, and the leaching/precipitation is a time-consuming, multistage procedure. Furthermore, subsequent selective extraction of the liquid solution for potential recovery of the extracted metals is energy-consuming. When non-degradable chelating agents are applied, the treatment of the residual effluent will be problematic (Astrup et al., 2016).
Thermal treatment. Thermal techniques involve heating the ashes to about 1000–1500 °C to promote changes in the physical and chemical characteristics. Thermal processing improves the treated material characteristics in view of both use and final disposal. Final products have a reduced volume and mechanical properties suitable for engineering applications together with negligible leaching of constituents compared with the original residues. Reduced leaching, in particular, is the result of the immobilisation of lithophilic metals by means of chemical or physical mechanisms and the removal of volatile compounds as a consequence of vaporisation (Astrup et al., 2016).
The possibility of achieving these goals relies on process variables such as temperature, treatment duration, and the chemical composition of the material to be treated; in particular, this needs to be optimised in terms of the content of glass-formers (SiO2 and Al2O3), melting (Na2O and K2O), and stabilizing agents (CaO, MgO, ZnO, and PbO), which can be achieved using appropriate additives. The presence of interfering substances such as chlorides, sulphates, and alkalis, is of concern, as well. Vitrification, melting, and sintering are the major options for thermal treatment, and they differ principally in the characteristics of the treated material rather than the process itself (Astrup et al., 2016).
Different forms of thermal treatment can – undoubtedly – improve the stability and environmental quality of IBA by causing changes in the IBA matrix and result in physical and chemical fixation of metals as well as the disintegration of (trace) organic compounds. However, because of the high energy consumption and associated emissions, the thermal processes have mostly been used in Japan, as they often do not compete well against the more traditional IBA management options when considered in a full life-cycle assessment context.
Washing (wet processing of quenched IBA). An alternative to the previous approaches is the use of wet technologies (often based on soil washing techniques) that involve the extensive use of water during some of the process steps or during the whole IBA treatment. On one hand, this allows better removal of residual organics and fine particles thereby producing clean sand and granulates fractions for building materials while the metal recovery remains high. On the other hand, wet processing generates additional waste stream (sludge) enriched with pollutants which must be landfilled (Figure 6.3). During the development of this concept, several wet treatment technologies were developed and tested, such as the wet gravity separator, the wet ECS, and the wet magnetic separator.
6.4 Techniques for treatment of MSWI fly ash and FGCr
6.4.1 General
Fly ash and flue gas cleaning residues from incineration of waste are generally rather homogeneous powder-like materials (or filter cakes) that are produced in large quantities, primarily in the Denmark, Finland, Sweden and Norway. They consist of minerals (the fly ash) and salts (primarily CaCl2) with a medium to high content of trace elements and trace organics that are subject to regulation. FGCr is classified as absolutely hazardous waste in the European LoW. MSWI fly ash is often also classified as a hazardous waste (a mirror entry in the LoW). In order to meet the requirements of various CE solutions, extensive treatment by various techniques or combinations of tech-niques is necessary (and success is not guaranteed). Flue gas cleaning gypsum is an exception, since the production of the gypsum in itself can provide a cleansing process. See also sections 3.3.2 and 4.4.
Table 6.4 provides an overview of the potential utilisation/recovery options identified in chapter 4 for MSWI fly ash and flue gas cleaning residues and lists the sections in the report in which they are described as well as sections in this chapter where the relevant treatment techniques are described. For the techniques which could be considered BAT candidates for the specified applications, there are references to the cases described in chapter 7 and Annexes A through G. The table also lists the sections where relevant regulatory requirements pertaining to a given application may be found as this may describe the target to be reached or complied with by the techniques.
Table 6.4 Applications and associated treatment techniques and suggested BAT candidates for MSWI fly ash (FA) and flue gas cleaning residues (FGCr).
| Potential recycling applications of MSWI FA and FGCr | Maturity of techniques | Information on applications | Treatment techniques | BAT candi-dates | Regulatory requirements | |
| FA | FGCr | Section | Section | Section | ||
| Extraction of metals | A | (A) | 4.4.1 | 6.4.1 | Annex E | |
| Recovery of salts | A | A | 4.4.2 | 6.4.1 | Annex E | |
| Recovery of gypsum | A/B | 4.4.3 | 6.4.2 | Annex F | ||
| Unbound aggregate in earth-works | C | C | 4.4.4 | NET | ||
| Bound aggregate in con-crete/binder | C | C | 4.4.5 | 6.4.4 | ||
| Use as an admixture in cement production | C | 4.4.7 | 6.4.4 | |||
| Production of glass-ceramics | C | C | 4.4.6 | NET | ||
| Neutralisation and/or placement in landfill-like cavities | A | A | 4.4.8 | No prior treatment required | ||
| A: Well established recovery and application in full scale B: Large scale or pilot scale testing C: Possible sporadic application NET: No established techniques | ||||||
It is important to mention that, unlike IBA that is accepted as a non-hazardous material in most countries, the FA/FGCr are perceived (or classified) as hazardous waste because of a known elevated content of highly soluble salts, known elevated content of heavy metals and organic pollutants including dioxins/furans (i.e. POPs). Consequently, the primary management route for FA/FGCr until very recently had been disposal with or without pre-treatment rather than utilisation or even product manufacturing.
After 2010, the main development focus – if any – had been on improvements and/or extensions of the already known techniques. Most importantly, some older processes re-gained attention as the focus had shifted towards “stabilisation with resource recovery” rather than simple “stabilisation and landfilling”. The most interesting – full scale – improvements include improved recovery of salts and/or metals for recycling; e.g.:
- FLUWA process (https://ttps://www.aiktechnik.ch/kehrichtverbrennung/fluwa-verfahren/)
- FLUREC extension of the FLUWA process (https://www.kebag.ch/abfall-energie/flurec.html)
- HALOSEP process (https://www.halosep.com/)
- Renova process (https://www.renova.se/)
- Ash2Salt process (https://www.easymining.se/technologies/ash2salt/)
The main characteristics of these techniques are summarised in Table 6.5.
One exception from the above stated is the O.C.O. process based on accelerated carbonation technology (ACT). The acid washing, neutralisation and stabilisation technique practised at Langøya in Norway and the O.C.O. process, both also summarised in Table 6.5 are described in sections 6.4.3 and 6.4.4. The technique producing gypsum from the alkaline scrubber effluent and subsequently using the gypsum for the production of plaster boards (not shown in Table 6.5 are described in section 6.4.2 and Annex F.
Table 6.5 Overview of some techniques (and combinations of techniques) used treat FA and FGCr for the purpose of contributing to CE.
| Residues | Technology | Principle(s) | Provider | Maturity | Material for CE | Management of residual not for CE |
| FA | FLUWAa | Acid extraction, neutralisation, stabilisation | von Roll (Switzerland) | Commercially available | Zn-filter cake | Landfill |
| FA | FLURECa | Washing, separation, Zn-electro-winning | ZAR (Switzerland) | Commercially available | Cu/Cd/Pb-filter cake; metallic Zn | Recirculation into the incinerator |
| FA (FGCr also tested) | HALOSEPb | Acid extraction, neutralisation, stabilisation | Stena Recycling A/S (Sweden) | Full-scale demonstration plant | salt brine; Zn-filter cake | Landfill |
| FA | RENOVAc | Acid extraction, neutralisation, stabilisation | Renova (Sweden) | Full-scale under construction | Zn-filter cake | Recirculation into the incinerator |
| FA | Ash2Saltd | Acid extraction, neutralisation, stabilisation | Ragn-Sells (Sweden) | Full-scale under construction | (NH₄)₂SO₄CaCl2 NaCl KCl | Landfill |
| FA/FGCr | NOAH – Langøyae | Acid washing, neutralisation, stabilisation | NOAH (Norway) | Commercially available | Neutralisation is the CE contribution | Landfill |
| FA/FGCr, IBA | Utilisation as raw material in cement productionf | Washing | Tayheiyo Cement Corporation (Japan) | Commercially available | Raw materials substitution | Cement manufacturing |
| FA/FGCr | O.C.O (formerly known as Carbon8)g | Solidification, stabilisation | O.C.O Technology Ltd (UK) | Commercially available | Aggregates | Concrete products |
| a: Bühler, A., Schlumberger, S. (2010). Schwermetalle aus der Flugasche zurückgewinnen «Saure Flu-gaschewäsche – FLUWA-Verfahren» ein zukunftsweisendes Verfahren in der Abfallverbrennung. KVA-Rückstände in der Schweiz - Der RohstoffmitMehrwert. Federal Office for the Environment (FOEN). pp. 185–192. b: https://www.stenametall.com/research-and-development/research-collaborations/life-halosep-process/ c: Fedje, K.K., Andersson, S. (2020). Zinc recovery from Waste-to-Energy fly ash - A pilot test study. Waste Management 118, 90–98 d: https://www.easymining.se/technologies/ash2salt/ e: https://www.noah.no/langoya/ f: https://www.taiheiyo-cement.co.jp/english/rd/incineration/upgrading/index.html g: https://oco.co.uk/technology/ | ||||||
6.4.2 Formation and subsequent use of MSWI gas cleaning gypsum in the production of plaster boards
The treatment technique starts during the production of the gypsum slurry within the MSWI and may require certain internal changes to prevent entrainment of trace elements/heavy metals and dioxins/furans as well as a washing step, which can be internal or external, to reduce the content of chloride. At the plaster board factory, the dried FGCG is first milled and then heated to 150 °C and calcinated, i.e. transformed from CaSO4, 2 H2O to CaSO4 , ½ H20 (called stucco). The stucco is then mixed with water and additives to form a slurry of uniform viscosity, which is spread onto a moving sheet of paper in a continuous process and subsequently dried under controlled conditions to form the plaster board. The process may be hampered by impurities in the gypsum, including chloride. The technique is described in more detail in Annex F.
6.4.3 Neutralisation and placement in landfill-like cavities
In the Nordic countries (i.e., Denmark, Sweden, Norway, and Finland), the prevailing disposal solution for FA and FGC residues have been landfilling at a hazardous waste landfill, operated by NOAH, located in an old limestone quarry at Langøya island, Norway (see also 4.4.8).
First, the alkaline FA/APC residues are crushed to remove aggregates. The residues are mixed with water at a density of about 1,5 tonne/m3 and stored in tanks with stirring devices. The slurry is pumped through a grinder to remove granulates and larger particles. The residue slurry is then mixed with waste acid (waste sulphuric acid from titanium oxide industry) and slaked lime at a pH of about 5 – 7. In this step, gypsum is precipitated along with some of the heavy metals (hydroxides). In the third step, remaining metals (iron as well as other heavy metals) are precipitated by adding slaked lime to raise the pH to about 8 – 9. The final mixture is pumped into an old limestone quarry. The remaining residue solids, gypsum, and precipitated metals are then deposited at the bottom by sedimentation and consolidation of the gypsum. Free water is recycled and used in the neutralization process. Any surplus water from the process is treated to remove heavy metals before discharge into the surrounding fjord.

Figure 6.6 Current stabilisation process by NOAH (Jensen M.B., personal communication, 28 April 2022).
The “gate fee” for treatment and landfilling of MSW APC residues at Langøya has been reported at approximately 50 €/tonne[1]It should be kept in mind that the price has been adjusted at times to be competitive with the other processes on the market. in 2008. According to the information provided by a Danish MSWI plant in 2021, the costs per 1 tonne FA is ~ 150 €/tonne including collection, 500 km transport across the sea from Denmark to Norway, and handling of the residues at Langøya.
As the capacity of Langøya will be used relatively soon and the site is moving towards closure, new sites are being investigated in Norway. In the meantime, a part of FA/APC residues from Sweden has been diverted from Langøya towards the German salt mines whilst the Ash2Salt facility (cf. Annex E) is expected to process some 150.000 tonnes of FA per year once operational. Overall, although there might have been more advanced treatment options available (e.g. FLUWA process in Switzerland), these are rarely used in more than one country as they could not really compete with treatment costs offered at Langøya or in the German salt mines.
Footnotes
- ^ It should be kept in mind that the price has been adjusted at times to be competitive with the other processes on the market.
6.4.4 O.C.O
The O.C.O process has formerly been known as Carbon8. It is an English solution developed by a spin-off company Carbon8 Systems from the University of Greenwich. Carbon8 Systems was the first company to use full-scale accelerated carbonation technology (ACT) which is a treatment for industrial wastes and contaminated soils with carbon dioxide. In 2019, Carbon8 Aggregates changed its name to O.C.O Technology Limited with immediate effect.
The process involves blending the wastes with different reagents, including binders such as Portland cement, and a filler such as sand, water, and CO2. The process comprises three stages: (i) carbonation treatment of the FA/FGCr; (ii) blending with reagents; and (iii) pelletising/curing. The ACT product forms rounded and sub-rounded aggregates (pellets) between 2 and 10 mm in diameter (the bulk density is less than 1.200 kg/m3). The produced aggregates are reported to comply with WAC for landfills receiving stable non-reactive waste. The finished product was reported to contain up to 11% of its weight in carbon dioxide gas, permanently bound as solid minerals. The overall carbon balance of the ACT process has been claimed to be negative (consuming CO2) and this gives the aggregates (pellets) “green” credentials which make them easier to be accepted in the concrete block-making industry. When the production of concrete blocks is included in the carbon balance, the concrete blocks still show a “slightly negative CO2 footprint”. However, the potential longer-term risk, particularly if EoW status is obtained, of spreading of trace and heavy metals and PCDD/F, which are all still present in the material, appears to be poorly documented. See also section 5.4.4.
6.5 Techniques for treatment of wastewater treatment sludge ash
6.5.1 General overview
Residues from mono-incineration of wastewater treatment sludge are produced in limited amounts (approx. 8.000 tonnes/year) and only in Denmark. ESP ash is rather homogeneous and consists of minerals with a moderate to medium high content of trace elements and a high content of phosphorous. The latter is hard bound and requires e.g. acid digestion to become available for release to plants. The mineral content and a generally low content of Hg makes the ESP suitable as a secondary raw material in the production of stone wool, practically without any other treatment techniques than separation from the baghouse ash. See also sections 3.4 and 4.5.
Table 6.6 provides an overview of the potential utilisation/recovery options identified in chapter 4 for residues from mono-incineration of wastewater treatment sludge and lists the sections in the report in which they are described as well as sections in this chapter where the relevant treatment techniques are described. For the techniques which could be considered BAT candidates for the specified applications, there are references to the cases described in chapter 7 and Annexes 1 through 7. The table also lists the sections where relevant regulatory requirements pertaining to a given application may be found as this may describe the target to be reached or complied with by the techniques.
Table 6.6 Applications and associated treatment techniques and suggested BAT candidates for residues from mono-incineration of wastewater treatment sludge. ESP = Electrostatic precipitator.
| Potential recycling applications of WTS ash | Maturity | Info on applications | Treatment techniques | BAT candidates | Regulatory requirements | |
| ESP ash | Baghouse ash | Section | Section | Section | Section | |
| Recovery of phosphorous | B | B | 4.5.1 | 6.5.3 | ||
| Use as a fertiliser | C | 4.5.2 | NET | 5.1.3, 5.1.4, 5.2 | ||
| Use in the production of mineral wool | A | 4.5.3 | 6.5.2 | Annex G | ||
| A: Well established recovery and application in full scale B: Large scale or pilot scale testing C: Possible sporadic application NET: No established techniques | ||||||
6.5.2 Use for recovery of phosphorous
In view of its high content of phosphorous, the most obvious CE application of wastewater treatment sludge ash would be recovery of phosphate in some form that can be used as a fertiliser. However, many years of development projects have not resulted in establishing a treatment concept that is technically, environmentally and economically feasible, although it is claimed that several candidates are close (Thornberg and Jørgensen, 2018). The phosphorous in the WTS ash is bound hard in apatite-like minerals in a form that is not readily available for release to water or plants, and it needs to be released, e.g. by digestion with strong acid. The task is not made easier by the fact that the WTS ash also has a moderate content of trace elements/heavy metals. Among the many techniques that have been tested are extraction with various types of acid (including phosphoric acid), reactive crystallisation to produce CaClH2PO4H2O (Crystal P), electrodialysis, recovery of phosphorous as struvite (NH4MgPO4.6H2O), and others. See for example Ottosen et al. (2018).
6.5.3 Use as a secondary raw material for the manufacture of stone wool
If the ESP residue from the incineration of wastewater treatment sludge is to be used directly as a secondary raw material for the production of mineral wool, the only technique required at the production site – provided the residue meets the limit value for content of Hg - is to collect it separately from the baghouse residues and keep it separated. At the mineral wool production site, the ESP residue will presumably be mixed with other virgin and secondary raw materials and briquetted before it is fed to the furnace. See also Annex G.
7 Proposals of BAT that can support Circular Economy applications of combustion residues
7.1 Main criteria for selection of BAT proposals
The BATs proposed here consist of treatment methods or procedures that can enable a specific type of combustion residue to comply with the functional and regulatory requirements of a specific beneficial application that supports the Circular Economy. Each technique can therefore be seen as a combination of treatment and application.
When selecting the techniques to be proposed as BAT, an overview was first established of applications and associated (potential) treatment methods for the types of combustion residues under consideration. From these combinations of treatments and applications, the BATs to be proposed have been chosen because they are shown to fulfil some or all of the following main priorities:
- The technique should upgrade the management options of a given combustion residue as they are described in the waste hierarchy (e.g. from landfilling to recovery or recycling)
- The technique should be in line with at least one of the EU CE objectives and indicators as described in Table 2.1 in Section 2.1. (waste prevention, increased recycling rates, solutions for easy recyclability, prolongation of lifetime of application)
- The technique should lead to an overall reduction in emissions and potential environmental/health impacts or, at a minimum, it should not lead to unacceptable emissions
- The technique should preferably be economically and technically viable considering the costs and advantages (e.g. off-setting the cost of landfilling) – maturity will be taken into consideration
- The techniques should be generally applicable in the Nordic countries and regions, and it should have been applied in full scale in one or more of the Nordic countries and regions.
Finally, it has also been the intention to propose at least one BAT solution for residues from each of the main types of fuel considered.
The proposed BATs refer to specific residues and specific roles of the residues in CE, but they may in some cases be applicable to other residues and/or other applications. The BAT examples have been chosen so as to exemplify both very simple and broadly applicable techniques and more technically complicated techniques that will be applicable only to specific types of combustion/incineration plants and/or specific types of applications.
7.2 Format of the description of BAT examples
Each of the proposed BAT examples are described and assessed under the following headings, 10 of which are generally used in the BREFs:
- General description
- Technical description
- Achieved environmental benefits
- Environmental performance and operational data
- Cross media effects
- Applicability
- Economics
- Driving force for implementation
- Example plants
- References
- Further comments (optional)
7.3 Proposed BATs
The seven proposed BAT candidates are attached as Annex A to Annex G:
Biomass ash
Annex A: Use of biomass as a forest fertiliser
Annex B: Use of biomass ash as a stabiliser in earth constructions
Municipal solid waste incineration bottom ash
Annex C: Separation and utilisation of metals from quenched MSWI BA
Annex D: Separation and utilisation of the mineral fraction of municipal solid waste incineration bottom ash
Municipal solid waste incineration fly ash and flue gas cleaning residues
Annex E: Acid washing of fly ash and flue gas cleaning residues from MSW incineration and recovery of metals and/or salts
Annex F: Utilisation of MSWI gas cleaning gypsum in the production of plaster boards
Wastewater treatment sludge ash
Recovery and utilisation of wastewater treatment sludge ash for manufacturing of stone wool
The proposed BAT solutions or candidates cover the CE applications shown in Table 7.1. Each of the BAT candidates are described in Annexes 1 through 7 in the format shown in section 7.2.
Table 7.1 Distribution of proposed BAT solutions in relation to CE applications. The red letters indicate are Annex identifiers.
| Potential recycling applications | Biomass combustion | MSW incineration | WTS incineration | ||||
| BA | FA | BA | FA | FGCr | Filter | Baghouse | |
| Recovery of elemental metals | C | ||||||
| Extraction of metals | E | E | |||||
| Recovery of salts | E | E | |||||
| Recovery of gypsum | F | ||||||
| Recovery of phosphorous | |||||||
| Use as a fertiliser | A | A | |||||
| Use as a soil improver | |||||||
| Unbound aggregate in roads | D | ||||||
| Unbound aggregate in earthworks | |||||||
| Soil stabilisation in earthworks/roads | B | ||||||
| Cement-improve granulates for earth-works | |||||||
| Bound aggregate in concrete/binder | |||||||
| Use in the production of mineral wool | G | ||||||
| Use as an admixture in cement production | |||||||
| Production of glass-ceramics | |||||||
| Production of lightweight aggregates | |||||||
| Use as cover material at landfills | |||||||
| Grey: Well established recovery and application in full scale Light yellow: Large scale or pilot scale testing Dark yellow: Possible sporadic application | |||||||
References
Afatek (2021). Kompendium fra webinaret d 28. maj 2021 om øget brug af restprodukter i anlægsprojekter (English title: Compendium from the webinar on 28 May 2021 on increased use of residual products in construction projects). Available from: https://www.afatek.dk/sites/afatek.dk/files/media/document/seminar-kompendium-marts2021.pdf [Accessed: 2022, April 11].
Astrup, T., Muntoni, A., Polettini, A., Pomi, R., Van Gerven, T., Van Zomeren, A. Treatment and Reuse of Incineration Bottom Ash. In: Prasad, M.N.V., Kaimin, Shih (eds.) (2016). Environmental Materials and Waste. Elsevier Inc. 2016; 607–645.
Avfall Sverige (2022). Statistical overview of Swedish MSWI residues produced in 2021, received on 25 February 2022 from Johan Fagerqvist, Avfall Sverige.
Avfall Sverige Statistik, Energiåtervinning, 2020.
Aydin, I., Aydin, F., Saydut, A., Bakirdere, E.G., Hamamci, C. (2010). Hazardous metal geochemistry of sedimentary phosphate rock used for fertiliser (Mazidag, SE Anatolia, Turkey). Microchemical Journal 96 (2), 247–192.
Biofos (2020). Miljøberetning, Miljødata for 2020. Biofos A/S, København K, Danmark. Available from: https://www.biofos.dk/media/a0tdwifp/biofos-milj-beretning-2020.pdf [Accessed: 2022, April 11].
Blasenbauer, D., Huber, F., Lederer, J., Quina, M.J., Blanc-Biscarat, D., Bogush, A., Bontempi, E., Blondeau, J., Chimenos, J.M., Dahlbo, H., Fagerqvist, J., Giro-Paloma, J., Hjelmar, O., Hyks, J., Keaney, J., Lupsea-Toader, M., O’Caollai, C.J., Orupõld, K., Pająk, T., Simon F-G, Svecova, L., Syc, M., Ulvang, R., Vaajasaari, K., van Caneghem, J., van Zomeren, A., Vasarevicius, S., Wégner, K., Fellner, J. (2020). Legal situation and current practice of waste incineration bottom ash utilisation in Europe. Waste Management 102, 868–883.
Bühler, A., Schlumberger, S. (2010). Recovering heavy metals from filter ash "Acidic filter ash leaching - FLUWA process" - A future-oriented process in waste incineration.
Chandler, A.J., Eighmy, T.T., Hartlén, J., Hjelmar, O., Kosson, D.S., Sawell, S.E., van der Sloot, H.A., Vehlow, J. (1997). Municipal Solid Waste Incinerator Residues. In: Studies in Environmental Science 67, Elsevier, Amsterdam.
Dahlbo, H., Vähä, E., Turunen, T., Forsius, ., Jouttijärvi, T., Järvinen, E., Månsson, A., Kalisz, M., Leuthold, S., Kupits, K. (2021). Promoting non-toxic material cycles in the preparation of Best Available Technique Reference Documents (BREFs). Reports of the Finnish Environment Institute 24/2021.
DIN EN 450-1 (2012). Fly ash for concrete - Part 1: Definition, specifications and conformity criteria. Available from: https://www.en-standard.eu/din-en-450-1-fly-ash-for-concrete-part-1-definition-specifications-and-conformity-criteria/ [Accessed: 2022, April 11].
Drott, A., Anderson, S., Eriksson, H. (2019). Regler och rekommendationer för skogsbränsleuttag och kompensationsåtgärder. Vägledning. Rapport 2019/14. Skogsstyrelsen, Sverige.
Energistyrelsen (2022). Effektivisering af forbrændingssektoren. Available at: https://ens.dk/ansvarsomraader/affald/effektivisering-af-forbraendingssektoren [Accessed 11 April 2022].
Endev (2022): PAKU-process. Available from: https://www.endev.fi/en/paku-process/ [Accessed; 2022, April 11].
EU COM (2015a). Closing the loop: Commission adopts ambitious new Circular Economy Package to boost competitiveness, create jobs and generate sustainable growth. Press release, Brussels, 2 December 2015.
EU COM (2015b). Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions: Closing the loop - An EU action plan for the Circular Economy. COM/2015/0614 final. Available from: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52015DC0614 [Accessed: 2022, April 11].
EU COM (2020a). Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions - A new Circular Economy Action Plan for a cleaner and more competitive Europe. COM/2020/98 final. Available from: https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1583933814386&uri=COM:2020:98:FIN [Accessed: 2022, April 11].
EU COM (2020b). European Commission: Circular Economy Action Plan – For a cleaner and more competitive Europe. https://ec.europa.eu/environment/circular-economytemanord2022-542.pdfnew_circular_economy_action_plan.pdf [Accessed 2022, April 11].
Fagerli (2022). Personal communication with Helle Marie Fagerli, Miljødirektoratet, Norge (21-04-2012).
Finnish food authority (2021). Lannoitevalmisteiden valmistustilastot, lannoitteet 2005–2020, tuhkalannoitteet (English title: Statistics of fertiliser products 2005 – 2020, ash fertilisers). Available from: https://www.ruokavirasto.fi/globalassets/yritykset/lannoiteala/tilastot/valmistus_lannoitteet.pdf [Accessed: 2022, April 11].
Fjallstein, J. (2022). Personal communication with Ingvard Fjallstein, Umhvorvisstovan, The Environmental Agency, Faroe Islands (27-04-2022).
Hjelmar, O., Johnson, A., Comans, R.N.J. (2010). Incineration: Solid Residues. In: Christensen, T.H. (ed.), Solid Waste Technology and Management, John Wiley & Sons Ltd., Chichester.
Hjelmar, O., Wahlström, M., Anderson, M.T., Laine-Ylijoki, J., Wadstein, E, Rihm, T. (2009). Treatment methods for waste to be landfilled. TemaNord 2009:583. Nordic Council of Ministers, Copenhagen, Denmark. Available from: http://norden.diva-portal.org/smash/get/diva2:701018/FULLTEXT01.pdf [Accessed: 2022, April 11].
Holm, O., Simon, F.G. (2017). Innovative treatment trains of bottom ash (BA) from municipal solid waste incineration (MSWI) in Germany. Waste Management 59, 229–236.
Hyks, J., Hjelmar, O. (2018). Utilisation of Incineration Bottom Ash (IBA) from Waste Incineration – Prospects and Limits. In: Holm, O., Thomé-Kozmienski, E. (eds.): Removal, Treatment and Utilisation of Waste Incineration Bottom Ash, Thomé-Kozmienski Verlag GmbH, Neuruppin.
Hyks, J., Hjelmar, O. (2021). Management of FABA from waste incineration. Miljøministeriet, Miljøstyrelsen, Danmark. Available from: https://www.eng.mst.dk/media/229858/management-of-faba-from-waste-incineration-v1.pdf [Accessed; 2022, April 11].
Jakobsen, L.G., Neidel, T.L., Norengaard, M. (2017). Affaldshåndtering i småsamfund. Forbedringsforslag, idékatalog. Nordiske Arbejdspapirer. Nordisk Ministerråd.
Jonasdottir, H. (2022). Personal communication with Hulda Soffía Jónasdóttir, Umhverfisstofnun, Environment Agency of Iceland (25-04-2022).
Kahle, K., Kamuk, B., Kallesøe, J., Fleck, E., Lamers, F. Jacobson, L., Sahlén, J. (2015). Bottom ash from WTE plants - Metal recovery and utilisation. Report 2015. Re ISWA International Solid Waste Association. Available from: https://www.scribd.com/document/384814679/Bottom-Ash-Report [Accessed 2022, April 21].
Karström, K., Noreng, J., Gidlund, J., Lundström, L., Hederén, A., Cederberg-Krohn, B., Skinnari, V. (2021). Surface treatment industry in the Nordic Countries – Overview and BAT examples. TemaNord 2021:509. Nordic Council of Ministers.
Lamers, F., Cremers, M., Matschegg, D., Schmidl, C., Hannam, K., Hazlett, P., Madrali, S., Dam, B.P., Roberto, R., Mager, R., Davidsson, K., Bech, N., Feurborn, H.-J., Saraber, A. (2018). IEA Bioenergy Task 32, Deliverable D7: Options for increased use of ash from biomass combustion and co-firing. IEA Bioenergy. Available from: https://www.ieabioenergy.com/wp-content/uploads/2019/02/IEA-Bioenergy-Ash-management-report-revision-5-november.pdf [Accessed: 2022, April 11].
Larsen (2021). Personal information with Raymond Larsen, Mølleåværket, Lundtofte, Denmark (June 2021).
Lehtoranta, S., Malila, R., Fjäder, P., Laukka, V., Mustajoki, J., Äystö, L. (2021). Jätevesien ravinteet kiertoon turvallisesti ja tehokkaasti (English title: Efficient and safe nutrient recovery from municipal wastewaters). Suomen ympäristökeskuksen raportteja 18/2021, in Finnish, English abstract. Available from: http://urn.fi/URN:ISBN:978-952-11-5390-7 [Accessed: 2022, April 11].
Lindroos, N., Ronkainen, M., Järvinen, K. (2016). Metsä- ja energiateollisuuden jätejakeiden ympäristökelpoisuus maarakentamisessa. (English title: Environmental acceptability of waste fractions from the forestry and energy industries in earth construction). Ympäristöministeriön raportteja 8/2016, in Finnish. Available from: YM_Metsa-_ja_energiateollisuuden_jatejakeiden_ymparistokelpoisuus_maarakentamisessa_2016.pdf [Accessed: 2022, April 11].
Lynn, C.J., Dhir R.K., Ghataora, G.S. (2016). Municipal incinerated bottom ash characteristics and potential for use as aggregate in concrete. Construction and Building Materials 127, 504–517.
Lynn, C.J., Ghataora, G.S., Dhir, R.K. (2017). Municipal incinerated bottom ash (MIBA characteristics and potential for use in road pavements. International Journal of Pavement Research and Technology 10 (2), 185–201.
Maresca, A., Hyks. J., Astrup, T.F. (2017). Recirculation of biomass ashes onto forest soils: ash composition, mineralogy and leaching properties. Waste Management 70, 127–138.
Muchova, L. (2010). Wet physical separation of MSWI bottom ash. PhD thesis, Delft University of Technology, The Netherlands.
Naturvårdsverket (2010). Återvinning av avfall i anläggningsarbeten – Handbok. Handbok 2010:1. Naturvårdsverket, SE-106 48 Stockholm. Available from: https://www.naturvardsverket.se/globalassets/media/publikationer-pdf/0100/978-91-620-0164-3.pdf [Accessed: 2022, April 11].
Nørgaard, K.P., Hyks, J., Mulvad, J.K., Frederiksen, J.O., Hjelmar, O. (2019). Optimizing large-scale ageing of municipal solid waste incinerator bottom ash prior to the advanced metal recovery: Phase I: Monitoring of temperature, moisture content, and CO2 level. Waste Management 85, 95–105.
Official statistics Finland (2022): Waste statistics [e-publication]. ISSN=2323-5314. Municipal Waste 2020. Helsinki: Statistics Finland. Available from: http://www.stat.fi/til/jate/2020/13/jate_2020_13_2021-12-09_tie_001_en.html [Accessed: 2022, April 11].
Ottosen, A.R., Jensen, P.E., Ottosen, L. (2018). Genanvendelse af fosfor fra slamaske. Miljøprojekt nr. 1983, Miljø- og Fødevareministeriet, Miljøstyrelsen, Danmark. Available from: https://mst.dk/service/publikationer/publikationsarkiv/2018/mar/genanvendelse-af-fosfor-fra-slamaske/ [Accessed: 2022, April 11].
Ottosen, L. M., Kirkelund, G. M., Jensen, P. E. (2013). Extracting phosphorous from incinerated sewage sludge ash rich in iron or aluminium. Chemosphere 91(7), 963–969.
Ottosen, A.R., Malmros, O., Johnsen, T., Holtze, E., Eker, T., Tychsen, P. Jensen, M.D., Poulsen, M.M. (2015). Fra spildevand til fosforholdige produkter. Miljøprojekt nr. 1658. Miljøministeriet, Miljøstyrelsen, Danmark. Available from: https://mst.dk/service/publikationer/publikationsarkiv/2015/maj/fra-spildevand-til-fosforholdige-produkter/ [Accessed: 2022, April 11].
Papineschi, J., Hogg, D., Moberg, E.C., Gyllenbreider, E. (2019). Analysis of Nordic regulatory framework and its effect on waste prevention and recycling in the region. TemaNord 2019: 522. Nordic Counicl of Ministers.
Pihl, K.A., Berg, F., Milvang-Jensen, O. (2004). Bundsikring af forbrændingsslagge - efter europæiske standarder. Rapport 133:2004. Vejdirektoratet, Vejteknisk Institut, Danmark. Available from: https://docplayer.dk/11339209-Bundsikring-af-forbraendingsslagge.html [Accessed: 2022, April 11].
Quina, J.M., Bontempi, E., Bogush, A., Schlumberger, S., Weibel, G., Braga, R., Funari, V., Hyks, J., Rasmussen, E., Lederer, J. (2018). Technologies for the management of MSW incineration ashes from gas cleaning: New perspectives on recovery of secondary raw materials and circular economy. Science of the Total Environment 635, 526–542.
Regional State Administrative Agency for Southern Finland. (2020). Decision for pilot run to recover salt from treated ash at the Fortum Mäntyluoto waste treatment plant in Pori. Decision no Dnro ESAVI/23698/2020 and Decisions Dnrot 1) ESAVI/3022/2018 2) ESAVI/27012/2018 and Porin tuhkajalostamo | fortum.fi
Sabbas, T., Pollettini, A., Pomi, R., Astrup, T., Hjelmar, O., Mostbauer, P., Cappai, G., Magel, G., Salhofer, S., Speiser, C., Heuss-Assbichler, S., Klein, R., Lechner, P. (2003). Management of municipal solid waste incineration residues. Waste Management 23, 61–88.
Salminen, E., Hansen, J.H., Nielsen, C.W., Wuokko, P. (2016). Nordic shipyards. Best available techniques (BAT). TemaNord 2016:548. Nordic Council of Ministers.
Salminen, E., Mjöberg, J., Anhava, J. (2019). Nordic ceramics industry. Best available technique (BAT). TemaNord 2019:510. Nordic Council of Ministers.
Schnabel, K., Bruck, F., Mansfeldt, T., Weigand, H. (2021). Full-scale accelerated carbonation of waste incinerator bottom ash under continuous-feed conditions. Waste Management 125, 40–48.
Stjärnfelt, M. (2022). Personal communication with Mikael Stjärnfelt, ÅMHM, Ålands miljö- och hälsoskyddsmyndighet (12-04-2022).
Syc, M., Simon, F.G., Hyks, J., Braga, R. Biganzoli, L., Costa, G., Funari, V., Grosso, M. (2020). Metal recovery from incineration bottom ash: State-of-the-art and recent developments. Journal of Hazardous Materials 393, 122433.
Thornberg, D,, Jørgensen, P. (2018). Working towards P-recovery from sludge ash in Copenhagen. Presentation at IWA Sweden Seminar: Phosphorous recovery from wastewater with a focus on the potential of thermochemical sludge treatment. Malmø, 11 April 2018. Available from: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwiP7dC95Lv3AhX4SvEDHUdyDPgQFnoECAMQAQ&url=https%3A%2F%2Fwww.svensktvatten.se%2Fglobalassets%2Futbildning%2Fkonferenser-och-seminarier%2F2018%2F180411-iwaswe_p%2Fdines-thornberg_towards-p-recovery-from-sludge-ash-in-copenhagen_iwa-p_2018-04-11.pdf&usg=AOvVaw3bT0dmJ-hxPq-gipmVXoA4 [last accessed 2022-04-29].
Tosti, L., van Zomeren, A., Pels, J.R., Comans, R.N.J. (2021). Evaluating biomass properties an influenced by feedstock and thermal conversion technology towards cement clinker production with a lower carbon footprint. Waste and Biomass Valorisation 12, 4703–4719.
VVY (2019). Yhdyskuntalietteen käsittelyn ja hyödyntämisen nykytilannekatsaus (English title: Review on present situation of sewage sludge treatment and utilisation in Finland). Vesilaitosyhdistyksen monistesarja nro 57, Helsinki 2019. In Finnish. Available from: https://www.vvy.fi/siteassets/files/3078/yhdyskuntalietteen_ka_sittelyn_ja_hyo_dynta_misen_nykytilannekatsaus_vvy_nr_57.pdf [Accessed: 2022, April 11].
Annex A: Use of biomass as a forest fertiliser
1. General description
This case describes the treatment and use of biomass ash as a forest fertiliser.
2. Technical description
The biomass ashes may be applied as fertiliser products in forestry in the following ways:
- Transportation of the ash directly to the forest without any further treatment
- Self-hardening and crushing of the ash prior to transport to the forest
- Granulation/compaction of the ash at a centralised facility prior to transport to the forest
- Addition of nutrients during granulation/compaction process if needed prior to use
Particularly fly ashes need to be granulated or compacted with water in order to avoid dusting during the product transport and spreading in the forest. A few technologies have been developed for ash granulation including drum and disc granulators. Granulation can be performed centralised by an operator or at a power plant site. Typically, the ashes are transported dry by a tank truck to an ash fertiliser production plant as the amount of ash produced in one plant usually cannot enable profitable ash processing. The ash journey from a power plant to the forest is illustrated in Figure A1.
Only water is needed in the granulation process. It reacts with oxides in the ash together with atmospheric CO2 to form carbonates. The granulation processes are technically unique, developed by the operators, but the amount of water needed is typically between 30 – 50 w-%. Hard granules are formed, and the pH of the ash is decreased because of the carbonation of oxides. Carbonation reactions are exothermal and thus heat producing, and no additional drying of granules is needed. Addition of nutrients in the form of inorganic fertiliser products is allowed during the production process of ash fertilisers. For example, special boron containing fertiliser products are produced for spruce forests suffering from lack of boron.
Another option to control dusting of ashes is to use the self-hardening method. The ashes are moistened during or after unloading from the ash silo at the power plant and are allowed to harden outdoors in a pile for several months. After proper hardening, the pile is broken e.g. by using an excavator, and further crushed down by using a sieving bucket to get suitable ash aggregates for spreading.
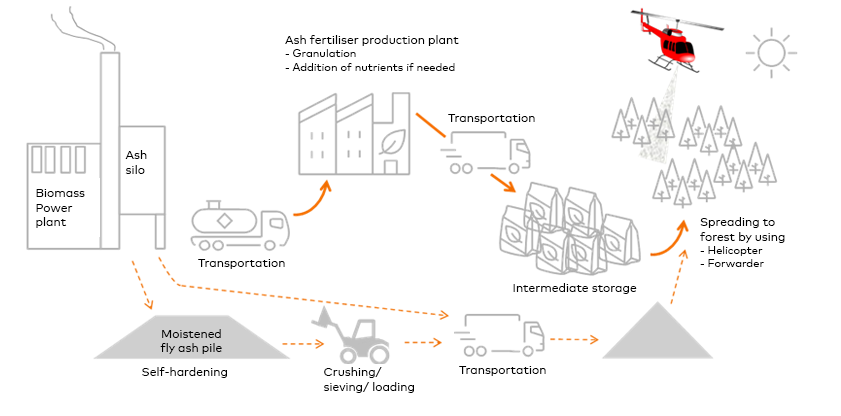
Figure A1 Schematic drawing of the ash journey from a power plant to forest fertilisation (VTT).
3. Achieved environmental benefits
The main positive environmental effect of the use of biomass ash as fertiliser is the return of nutrients to forest. Another positive effect will be the avoided disposal at a non-hazardous waste landfill.
Biomass ash contains considerable amounts of P, K, Ca and Mg, and therefore it has proven to be a good alternative to commercial phosphorous (P) and potassium (K) fertilisers in fertilisation of drained peatland forests, where the lack of P and K is limiting tree growth. Due to its liming effect, ash application increases soil pH and microbial activity and, eventually, availability of nutrients (Moilanen et al. 2002). Ashes do not contain nitrogen (N), and therefore cannot be used as such in forest fertilisation on mineral soils where the lack of N is limiting the tree growth. It can be assumed that carbon footprint of ash fertiliser production is lower than that of mineral fertilisers.
4. Environmental performance and operational data
Ash fertilisation increases tree growth an average of 2–6 m3 per hectare in a year. The growth increase depends on the N content of the soil. The positive growth effects of ash fertilisation are long-lasting, up to 30 years, and noticed to be even more long-lasting than with other fertilisers used in peatland forestry. In addition, the more the forest grows, the more carbon dioxide is captured into trees.
The only way to return the nutrients of biomass ashes to the forests in Finland and other Nordic countries and regions is to apply them as fertiliser products to the forests. In Finland, they mainly substitute mineral fertiliser products used in fertilisation of peatland forests. Ashes from wood, peat and other biomass origin can be used as fertiliser products in forestry if the requirements in the Finnish fertiliser product legislation is fulfilled (see section 5.2.2). Biomass ashes to be used as forest fertilisers in Finland must originate from combustion of peat, wood chips, bark, fibrous material containing wastes that are produced in connection with the production of primary pulp or paper, unprocessed wood waste or other similar pure material of wood origin or agro-biomasses such as reed canary grass, straw, cereal, oilseed plants, willow or common reed, or a mixture of these. Further, the ash must comply with the regulatory restrictions on heavy metal content and meet the minimum values set for nutrient content, but it is possible to add inorganic mineral fertilisers to the granulated ash fertiliser product in order to increase its usability and fulfilment of the minimum nutrient requirements.
In the European list of waste (LoW), wood ash is registered as an absolute non-hazardous waste. In Finland, according to the environmental permit of a new Finnish pulp mill (Permit Decision PSAVI/7988/2019), wood fly ash and gasification bottom ash are classified as by-products. End-of-waste classifications are not known.
5. Cross media effects
There are often long transport distances at different points of the value chain (from power plant to ash granulation plant and from the plant to end-user). There are only 2 to 3 ash fertiliser production plants in Finland. Long distances mean CO2 emissions from fuel. The potential pathways or operations for ash transport are:
- Transport of fly ash from the power plant by vehicle to the ash fertiliser production plant.
- Transport of the treated ash by vehicle to intermediate storage in a forest nearby the area to be fertilised. Some ashes are suitable only for fertilisation of peatland forests, and peatlands are mainly located north from central Finland. Therefore, the transport distances can be long for ashes produced in southern part of Finland.
- Spreading of ash granules to forest by using helicopter (air spreading) or forwarder/tractor (land spreading).
The potential releases of pollutants to soil, air and water from the various steps from the biomass ash is collected at the combustion facility until it is spread to the forest are assessed in Table A1.
Table A1 Assessment of and comments on potential releases from the treatment and use of biomass ash as a forest fertiliser.
| Step | Release to | ||
| Soil | Air | Water | |
| Transport in vehicles | No release, sealed vehicles are used. | Not likely, only in case of accidents | Not likely |
| Compaction/ granulation | Closed process, no wastes are formed. | Attention has to be paid to the dust management. | No wastewater from the process. Drainage waters from the plant yard may contain metals and salts originating from the ash |
| Self-hardening | Minor | The top layer of pile may dry and dust spread | Some release to water if stored on soil/asphalt |
| Transportation | Relevant only in case of accidents | Minor local impact in case of accident | |
| Intermediate storage | Minor, if big bags are used | If bags are broken, dust emission can occur | Minor impact, only in case of broken bags |
| Spreading to forest | Limited, see the text | Dusting during the spreading operation | No spreading on groundwater areas, safety distance to lakes, ditches etc. GPS used to control spreading. |
The ashes contain minor amounts of potential harmful metals (see Table 2). Release data from leaching test have only been published to limit extent for wood ashes, often the published data relates to mixture of peat and wood ashes and the exact share and type of biomass fuel are not clearly reported. Some sources (e.g. Juuma et al 2020, Huotari 2012) conclude that the metals are in insoluble form and additionally the leachability of these harmful metals is low due to the high pH value of the ashes. Table A2 shows the content and solubility at L/S = 10 l/kg of selected substances from one ash from combustion of mainly wood (bark) fuel and to minor extent biosludge. According to Table A2, small amounts of Cr, Mo, Se, Zn, sulphate and chloride are soluble. Based on the information in Table A2, an estimate for soluble amount per forest area can be calculated. Typically, the amounts spread in forest area are in the range of 3–5 tonnes per hectare. The spread amount is based on K and P content (target for forest area: 80–120 kg/ha).
| Substance | Unit | Content (data from 2005) | Solubility (data from 2007) |
| Al | mg/kg DM | NA | NA |
| As | mg/kg DM | 8,8 | 0,003 |
| Ba | mg/kg DM | NA | 2,2 |
| Hg | mg/kg DM | 0,13 | <0,01 |
| Cd | mg/kg DM | 6,6 | 0,004 |
| Cr | mg/kg DM | 139 | 2,3 |
| Cu | mg/kg DM | 73 | <0,05 |
| Mo | mg/kg DM | NA | 1,6 |
| Pb | mg/kg DM | 27 | 0,082 |
| Ni | mg/kg DM | 71 | 0,011 |
| Zn | mg/kg DM | 1.500 | 1,1 |
| Se | mg/kg DM | NA | 0,43 |
| Sb | mg/kg DM | NA | 0,001 |
| V | mg/kg DM | NA | 0,002 |
| SO42- | mg/kg DM | NA | 15000 |
| Cl- | mg/kg DM | NA | 4500 |
| K | % DM | 1.9 | NA |
| P | % DM | 1.1 | NA |
Table A2 Examples of composition and leachability (at L/S = 10 l/kg) of wood ash. Main fuel: wood (bark) and to a minor extent biosludge. NA = not available. Source: Anttila (2008).
6. Applicability (technical and legal implications)
General applicability of the technique
The technique is applicable to most biomass boilers both in small and large scale. However, it requires the control and monitoring of feed sources (e.g. non-contaminated wood) and resulting ashes. Ash producer has also an obligation to register according to fertiliser legislation (if annual production is > 50 tonnes), to keep on up-to-date data set on operations, and to organise self-control. The equipment and unit operations required by the technique are mature and relatively simple, it is all state-of-the-art equipment that is readily available.
The main challenges reported are the changes in fuel quality and mixture, which may have remarkable effect on the ash quality. Quality controls must be done continuously, as it is not possible to on-line monitor the content of heavy metals (to ensure that the tight limit values in fertiliser legislation are fulfilled). Another challenge for the ash producer is the higher costs related to fertiliser use compared to the costs related to the use in earth construction.
Functional requirements related to the CE application
Particularly fly ashes need to be granulated, compacted or self-hardened with water in order to avoid dusting during the product transport and spreading in the forest. If the nutrient content of ash is too low, the addition of inorganic fertiliser nutrients products is allowed during the granulation/compaction process only. Equal size granules are also important in spreading phase to ensure that is evenly distributed to the forest according to fertilising plan.
The producer of ash fertiliser products (operator) must organise the operations so that the overall requirements stipulated in the fertiliser regulation are fulfilled in order to ensure that the operations do not cause any danger to human or animal health or safety, plant growth or the environment. The operator can usually only receive ashes that meet quality requirements set for fertiliser products. An agreement between the ash producer and the operator is needed about the quality control of ash. For example, the variation in fuels used can have a remarkable effect on ash quality. The operator must organise a self control system of the ash quality and must keep records of all operations. A product declaration must be delivered to the customer together with the ash fertiliser product.
Regulatory (environmental) requirements related to the CE application
Regulatory requirements related to use of biomass ash as forest fertiliser are different in Nordic countries. The differences are consequences of different forest volumes, tree species, soil properties, climate and also produced ash types. In Finland ashes are regarded as fertiliser products and used mainly in fertilisation of peatland forests. The use of ashes as fertiliser is regulated by Fertiliser Product Act 539/2006 and Ministry of Agriculture and Forestry Decree on Fertiliser Products 24/2011. Requirements for operators are presented in the Decree of the Ministry of Agriculture and Forestry on Activities Concerning Fertiliser Products and Their Control 11/2012. The renewal of the Finnish fertiliser product legislation has started. The new Fertiliser Product Act is expected to enter into force in July 2022 at the same time with the new EU fertiliser product regulation (Regulation (EU) 2019/1009).
In Denmark, the Statutory Order no 732/2019 on application of biomass ash for agricultural purposes includes requirements for wood ash use in forests. The order also limits the amount of ash to spread based on its reactivity and cadmium content.
In Sweden, forest fuel or pure wood fuel ashes are recycled back to forest to compensate for the removal of nutrients after extraction of forest residues and to counteract acidification. The ashes to be recycled should contain nutrients in sufficient quantity and must not contain excessive levels of heavy metals or other toxic substances. The limit values for nutrients and heavy metals are recommended by Swedish Forest Agency. It is obligatory to report ash recycling to forest.
A concern has been raised about potential POP content (dioxins and furans) in biomass ashes due to the stricter POP limits currently proposed. Through requests to ash producers no information on dioxin/furan levels was available. However, Zhai et al. (2021) report a median value of PCDD/PCDFs in 30 bottom ashes from wood combustion of 0,0023 μg TEQ/kg and a median value of PCDD/PCDFs in 14 fly ashes from wood combustion of 0,12 μg TEQ/kg with a substantial variation between samples in each category. These values can be compared to the current threshold value for PCDD/PCDFs for classification as hazardous waste of 15 μg TEQ/kg (that value will most likely be lowered somewhat in a not-too-distant future). In this context, it can be mentioned that the PCDD/F limit for ashes for use as rawmaterials according to the EU fertilisation regulation is much tighter (limit 20 ng/kg).
7. Economics
The production of ash to forest fertilisers is mainly commercially operated, and no information regarding the treatment costs are available. The ash producer makes an agreement with an operator and pays for the ash treatment, depending on the transport distance and quality of the ash. The operator takes care of the treatment and further sells the ash fertiliser to the forest owners. However, some factors can be identified that have remarkable effects on the value of the ash and the profitability of the treatment operations. The landfilling of non-hazardous ashes is subject to taxation. The current waste tax is 70 €/t, and together with other landfilling costs, the disposal of a tonne of ash can cost 90 – 170 € without accounting for any transportation cost. Landfill taxes in Denmark is 63 €/tonne (CEWEP, 2017) and in Sweden 55 €/tonne (Skatteverket, 2022). There is no landill tax in Norway (CEWEP, 2017). Another factor is the price of mineral fertilisers products that the ash fertilisers substitute. The costs of the ash fertilisation to forest owner should not be higher than those of mineral fertilisers. The nutrient content of ash is typically lower than that of mineral fertilisers, which means higher amounts and spreading costs to reach the same fertilisation effect.
8. Driving force for implementation
The driving forces for implementation of the technique for making a fertiliser from wood ash are as follows:
- Minimising use of virgin material, avoiding loss of materials (also compliance with the EU CE objectives (see section 2.2 in the report)
- Saved expenses for disposal of ashes at landfills for non-hazardous waste
9. Examples of use in the Nordic countries and regions
Utilisation of biomass ashes as fertilisers in peatland forests has a long tradition in Finland. Several heat and power plants are registered as fertiliser producers and are delivering ashes to fertiliser use. Approximately five granulation plants for biomass fly ashes have been built for centralised or plant-specific production of ashes. Ashes are also transported directly from heat and power plants to forest owners.
The Swedish Forest Agency together with Skogforsk and the Swedish Forest Owners has produced educational materials (e.g. video) about the spreading of biomass ashes to forest for return of nutrients and as counteract towards acidification (Anon., 2022).
In Denmark, as mentioned above, Statutory Order no. 732/2019 (see section 5.2.1 in the report) allows the spreading of biomass ash both for agricultural fields and certain types of forests. It is not known whether biomass ash is actually applied to forests in Denmark.
In principle, the technique will be applicable in most Nordic countries and regions with forests.
10. References
Anon. 2022. Askåterföring. Skogskunskap. https://www.skogskunskap.se/skota-barrskog/skorda-skogsbransle/askaterforing/ , [Accessed April 20, 2022].
Anttila, H.-K. (2008): The Influence of Fuel Composition on the Quality of Fly Ash and its Utilisation Possibilities in UPM-Kymmene Corporation's Kaukas Mill. Master´s Thesis, Lappeenranta University of Technology, Technical Faculty, Department of Energy and Environmental Technology.
Best practices for sustainable forest management in Finland, Fertilisation, Developed and updated by Tapio. Available in Finnish and Swedish in www-pages (electronic form). https://metsanhoidonsuositukset.fi/sv/atgarder/godsling
Huotari, N., 2012. Tuhkan käyttö metsälannoitteena. Metsäntutkimuslaitos. In Finnish. http://urn.fi/URN:ISBN:978-951-40-2403-0
CEWEP (2017). https://www.cewep.eu/wp-content/uploads/2021/10/Landfill-taxes-and-restrictions-overview.pdf [Accessed 21 April 2022].
Juuma, H., Kauhanen, S., Kontas, K.-M., Korhonen, M., Lehtoväre, J., Leskelä, K., Liisanantti, H., Luiro, S., Mikkola, J., Nurmela, T., Ohtamaa, H., Ohtamaa, S., Ojamaa, M., Palola, J., Vähärautio, J., Snäkin, J.-P., Soppela, J. (2020): Tuhkat kiertotaloudessa. Tutkimusraportti tuhkan tuottajille ja käyttäjille. Sarja B. Tutkimusraportit ja kokoomateokset 27/2020. Lapin ammattikorkeakoulu. In Finnish. https://urn.fi/URN:ISBN:978-952-316-382-9
Maresca, A. (2017): Characterisation of wood combustion ashes. PhD Thesis, November 2017, DTU Environment, Department of Environmental Engineering, Technical University of Denmark.
Moilanen M., Silfverberg K., Hokkanen T.J. (2002): Effects of wood-ash on the growth, vegetation and substrate quality of a drained mire: a case study. Forest Ecology and Management 171: 321–338. http://dx.doi.org/10.1016/S0378-1127(01)00789-7
Piirainen, s., Domisch, T., Moilanen, M., Nieminen, M., 2013. Long-term effects of ash fertilisation on runoff water quality from drained peatland forests. Forest Ecology and Management, Vol. 287, 1 January 2013, pp. 53-66. https://doi.org/10.1016/j.foreco.2012.09.014
Skatteverket (2022). https://skatteverket.se/foretag/skatterochavdrag/punktskatter/avfallsskatt.html [Accessed 20 April 2022].
Zhai, J., Bure, T., Stewart, D.I. (2021): Potential reuse options for biomass combustion ash as affected by the persistent organic pollutants (POPs) content, Journal of Hazardous Materials Advances: https://doi.org/10.1016/j.hazadv.2021.100038
Annex B: Use of biomass ash as a stabiliser in earth constructions
1. General description
This case describes the use of ash (biomass) as a stabiliser in earth construction.
2. Technical description
Biomass ash can be used as the main raw material for a binder mixture used in stabilisation. Stabilisation is a method to increase the bearing capacity of e.g. clay soils (deep mixing) or base course of roads (layer stabilisation) and there are different ways to perform it. Mass soil stabilisation (mass soil mixing) means that the total mass of soil is mixed with binding agents. The layer to be stabilised is typically a few meters. Deep soil stabilisation (column deep mixing) is performed in the form of columns, which do not cover the entire area, but reach several dozens of meters to the ground. Mixtures of lime and cement are typically used as binding agents, but also recycled materials such as biomass fly ashes have self-hardening properties that enable their use in stabilisation. Laboratory studies are essential in the early stages of a planned stabilisation project to determine the amount and types of binding agents that works best with the soil at the specific site.
Biomass ash is transported as dry to the binder production plant by a tank truck and stored in a silo. Ash and other raw materials are fed to a grinder according to a recipe tailored for the certain application and homogenised to a binder mixture. Other raw materials can include for example cement, burnt lime, gypsum (from flue gas desulphurisation), ferrous and steel slags, blast furnace slags and auxiliary substances such as sodium hydroxide or silica. 20–30w-% of Portland cement is typically added to activate the fly ash depending on the pozzolanic properties of ash (Sarkkinen et al. 2016). Ready mixture is stored in a silo and transported to an earth construction site as dry or moisturised depending on the implementation plan of the site. Another option is to transport ashes directly or via an intermediate storage to the construction site. In that case, ash can be directly mixed with the soil to be stabilised together with other binder agents such as cement. Sometimes ashes can be used as stabilisers without addition of other binder agents if their binding properties are high enough. The journey of ash from a power plant to soil stabilisation is illustrated in Figure B1.
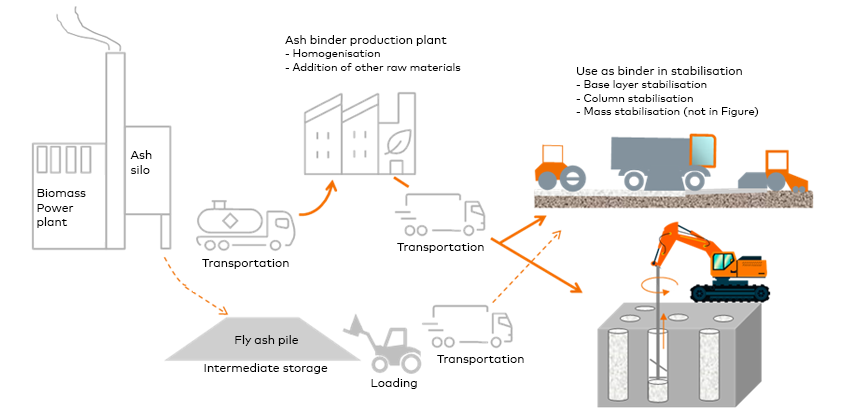
Figure B1 A schematic drawing of the ash journey from a power plant to soil stabilisation (VTT).
In base layer stabilisation of soil (e.g. frost susceptible road) a layer of stabilising agent is spread as moistened or dry above the structure to be stabilised and mixed to the soil by using road milling machine. The amount of binder needed is typically 2.5 – 5% of the dry mass layer to be stabilised (Melander 2018). Moisture content of the soil is optimised for the materials used in the stabilisation. After mixing the soil is compacted and paved.
In column stabilisation of soil (e.g. clay), the binder consisting of ash and cement is mixed into soft soil layer using a mixing tool. The diameter of the tool is typically 600 to 800 mm and maximum depth 20 m (in Finland). In the Nordic countries dry mixing system is used, in which stabiliser is added to the soil in dry state. Another option is to add stabiliser to the soil in slurry state, mixed with water, but wet mixing requires additional type and design of feeder and higher binder addition rate (Forsman et al. 2018) The mixing tool is first rotated down to the lowest desired level to disaggregate the soil and then withdrawn upwards by using reverse rotational direction. On the way up the binders are pressed down through the hollow shaft and out of holes near the mixing tool using compressed air. By the rotation of mixing tool, the binders are mixed into the soil in the shape of cylindrical column. The dosing of binders depends on the targeted design criteria and usually varies between 70 and 150 kg/m3, but most common is 80–100 kg/m3. (Hanson 2008)
In mass stabilisation an excavator provided with a mixer is used applying the same principles as with column stabilisation. However, the depth is typically 2–5 m and soils are treated in squares of 3 m x 3 m. The mass stabilisation is not only to increase bearing capacity, but also lower the potential release of harmful metals in case of metal contaminated soil. (Finnish Road Administrator 2018)
3. Achieved environmental benefits
The main positive environmental effect of the use of biomass ash as binder relates to the replacing part of cement and thus reducing CO2 emissions and avoidance of use of virgin materials in earth constructions. Another positive effect will be the avoided disposal at a non-hazardous waste landfill.
Cement and lime are the commonly used as binders in mass stabilisation of soil. Biomass ash contains pozzolanic materials that contribute to the pozzolanic reactions and can be used to replace part of cement in the binder used in soil stabilisation. The use of industrial recycled materials as binders gives cost reductions. These various recycled materials include for example slags, fly ash (from coal or bio combustion), silica fume and gypsum components. The choice of binder or mixture depends on soil properties. (Forsman et al. 2015).
4. Environmental performance and operational data
Both the quality of biomass ash and the soil to be stabilised needs to be taken into account in planning of the use of the ash utilisation as a binder. The recipe needs to adjusted according to the case. According to gained experiences biomass ash are both from technical and environmental requirements more suitable than coal ash for replacing binders typically used (cement, lime).
In a deep soil “Kuninkaantammi demonstration study” (Reijonen 2021, Nguyen, 2021), a comparison of several different binder mixtures for stabilisation of a clay soil area of 1200 m2 was carried out. The target shear strength of the soil and binder mixtures was in the demonstration study set to 100 kPa. The use of a binder amount of 120 kg/m3 (equals to about 43 kg binder/m-column) resulted in shear strength in the range of 90 and 400 kPa after 3 months curing time. An increased binder amount of 160 kg/m3 resulted in a shear strength within 220–450 kPa. The total amount of binder used in the area was estimated to around 120 tonnes (for numerous pillars with a diameter of 700 mm and a total length of 3200 m).
In the European list of waste (LoW), wood ash is registered as an absolute non-hazardous waste. Wood ash waste is non-hazardous waste. In Finland, according to the environmental permit of in the environmental permit of a new Finnish pulp mill (Permit Decision PSAVI/7988/2019), wood fly ash and gasification bottom ash are classified as by-products. End-of-waste classifications are not known.
5. Cross media effects
The use of biomass ash in binders involves several steps:
- transport of fly ash by vehicle from the power plant to the plant/site where fly ash is mixed with cement, and further by vehicle to the soil site for stabilisation (in some cases ash also transported to soil site and cement mixed with ash prior to mixing of binder with soil)
- intermediate storage (dry storage required if used in column stabilisation)
- mixing of binder in soil e.g. using an excavator supplied with a mixing device
The potential releases of pollutants to soil, air and water from the various steps from the biomass ash is collected at the combustion facility until used in soil are assessed in Table B1.
Table B1. Assessment of and comments on potential releases from the treatment and use of biomass ash as a binder.
| Step | Release to | ||
| Soil | Air | Water | |
| Unloading of ash silo/ Loading of vehicle | Very limited since the unloading usually takes place on asphalt or indoors | Dust emissions and through spillages and losses during the handling and storing | Minor, in environmental permits risk for water contamination is considered |
| Mixing of binder (only in case cement added at plant) | No release closed system) | Limited (closed system) | Not likely (closed system) |
| Transport in vehicles | No release, sealed vehicles are used. | Not likely, only in case of accidents | Not likely |
| Intermediate storage of fly ash (only in case cement added at site) | Minor | Dust emissions may occur if ash pile surface dry and pile not covered (pile storage possible only in layer and mass stabilisation) | Minor |
| Mixing of binder in soil and hardening of soil | Minor Typically decrease in release due to hardening of the soil mix-ture containing stabiliser Influence on pH near column | Limited dust emissions during stabilisation process | Minor Binders applied at clay soil area where low water permeability (slow spread of contaminates with water) Safety distance to groundwater, ditches |
In the Kuninkaantammi pilot study (Reijonen, 2021), samples from pillars containing different mixtures of soil and binders (cement and ashes) have after about 3 months after curing time been drilled out from a depth around 2–3 meters. The amount of binder was 120 kg/m3 soil. Samples were analysed for total content (microwave digestion with aqua regia) and leaching tests (2 step batch leaching test EN 12457-3). For the leaching testing, the samples were crush to below 4 mm prior to testing. The study also included sampling from a reference pillar with traditional binding agents (lime, cement and gypsum in equal portions).
The study presented target values for total content and leachability. For total content, target values given for assessment of contamination of soil was used. Only for Arsenic the value for slightly contaminated soil was exceeded for one soil sample containing ash and binder, but not the background for arsenic at the site. For the leached metals, only Molybdenum showed values over the limits given for wastes to be landfilled at inert waste landfill.
According to some sources (e.g. Lindrooas, 2016), a small cement addition (3%) to the ash decreased especially the leachability of sulphate. In the Kuninkaantammi study, the higher addition of cement to the soil and ash mixture is assumed to further reduce the leachability of sulphate and several metals from biomass ashes.
Water samples have been collected near the columns. Results indicate that the pH of the soil near the column is alkaline only a few centimetres outside the column.
The impact of greenhouse gas emission related to the manufacturing of different binder recipes are presented in Figure B2. For comparison, e.g. a Finnish lime-cement-mix with a ratio of 50/50 has a manufacturing emission factor around of 856 kg CO2 eq/t. Thus, over 80% manufacturing emissions can be saved using these materials. Also, the stabilisation operation and to minor extent transport caused CO2 emissions, but the manufacturing dominates the CO2 emissions. According to another study (Kivi, 2021), binders account for up to 90% of CO2 emissions in stabilisation. Low-carbon binders using recycled materials for column and mass stabilisation can reduce carbon emissions by 70–80% compared to conventional binders.
Figure B2 Greenhouse gas emission factors related to different binder mixtures (Reijonen, 2021).
6. Applicability (technical and legal implications)
General applicability of the technique
The techniques are easily replicable (rather simple process).
The technique is applicable to most biomass boilers, but only for fly ashes. The reactivity of bottom ashes is too low for the use as stabilisers. The use of biomass ash requires the control and monitoring of feed sources (non-contaminated wood). The equipment and unit operations required by the technique are mature and relatively simple, it is all state-of-the-art equipment that is readily available.
Functional requirements related to the CE application
In the use of biomass ash in soil stabilisation, it is important to consider the characteristics of the ash (reactivity), amount of ash as binder added to the soil and potentially other binders (activators) and also the type of soil to be stabilised in order to fulfil the functional requirements for the stabilised soil. A case-tailored system based on testing is needed to prove that the technical requirements are met.
Environmental criteria on the total content and the leachability of harmful metals are typically set in the environmental permit. This requires that quality control of the biomass ash used as stabilisers. Also the dust control in the use needs to be considered.
Regulatory (environmental) requirements related to the CE application
In Finland, the Government Decree 843/2017[1]Finnish Government Decree 843/2017 concerning the recovery of certain wastes in earth construction. https://www.finlex.fi/en/laki/kaannokset/2017/en20170843 (in official translation in English) promotes the use of ashes in earth constructions through simplification of the environmental permit system. The Decree concerns use of binders in improving properties of waste materials covered by the decree, but not the use of ash based binders in deep soil stabilisation. An environmental permit is required for use of ashes in deep stabilisation of soil. For assessment of the environmental risks in the Kuninkaantammi case, total content of harmful metals was compared to guidance value given for contaminated soil and release of harmful substances from mixtures of soil and binders were compared to EU acceptance criteria for landfilling of waste.
The technique could in principle be applied in other Nordic countries and regions, subject to national regulations and requirements.
A concern has been raised about potential POP content (dioxins and furans) in biomass ashes due to the stricter POP limits currently proposed. Through requests to ash producers no information on dioxin/furan levels was available. However, Zhai et al. (2021) report a median value of PCDD/PCDFs in 30 bottom ashes from wood combustion of 0,0023 μg TEQ/kg and a median value of PCDD/PCDFs in 14 fly ashes from wood combustion of 0,12 μg TEQ/kg with a substantial variation between samples in each category. These values can be compared to the current threshold value for PCDD/PCDFs for classification as hazardous waste of 15 μg TEQ/kg (that value will most likely be lowered somewhat in a not-too-distant future).
Footnotes
- ^ Finnish Government Decree 843/2017 concerning the recovery of certain wastes in earth construction. https://www.finlex.fi/en/laki/kaannokset/2017/en20170843 (in official translation in English)
7. Economics
Economics of ash stabilisation were considered in a pilot project related to repair and construction of a frost susceptible gravel road. Only crushed gravel was added in the reference case, which was compared to ash-cement stabilised structure. There was no remarkable difference in construction costs of biomass ash-cement stabilised structure and reference structure. The life cycle of the ash-cement stabilised structure is 40 years and that of reference structure only 15 years, which means that the life cycle costs of reference structure are 2.2 times higher. Lot of assumptions were done in calculations that may have effect on the results. (Sarkkinen et al. 2016)
Biomass ash is cheap raw material, but the cement needed in activation is expensive. Until these days the price of biomass ash has been close to zero or even negative. One identified factor than have remarkable effect on the value of the ash in Finland is the waste tax. The landfilling of non-hazardous ashes is subject to taxation and the current waste tax is 70 €/t, and together with other landfilling costs, the disposal of a tonne of ash can cost 90 – 170 € without accounting for any transportation. Thus, ash producers can be even ready to pay for ash utilisation in earth construction. Sometimes the price of ash consists of transportation costs.
8. Driving force for implementation
The driving forces for the use of biomass ash as soil stabiliser are as follows:
- Minimising use of virgin material (cement) and thus lowering the carbon footprint, avoiding loss of materials (also compliance with the EU CE objectives (see section 2.2 in the report)
- Saved expenses for disposal of ashes at landfills for non-hazardous waste
- Cheaper binder materials are needed to replace expensive cement/burnt lime. The price of lime/cement binder has increased significantly lately (about 40% within one year).
9. Example plants in the other Nordic countries and regions
Denmark
Not relevant
Finland
Deep stabilisation - Kuninkaantammi (Reijonen 2021)
Mass stabilisation – Port of Vuosaari (Forsman 2015)
Mass stabilisation – Baltic area (Forsman 2016)
Mass stabilisation – Sampaanala Bay (Suikkanen 2020)
Mass stabilisation – Turku (Huhtinen 2020)
Sweden
Column stabilisation with lime/cement was invented in Sweden and has especially been used since the 1970’s (e.g. Larsson 2008). Studies have been conducted with the use of ashes. (Hanson 2008)
Norway
The deep soil stabilisation with dry mixing of lime-cement has been used in Norway, but no data on the use of biomass ashes
Iceland
Not relevant
Greenland
Not relevant
Faroe Islands
Not relevant
Åland Islands
Not relevant
10. References
Finnish Road Administrator. 2018. Syvästabiloinnin suunnittelu. Liikenneviraston ohjeita 17/2018 lo_2018-17_syvastabiloinnin_suunnittelu_web.pdf (vayla.fi)
Forsman , J , Korkiala-Tanttu , L & Piispanen , P 2018 , Mass Stabilization as a Ground Improvement Method for Soft Peaty . in B Topcuoğlu (ed.) , Peat . vol. 1 , InTech Open , London , pp. 107-139. https://doi.org/10.5772/intechopen.74144
Forsman, J., Marjamäki, T., Jyrävä, H., Lindroos, N. & Autiola, M. 2016. Applications of Mass Stabilization at Baltic Sea Region. “Historical Experience and Challenges of Geotechnical Problems in Baltic Sea Re-gion” Proceedings of 13th Baltic Sea Geotechnical Conference. DOI: http://doi.org/10.3846/13bsgc.2016.036
Forsman, J., Jyrävä, H., Lahtinen, P., Niemelin, T., & Hyvönen, I. 2015. Mass stabilisation manual. https://projektit.ramboll.fi/massastabilointi/materials/mass_stabilisation_manual_2015.pdf
Hanson, N., 2008. Deep soil stabilisation with fly ash. Examensarbete, Januari 2008. Department of Earth Sciences, Uppsala University, Sweden. ISSN 1401-5765. Available: http://www.w-program.nu/filer/exjobb/niklas_hansson.pdf
Huhtinen, R. & Forsman, J. 2020.Stabilisation of clay soil with use of ash based binders. Kuntalehti 2/2020. https://kuntatekniikka.fi/lehtiarkisto/06-2020/30-67
Khodayari, R., Anderson, S. (2022). Swedish experiences of biomass ashes in forest. Presentation 14 March 2022. Skogsstyrelsen/Swedenergy.
Kivi, E., 2021. Pohjanvahvistusmenetelmät Suomessa Käyttömäärät ja hiilijalanjälki (Ground Improvement Methods in Finland – Usage Rates and Carbon Footprint), Aalto University, Master´s Thesis. Pohjanvahvistusmenetelmät Suomessa – käyttömäärät ja hiilijalanjälki (aalto.fi)
Larsson, R. (2006). Djupstabilisering med bindemedelsstabiliserade pelare och masstabilisering – En vägledning. Linköping: Svensk Djupstabilisering.
Lindroos, N., Ronkainen, M., Järvinen, K. 2016. Metsä- ja energiateollisuuden jätejakeiden ympäristökelpoisuus maarakentamisessa. (Environmental acceptability of waste fractions from the forestry and energy industries in earth construction). Ympäristöministeriön raportteja 8 | 2016 YM_Metsa-_ja_energiateollisuuden_jatejakeiden_ymparistokelpoisuus_maarakentamisessa_2016.pdf
Melander, M., 2018. Kivituhkan soveltuminen kantavan kerroksen runkoaineeksi (Suitability of by-product fines for stabilised base course). Master’s Thesis, Aalto University. In Finnish, English abstract. http://urn.fi/URN:NBN:fi:aalto-201806293833
Nguyen, T. 2021. Recovered materials as binders in column stabilisation: test column stabilisation in Kuninkaantammi. Aalto University. Master’s Thesis. http://urn.fi/URN:NBN:fi:aalto-202103282634
Reijonen, I.. 2021. KUNINKAANTAMMI YHTEENVETO KOESTABILOINNIN YMPÄRISTÖTUTKIMUKSISTA. Ramboll report.
Sarkkinen, M., Kemppainen, K., Kujala, K., Gehör, S., 2016. Biopolton lentotuhkat. Uudet symbioosituotteet ja käyttösovellukset. (Biomass fly ashes. New symbiotic products and their utilisation options.) Kajaanin ammattikorkeakoulun julkaisusarja B Raportteja ja selvityksiä 58. [In Finnish] Geosynergy_julkaisu_Biopolton+lentotuhkat.pdf;jsessionid=5CE7F3FE99AF40F8F8C44F94494E21D1 (theseus.fi)
Suikkanen, T., Pitkänen, T., Heikola, R., Jyrävä, H., Lindroos, N., Koivulahti, M. & Lahtinen, P. 2020. EU LIFE IP CIRCWASTE (LIFE15 IPE/FI/004), Case Sampaanala Bay pilotin of novel waste-based-binder mix-tures in costal Bay mass stabilization.
Zhai, J., Bure, T., Stewart, D.I. (2021): Potential reuse options for biomass combustion ash as affected by the persistent organic pollutants (POPs) content, Journal of Hazardous Materials Advances:
https://doi.org/10.1016/j.hazadv.2021.100038
Annex C: Separation and utilisation of metals from quenched municipal solid waste incineration bottom ash
1. General description
This case describes the separation of metals from quenched municipal solid waste (MSW) incineration bottom ash (IBA) and their recycling. The sole focus of Annex C is on the management of metals from IBA. The management of the remaining mineral fraction (see below) is discussed separately in Annex D.
2. Technical description
The typical amount of IBA produced in MSW incinerators varies at 15–25% of the incoming waste. IBA contains 10–12% ferrous metals (Fe), 2–5% non-ferrous metals, NFe (~2/3 as Al and ~1/3 as Cu, and small amount of other metals/alloys such as brass, Zn), and 80–85% mineral fraction (incl. glass and ceramics) (Syc et al., 2020). The large fraction of the metals can be separated and sold/recycled while the mineral fraction (sometimes referred to as aggregates) can be used as secondary construction material in specified applications provided that the material complies with both the functional and environmental criteria. Consequently, technologies/techniques for the management of IBA have developed significantly during the last two decades and have become an integral part of bottom ash management in Europe.
Advanced metal recovery from IBA is a highly specialised process and as such, there are multiple steps in the process which are often managed by different companies. In most countries, the system can be best described as a four-step system composed of: (i) Fe recovery; (ii) Fe upgrading; (iii) NFe recovery; and (iv) NFe upgrading.
The first three steps may take place either at an MSWI or at a dedicated primary IBA processing plant (such as the AFATEK and SYSAV) while step (iv) requires a highly specialised process and know-how available at few metal upgrading facilities across Europe that are processing the materials obtained from step (iii) either for a process fee or after buying the products obtained from step (iii).
The exact combination of treatment options that are used during step (i) to (iii) depends on the composition of the waste feed material, the annual capacity, and the end uses of the treated mineral fraction. Nevertheless, a conceptual overview is shown in Figure C1.
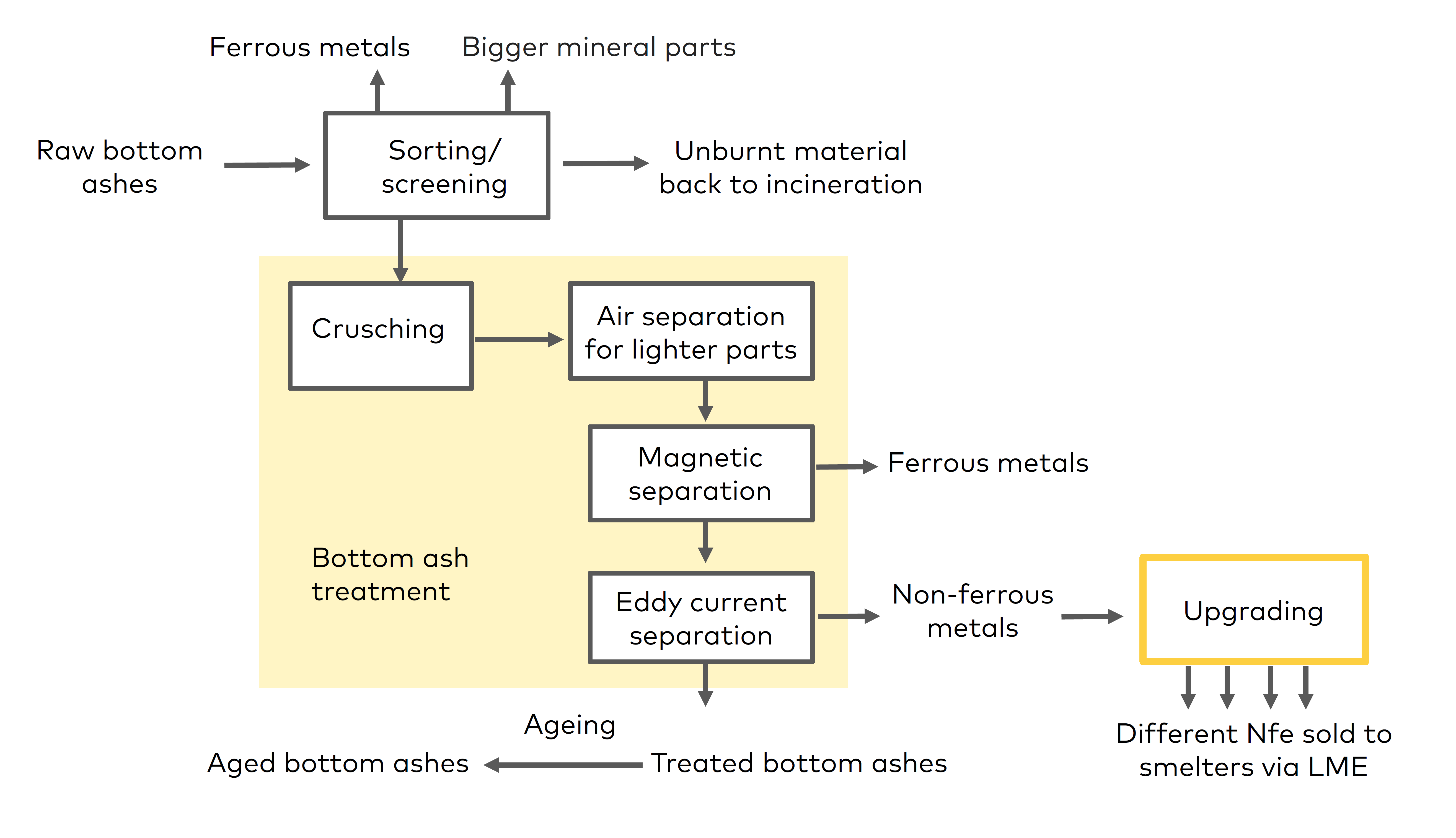
Figure C1 Generic flowsheet of an IBA treatment process inclusive mechanical separation stages used for the treatment of IBA (adopted from WI BREF/BAT).
Note that ferrous metals (iron/steel) removed from the IBA using magnetic separation is of sufficient quality to be sold either directly or via a third-party company to steel mills. Sometimes, the quality of the fraction (and therefore its market price) may be improved by removal of excess rust from the surface of the metal particles, which is typically done by using impact crushing.
Unlike the ferrous metals, the NFe separated from the IBA either at the MSW incinerator or at primary metal sorting plants (such as the ones like AFATEK or SYSAV discussed in this Case) do not have the purity required for metals to be sold as commodities via London Metal Exchange (LME). This is because in order to obtain a high NFe metal recovery rate, these metal sorting facilities are operated in such a way that the sorted metal “products” still contain a (sometimes significant) fraction of minerals/impurities. As a rule of thumb the smaller the particle size fraction of separated metals, the larger the amount of adjacent minerals/impurities. To achieve the purity necessary for the metals to be listed and sold via LME, these primary metal products undergo further cleaning/upgrading at a specialised external facility.
There are several such facilities operated in Europe (e.g. Scanmetals, Aerinnova, DHZ, Umicore). Here, the incoming “primary NFe products” generated at different primary metal sorting plants may be dried (or washed) and stripped of any remaining “minerals” (can be between 20 – 80% depending on the metal type and particle size). The cleaned metallic material is then processed using a complex system containing typically eddy-current separators (ECS), induction sorting systems (ISS), and X-ray sorting systems. The actual technological set-up of the different NFe-upgrading facilities is proprietary and cannot be described in full detail here.
The result of the upgrading operation is clean scrap divided into different material streams e.g. stainless steel (S/S), light non-ferrous, LNFe (i.e. aluminium) and heavy non-ferrous, HNFe (i.e. a mixture of primarily Cu, brass, Zn, Au, Ag, and coins) of different gradation which are then sold for secondary metal production typically via LME. For illustration, the range of aluminium products generated by the upgrading company Scanmetals include those shown in Table C1.
| Product brand name | Particle size | Guaranteed chemical composition |
| DRYINC© Al Fox | 0–2 mm | Si ~0.5–0.7%, Fe ~0.7%, Cu 0.2%, Mn 0.4%, Mg 0.05%, Zn 0.2%, Others 0.1%, balance Al |
| DRYINC© Al Wolf | 2–5 mm | Si ~0.8–1.0%, Fe ~0.7%, Cu 0.5%, Mn 0.3%, Mg 0.3%, Zn 0.4%, Others 0,1%, balance Al |
| DRYINC© Al Tiger | 5–10 mm | Si ~0.5–1.0%, Fe ~0.4% (max 0.5%), Cu 0.2%, Mn 0.3%, Mg 0.3%, Zn 0.15%, Others 0.1%, balance Al |
| DRYINC© Al Lion | 10–60 mm | Si ~1.5–2.5%, Fe ~0.5–0.9%, Cu 0.4%–0.9%, Mn 0.3%, Mg 0.3%, Zn 0.5%–0.8%, Others 0.1%, balance Al |
Table C1 Aluminium products generated by Scanmetals.
In this case, two state-of-the-art facilities operated in Denmark and Sweden are used as examples of BAT: the AFATEK facility in Copenhagen (Denmark) and the SYSAV facility in Malmø (Sweden). Both plants are built to process quenched IBA and both possess similar technology for the processing of the coarse fraction of IBA, however, they also differ in several key technical parameters related to the management of dust and processing of the fine fraction of IBA.
AFATEK. The AFATEK metal sorting plant was commissioned in 2016 following several years of research and pilot-scale testing. The facility currently processes 200 – 250 kt of IBA per year (∼40% of Danish IBA production) originating from six nearby MSW incinerators. The initial processing step includes 2 – 3 months of outdoor ageing in piles, necessary to decrease the IBA’s moisture content and to improve the material’s leaching behaviour (Nørgaard et al., 2019). The ageing is followed by the removal of magnetic metals (0–50 mm) just before the material enters the NFe sorting facility where the incoming bulk of the IBA (<50mm) is screened into seven particle size fractions. Six of those seven particle size fractions (0.5 – 1 mm, 1 – 2 mm, 2 – 4 mm, 4 – 9 mm, 9 – 18 mm, and 18 – 50 mm) are then treated in dedicated lines, while the < 0,5mm fraction is currently not treated and is by-passed to the outgoing material stream. All lines are equipped with ECS to remove Al and heavy non-ferrous metals (HNFe) while the 9 – 18 mm and 18 – 50 mm lines are also equipped with ISS targeting stainless steel. The mixed outputs from the NFe sorting plant include stainless steel (9 – 50 mm), aluminium (0.5 – 50 mm), and the HNFe (0.5 – 50 mm) (Figure C2). The aluminium and HNFe streams are sent to Scanmetals for upgrading.
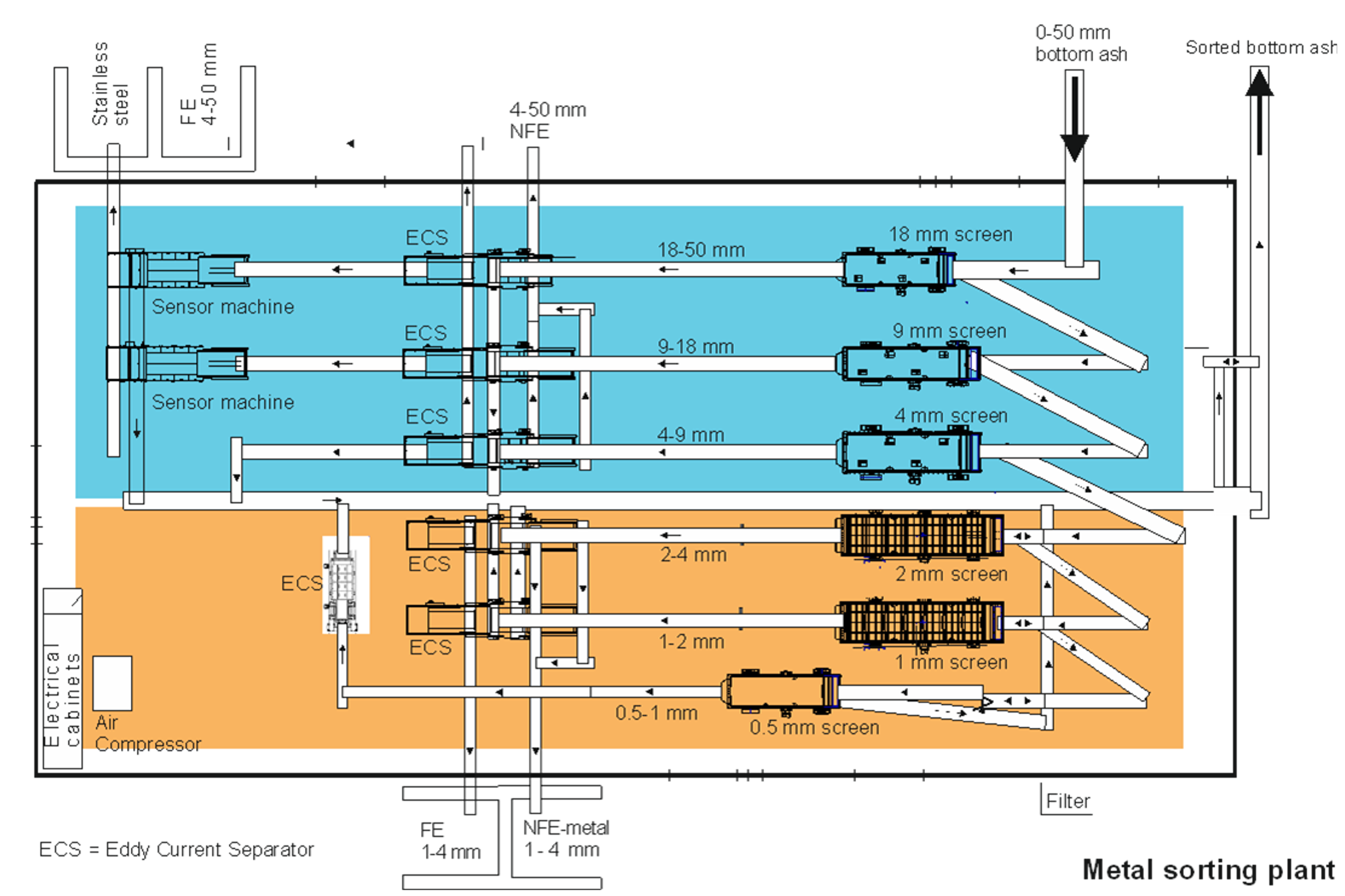
Figure C2 Scheme of the AFATEK metal sorting facility in Copenhagen, Denmark (Kallesøe, 2020).
The sorting lines at AFATEK plant are not airtight/enclosed and, therefore, generation of dust is the major technical issue at this plant. For effective sorting of metals, the incoming material must have moisture content around 10–12%. At lower values, the effectivity of the metal sorting increases, but the dust generation and related problems are becoming difficult to manage.
SYSAV. The SYSAV facility was commissioned in 2021 as a replacement of an older NFe sorting line operated between 2003 and 2021 The new facility has capacity of 125 kt of IBA per year (a 7-hr shift) and is used to process all IBA from SYSAVs nearby MSWI plant. At SYSAV, the IBA is stored in piles of 15–20 kt for about 6 weeks to reduce its moisture content to <10–15% (different for different particle size fractions). To ensure even distribution of the moisture content in the incoming material, the IBA is mixed prior to loading into the NFe facility. Experience shows that moisture content of 10–12% gives a good compromise between efficient sorting and good working conditions in terms of dust management.
The sorting itself is split into several steps as indicated in Figure C3. First, the “oversize” fraction (>200 mm) is removed and metals from this fraction are sorted manually and sold. Material 0-200 mm now enters a coarse sorting line where Fe, mixed NFe, and organics above 50 mm are separated. Mineral/crushable particles 0-200 mm are crushed are returned into the incoming material. Next, the entire material stream 0–50 mm enters the main sorting where Fe (5–12 mm, 12–50 mm) and NFe (0–2 mm, 2-5 mm, 5–12 mm, and 12–50 mm) are removed in a sequence of sorting operations. In addition, 12–50 mm “organics” (primarily plastic and paper) as well as the 12–50 mm “mixed metals” (primarily stainless steel) are removed at this point. The mineral fraction from all sorting lines is mixed together and transported onto a single pile.
The recovery of NFe at SYSAV is similar to the AFATEK plant in the fractions 2–50 mm and the sorting efficiency has been calculated at 85–90%. For the processing of 0–2 mm fraction, SYSAV utilizes a 40 tons/h ballistic separator – which is a sort of a density separator – as the use of screens to remove material with particle size smaller than 0,5 mm was deemed impossible due to the moisture content of SYSAVs IBA. The ballistic separator splits the IBA into two fractions of similar mass: a light and a heavy fraction. The heavy fraction contains HNFe particles such as Cu and brass which are separated in a cascade of ECSs. The light fraction, which contains the mineral fraction as well as some non-recovered aluminium, is mixed into the mineral fraction from the other lines and transported outside the sorting hall and dropped on a single pile from about 15 m height via a flexible sprout to avoid excessive dusting (cf. Annex D).
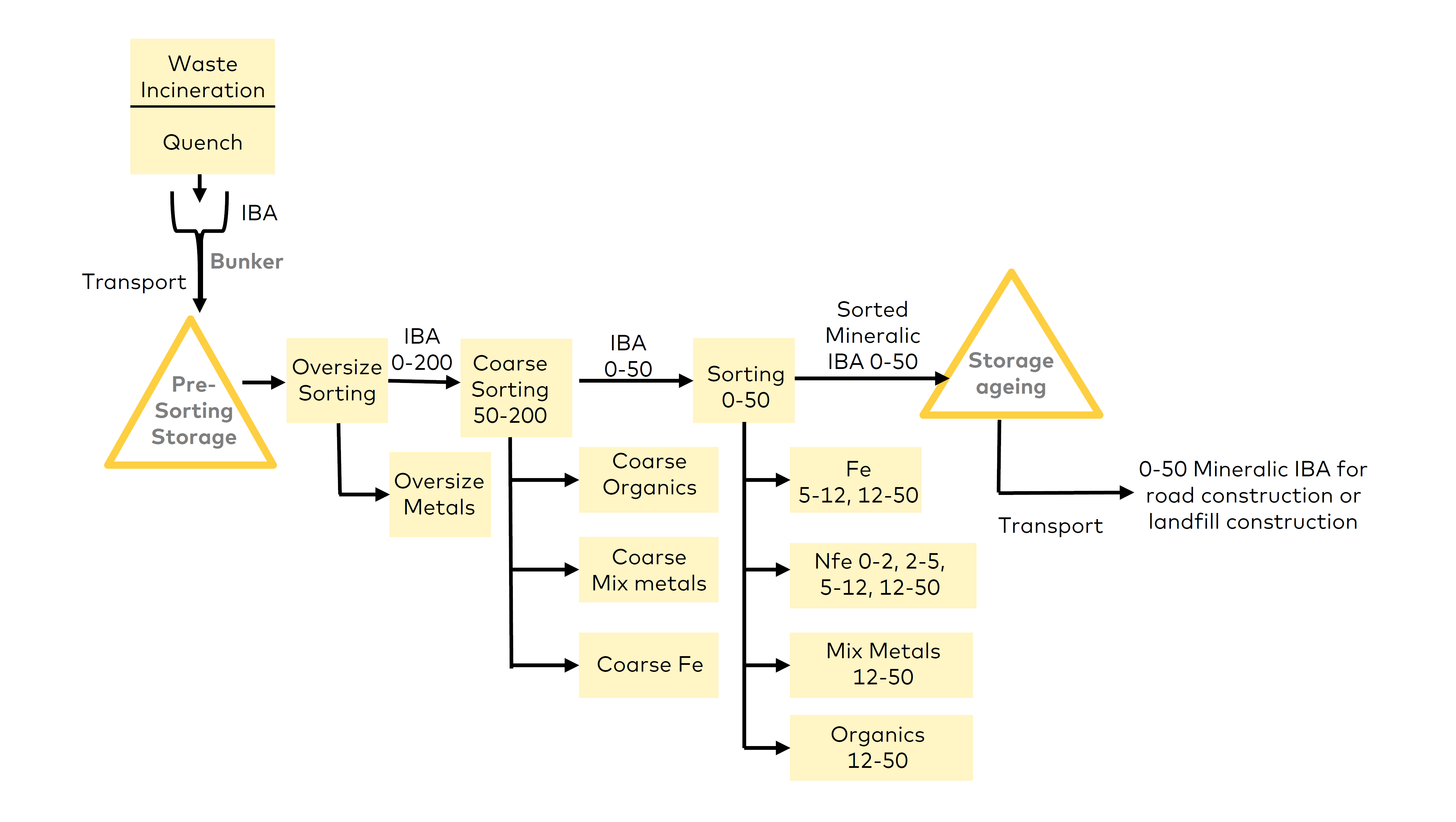
Figure C3 Operation flow at the SYSAV metal sorting facility in Malmø (SYSAV).
One of the main differences between the AFATEK and SYSAV facilities is the management of the ferrous metals. At SYSAV, the ferrous metal sorting line has been designed in order to fulfil the following minimum requirements: sorting efficiency >90%, the content of mineral impurities in the sorted metal <10%, and the content of Cu <1%. To achieve these parameters all ferrous metals sorted out in a sequence of steps (Fe 0–200 mm, Fe 0–50 mm) from the particle size fraction 0–200 mm are crushed together with IBA 50–200 mm in a hammer mill resulting in (i) crushing of large mineral and organic items present in IBA and (ii) cleaning the surface of both ferrous and non-ferrous metals (Figure 4). Then the 0–200 mm stream is split into 0–50 mm and 50–200 mm streams. The 0–50 mm fraction contains mineral fraction, ferrous metals and non-ferrous metals and it continues into the main sorting. The 50–200 material stream contains predominantly ferrous metal 50–200 mm and uncrushed organics and continues into the “coarse” sorting where the organics are removed using an air-sieve while the any remaining non-magnetic material is removed by a polishing drum magnet. At the end, the 50–200 ferrous metals are mixed with together with the 5–50 mm ferrous metals obtained from the main sorting (not discussed in detail; cf. Figure C4).
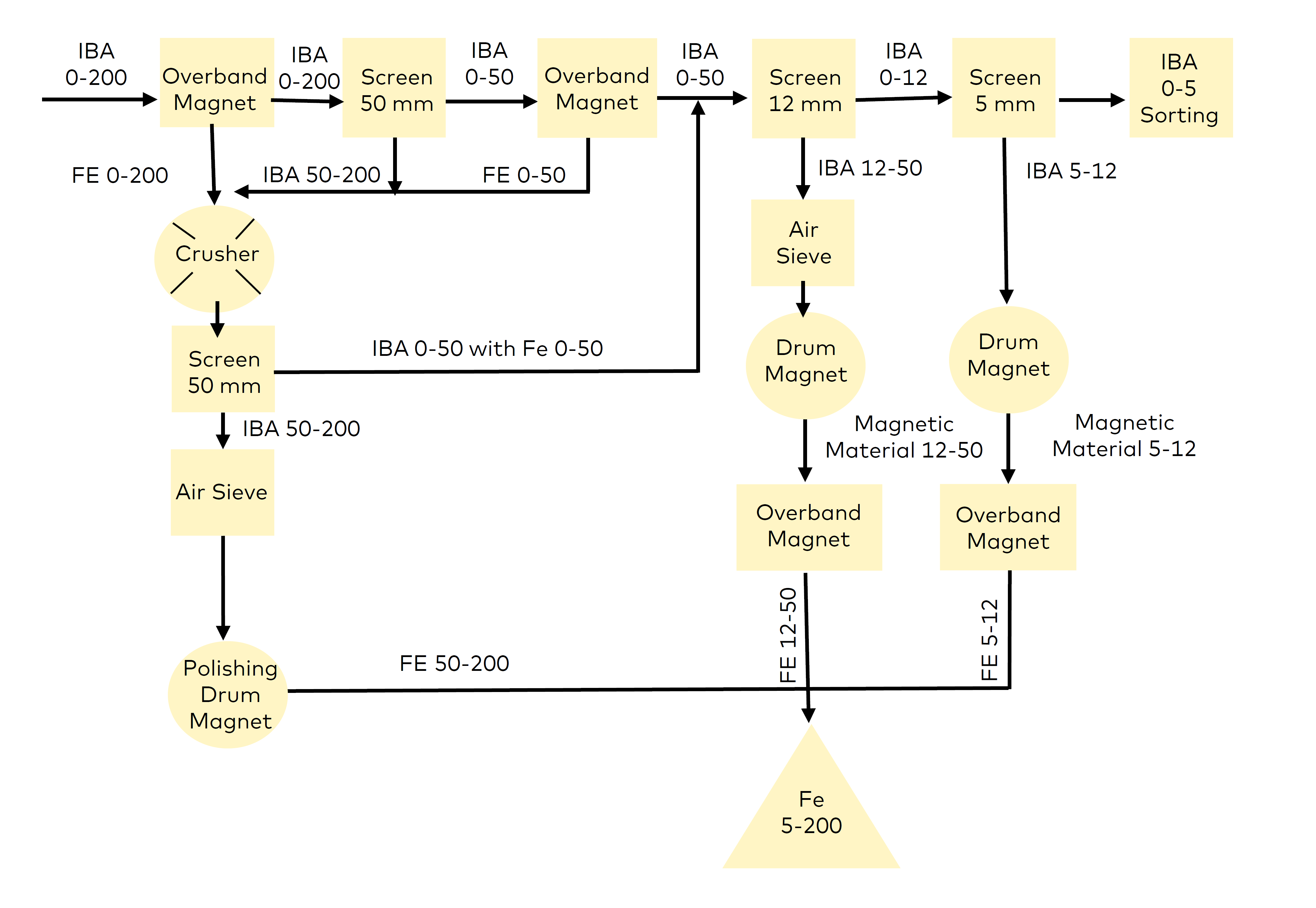
Figure C4 Management of ferrous metals at the SYSAV sorting facility (SYSAV).
Based on the information from SYSAV, the purity of sorted ferrous metal is about 98% while the content of copper is kept below 1%. This allows SYSAV to sell their ferrous product directly to smelters.
Similar to the experience from AFATEK, the generation of dust is considered the major technical issue during the manipulation, ageing, and processing of the IBA. To avoid dust emissions from loading the IBA into the metal sorting plant, which is the single most dust-creating step, the loading bay is placed in a separate hall with closed doors and a large suction area above the loading bay. The sorting plant is located in another hall and all drops between conveyors and screens are closed/covered to prevent dusting. There are four suctions points in the sorting plant located at the crusher, the ballistic separator, and the wind sifters (2x). A central vacuum cleaner system is used to clean the floors, plant and the machines. The cleaning system for the dusty air prior to the release outside of the plant fulfils the BAT-associated emission levels (BAT-AELs) for channelled dust emissions to air from the enclosed treatment of slags and bottom ashes with extraction of air[1]Commission Implementing Decision (EU) 2019/2010 of 12 November 2019 establishing the best available techniques (BAT) conclusions, under Directive 2010/75/EU of the European Parliament and of the Council, for waste incineration (notified under document C(2019) 7987): 2–5 mg/Nm3.
Footnotes
- ^ Commission Implementing Decision (EU) 2019/2010 of 12 November 2019 establishing the best available techniques (BAT) conclusions, under Directive 2010/75/EU of the European Parliament and of the Council, for waste incineration (notified under document C(2019) 7987)
3. Achieved environmental benefits
The major environmental benefits related to the recovery of metals from IBA are avoided resource depletion and avoided energy consumption. It is because the metals extracted from the IBA are used as secondary raw material at a lesser environmental cost than the production of virgin metal. About 2 tons of CO2-equivalents are saved for each tonne of metal (i.e. steel, aluminium, copper and zinc) recycled from IBA (CEWEP, 2018). Most of the CO2-eq savings are related to the (avoided) production of primary aluminium which is an energy-demanding process.
4. Environmental performance and operational data
The metals produced by this technique are used as secondary raw materials at steel smelters, aluminium smelters and other foundries.
In the European list of waste (LoW), the ferrous metal fraction is registered as an absolute non-hazardous (ANH) waste either under 19 01 02 ferrous materials removed from bottom ash or 19 12 02 ferrous metal while for the NFe 19 12 03 non-ferrous metal (ANH) is used. Alternatively, for a mixture of metals and mineral fraction 19 12 12 other wastes (including mixtures of materials) from mechanical treatment of wastes other than those mentioned in 19 12 11 (MNH) may be used.
According to long-term measurements by AFATEK, the overall recovery rate of NFe metals from 4–50 mm IBA is ~90%, and from 1–4 mm IBA is around 60–75%. The recovery rate for the 0,5 – 1 mm particles is not available at the moment. Note that these rates are calculated based on the actual amount of metal/product sold on the metal market, and not on the amount of metal sorted out of the IBA, which contains mineral ballast as explained earlier. Finally, it is important to mention that AFATEK does not extensively crush the IBA to liberate metals. Although crushing could result in even better recovery rates in some particle size fractions, it would also result in an unfavourable particle size distribution curve of the bulk IBA after metal recovery. This would have a negative impact on the possibilities to use the mineral fraction which constitutes up to 85% of the IBA mass. All Danish IBA is used as secondary construction material primarily in subbase of road constructions and as a filler in embankments/highway ramps; cf. Annex E.
As for SYSAV, the sorting efficiency of the NFe 2–50 mm is reported at 85–90% whereas the sorting efficiency for the 0–2 mm fraction is not available at the moment. The mineral fraction is currently not utilised outside of landfills; it is used either as landfill construction material, landfill cover material or landfilled.
5. Cross media effects
The releases of contaminating substances to soil, air and water from the IBA sorting facilities is primarily limited to dust emissions occurring during the outdoor ageing of IBA, since the treatment itself often takes place within confined facilities where applicable pollution abatement equipment should be in place.
The use of the separated metals in the primary metal production will not create any additional release of contaminating substances to soil, air or water.
6. Applicability (technical and legal implications)
General applicability of the technique
The technique is applicable to IBA generated from MSW incinerators equipped with wet discharge of bottom ash. The equipment and unit operations required by the technique include both standard as well as state-of-the-art equipment that is readily available at the market from various technology providers.
The main challenges reported are to reduce the generation of dust during the bottom ash storage and processing.
Functional requirements related to the CE application
The only functional criterion related to the metal products sold via LME is purity of the products; i.e. metal that is listed as an LME brand needs to comply with the chemical composition requirements[1]https://www.lme.com/en/Physical-services/Brands/Chemical-composition of that metal. The LME maintains a list of producers and their brands which are approved for delivery against LME contracts. For producers, having their metal production listed as an LME brand has commercial benefits as the LME prices serve as reference prices in many commercial contracts.
Regulatory (environmental) requirements related to the CE application
There are no regulatory (environmental) requirements applicable to the final metal products sold on LME. Nevertheless, it can be stated that the ferrous metals and the aluminium scrap are operated under the Regulation (EC) 333/2011 of 31 March 2011 establishing criteria determining when certain types of scrap metal cease to be waste under Directive 2008/98/EC of the European Parliament and of the Council. For the copper scrap, similar Regulation is available, namely Regulation (EU) No 715/2013 of 25 July 2013 establishing criteria determining when copper scrap ceases to be waste under Directive 2008/98/EC of the European Parliament and of the Council.
Classification of the technique in relation to the IED
Both the ash producer (the MSW incineration facility) and the ash recipient (the IBA processing facility / metal sorting facility) are regulated by the IED (see section 5.1.2 in the report). Both the MSW incineration facility and the IBA sorting facility belong to the Waste Incineration BREF.
There are several BAT conclusions relevant for the IBA sorting facilities while it is not practical to differentiate between the sorting of metals and processing of the mineral fraction since these are coupled processes. Most importantly, BAT 35 in the WI BREF states: In order to increase resource efficiency, BAT is to handle and treat bottom ashes separately from flue gas cleaning residues. Next, BAT 36 states: In order to increase resource efficiency for the treatment of slags and bottom ashes, BAT is to use an appropriate combination of the techniques given below based on a risk assessment depending on the hazardous properties of the slags and bottom ashes;
- Screening and sieving
- Crushing
- Aeraulic separation
- Recovery of ferrous and non-ferrous metals
- Ageing
- Washing
BAT 10 in the WI BREF states: In order to improve the overall environmental performance of the bottom ash treatment plant, BAT is to include output quality management features in the EMS (see BAT 1). Furthermore, BAT 24 focuses on preventing or reducing diffuse dust emissions to air from the treatment of slags and bottom ashes by using an appropriate combination of the techniques given below:
- Enclose and cover equipment;
- Limit height of discharge;
- Protect stockpiles against prevailing winds;
- Use water sprays;
- Optimise moisture content;
- Operate under subatmospheric pressure
For the enclosed treatment of IBA, BAT 26 states: In order to reduce channelled dust emissions to air from the enclosed treatment of slags and bottom ashes with extraction of air (see BAT 24(f)), BAT is to treat the extracted air with a bag filter. With respect to the management of waste water streams, BAT 32 states: In order to prevent the contamination of uncontaminated water, to reduce emissions to water, and to increase resource efficiency, BAT is to segregate waste water streams and to treat them separately, depending on their characteristics.
Since the process for recovery of metals is described in the WI BREF, it appears that the IBA processing described in this case as fully integrated into the existing IBA treatment system may be considered BAT, especially in case of SYSAV which has was built in order to comply with (BAT-AELs) for channelled dust emissions to air from the enclosed treatment of slags and bottom ashes with extraction of air. The performance of AFATEK is comparable with that of SYSAV except for the management of dust from the enclosed treatment (indoor sorting of metals) of IBA.
Footnotes
7. Economics
The recovery of metals from IBA is a multi-stage process which requires installation of dedicated treatment facilities. The costs of treatment will depend largely on the layout of the plant, which is a function of expected capacity and intended use of the products.
The amount and purity of the NFe metals produced are important factors in the overall economics of the installation. Nevertheless, in order to be economically viable, a minimum throughput is needed. As a rule of thumb, the minimal annual amount of IBA considered reasonable for an investment into a stationary sorting facility is around 100 kt. For small waste incineration plants, an external (centralised) IBA treatment may be used or a mobile sorting plant can be used to process their IBA. The main benefit is derived from avoiding disposal costs (varies in different countries); apart from that, the economy of the IBA treatment operation depends on the market price of the fractions produced. At best, treated IBA will generally be sold, transportation included, at zero cost. Revenue is created by the quality of the NFe and ferrous metal fractions while the economic value of NFe metals is significantly higher than that of Fe metals. The value of metals (including both Fe and NFe) in ton of “typical” IBA has been estimated at 60 – 100 €, of which >85% is allocated to the NFe fraction, while this fraction is estimated to contribute only 10 – 15% of the weight of the total metal content.
Although the investment in a state-of-the-art metal sorting plant such as the ones at AFATEK or SYSAV lies in the range of 7–15 M€, the high recovery rates achieved by modern machinery and the market price of metals results in a typical payback time of 5–10 years.
8. Driving force for implementation
Among the driving forces for implementation of the combination of the technique and the CE application of the metals are:
- Revenues from selling the metals
- Saved expenses for disposal of the IBA at landfills (in countries that allow for the utilisation of processed IBA outside landfills; cf. Annex 5)
- Compliance with the EU CE objectives (see section 2.1 in the report)
- Avoided landfilling of metals
9. Example plants in the Nordic countries and regions
Denmark
AFATEK: www.afatek.dk
Meldgård: www.meldgaard.com
Finland
Suomen Erityisjäte Oy: https://www.erityisjate.fi/
Sweden
SYSAV: www.sysav.se
Norway
Removal of Fe and NFe metal prior to landfilling
Iceland
Removal of metal prior to landfilling
Greenland
No information
Faroe Islands
No removal of metal prior to landfilling
Åland Islands
No MSW incineration
10. References
CEWEP (2018). Bottom ash factsheet. Available at https://www.cewep.eu/wp-content/uploads/2017/09/FINAL-Bottom-Ash-factsheet.pdf [Accessed: 2022, April 11]
Kallesøe, J. (2020). Certification of bottom ash gravel – a product for road construction. Arena Energiaskor 2020, Energiföretagen, Stockholm, 15. september 2020.
Nørgaard, K.P., Hyks, J., Mulvad, J.K., Frederiksen, J.O., Hjelmar, O. (2019). Optimizing large-scale ageing of municipal solid waste incinerator bottom ash prior to the advanced metal recovery: Phase I: Monitoring of temperature, moisture content, and CO2 level. Waste Management 85, 95–105.
Syc, M., Simon, F.G., Hyks, J., Braga, R. Biganzoli, L., Costa, G., Funari, V., Grosso, M. (2020). Metal recovery from incineration bottom ash: State-of-the-art and recent developments. Journal of Hazardous Materials 393, 122433.
Annex D: Separation and utilisation of the mineral fraction of municipal solid waste incineration bottom ash
1. General description
This case describes the separation of mineral fraction (sometimes referred to as aggregates) from quenched municipal solid waste (MSW) incineration bottom ash (IBA) and its utilisation. The sole focus of Annex D is on the management of the mineral fraction. The management of the metals removed from IBA during its processing (see below) is discussed separately in Annex C and will not be discussed here.
2. Technical description
Here, the focus is on the processing of the mineral fraction. Nevertheless, these two cannot entirely be addressed separately as the processing methods that are routinely applied to incinerator IBA have two main goals: (i) the separation of valuable fractions (basically, the mineral and metal fractions) to be reused in different applications; and (ii) improvement in technical and environmental behaviour (e.g. ageing) of IBA to meet the requirements set by technical standards for the use and regulatory thresholds for the reduction of potential environmental impacts. It should be stressed that without proper treatment, the mineral fraction of IBA remains unsuitable for any engineering applications and will have to be landfilled.
Since there is no uniform strategy towards the management of the mineral fraction at EU-level, the exact combination of treatment options that are used depends heavily on the national legislation and, consequently, the allowed end uses of the treated BA; this is discussed further in Section 6. Nevertheless, there are three main routes (Route A, Route B, Route C) applicable IBA generated at MSW incinerators equipped with wet discharge of IBA (Figure D1). Note that dry discharge of IBA as practised in Switzerland is not relevant for the incinerators located in the Nordic countries.
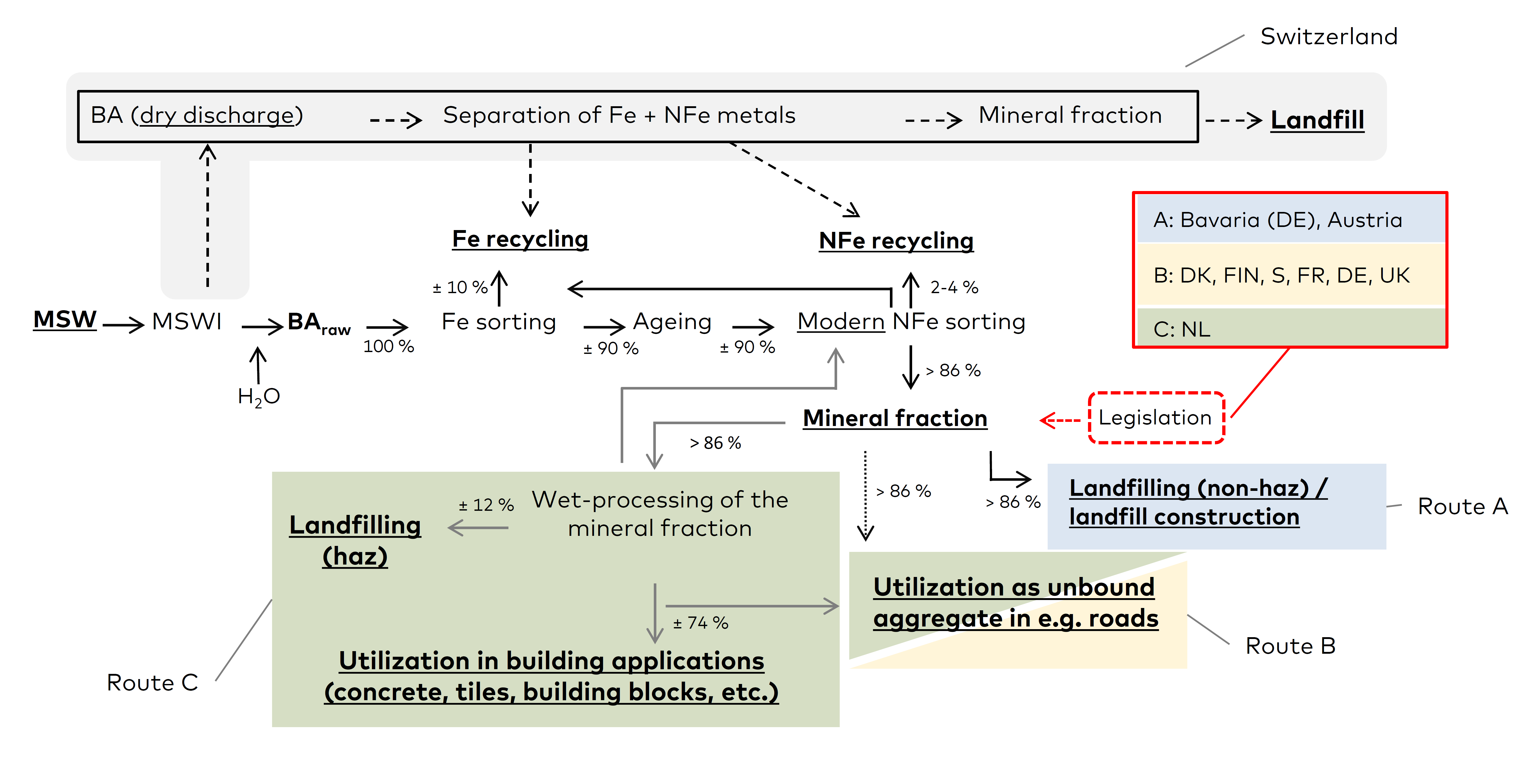
Figure D1 Main IBA management routes applied in Europe (DanWS).
First, it should be stressed that IBA from MSWI plants equipped with wet discharge systems (i.e. where the hot IBA is quenched) is a thermodynamically unstable material that is undergoing significant spontaneous transformation and stabilization over time. Therefore, it is often necessary to distinguish between different “stages” of IBA. In agreement with the technical literature, IBA may in this document be referred to as fresh (IBA when first removed from the incinerator), raw (while awaiting treatment incl. separation of metals and ageing), and aged (when it has been treated and then stored/aged for some time).
IBA contains particles from a few micrometres up to several centimetres in size. Usually, 30 – 40% of its particles are smaller than 2 mm and about 20% are larger than 2 cm. The particle size distribution is typical of well-graded materials and generally conforms with that of sandy gravel, with a content of 40-mm oversize particles commonly below 5% by total mass, as well as a low portion of fines (< 63 mm). The bulk density of uncompacted BA is typically 1,2–1,8 tonne/m3, the pH value of fresh IBA is 11,5–12,3 and the loss of ignition of IBA is usually 1 – 3%. The moisture content of wet discharged IBA (the main type in Europe) is between 18 and 25%, with the majority of the moisture content allocated to the fine fraction.
The main constituents of BA are typical ash-forming elements (e.g. Si, Al, Ca, and Fe) and a variety of other minor and trace elements. Metals and metalloids of potential environmental concern (e.g. Pb, Zn, Cu, Mn, and Cr) are detected mainly in non-silicate minerals. Cr, Zn, and Mn were found in spinels, whereas Cu and Pb were reported to be associated with Fe, Sn, and Zn, present as metallic inclusions bound in the silicate glass matrix. Nevertheless, it is generally acknowledged that the total metal content of the IBA is not related to the potential environmental impact exerted by the material in its use or the disposal site. Metals are typically considered of concern once they are released into the environment by leaching.
When IBA is intended for application as unbound aggregates, a significant stabilisation of (quenched) IBA may be achieved spontaneously via a natural process referred to as weathering (or ageing) which is, by far, the most used process in the management of IBA, since it is applicable to the large mass of IBA at low costs. Weathering consists of a number of sub-processes, including dissolution/precipitation of salts, glass corrosion, oxidation of elemental metals, hydrolysis of oxides, slaking of lime, carbonation, hardening and hydraulic cementation reactions, the formation of clay-like minerals from glasses, sorption, complexation, etc. Typically, weathering takes place during stockpiling of IBA in open-air conditions (Figure D2) for a minimum of 3–4 weeks, although the more common weathering period may last from several months up to a year, depending on climate conditions and storage space capacity issues.

Figure D2 Weathering of IBA after the recovery of large ferrous metals and prior to the recovery of non-ferrous metals (Afatek, DK), Size of a pile: 5,000 tons IBA (photo by DanWS).
As many of the above-mentioned processes are exothermic (temperatures up to 85–90 ºC for several weeks are not uncommon inside large IBA piles), the initial moisture content of IBA decreases, partly thanks to evaporation and partly thanks to water-consuming chemical reactions. A key part of the weathering process includes carbonation, which – most importantly – result in a decrease of the IBA’s own pH in contact with water to pH 9–10,5 (initially above pH 12) and, in turn, leads to further improvement of geotechnical properties of IBA and to reduced leaching of some cation-forming trace metals (e.g. Cd, Cu, Pb, and Zn). On the other hand, some oxyanion-forming elements such as Sb and Cr may become mobilised if pH drops below 10.
Apart from the release of metals and salts, the main potential risk to human health is exposure by direct contact (mainly if the IBA has not been carbonated and is strongly alkaline) and by ingestion by children (due to content of potentially hazardous elements and, of course, also due to its alkaline nature). Therefore, pre-treatment must include carbonation, and application conditions must prevent direct exposure to humans (i.e. use on the surface is not recommended).
In this Annex D, two state-of-the-art facilities operated in Denmark and Sweden are used as examples of BAT: the AFATEK facility in Copenhagen (Denmark) and the SYSAV facility in Malmø (Sweden). Both plants are built to process quenched IBA and both possess similar technology for the processing of the coarse fraction of IBA, however, they also differ in several key technical parameters related to the management of dust and processing of the fine fraction of IBA.
AFATEK. The AFATEK metal sorting plant was commissioned in 2016 following several years of research and pilot-scale testing. The facility currently processes 200 – 250 kt of IBA per year (∼40% of Danish IBA production) originating from six nearby MSW incinerators. The initial processing step includes 2 – 3 months of outdoor ageing in piles, necessary to decrease the IBA’s moisture content and to improve the material’s leaching behaviour (Nørgaard et al., 2019). The ageing is followed by the removal of magnetic metals (0–50 mm) just before the material enters the NFe sorting facility where the incoming bulk of the IBA (<50mm) is screened into seven particle size fractions; cf. Annex C for details. Mineral fraction from each of the seven particle size fractions is combined on a single conveyor belt leading outside of the facility. An automated sampling system is installed in order to a number of subsamples which are then combined into a primary sample used for further testing of environmental as well as functional properties. The processed mineral fraction is stacked in a pile before being loaded and transported for the utilisation site (Figure D3).
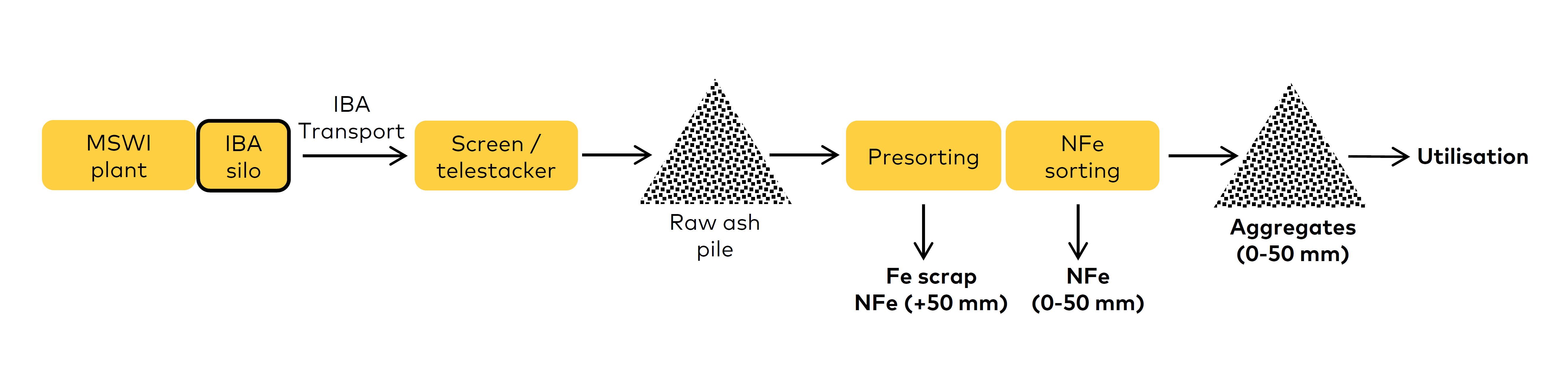
Figure D3 Operation flow at the AFATEK metal sorting facility in Copenhagen (after Nørgaard et al., 2019).
AFATEK does not extensively crush the IBA (except for the 50+ mm fraction) to liberate metals. Although crushing could result in even better recovery rates in some particle size fractions, it would also result in an unfavorable particle size distribution curve of the bulk IBA after metal recovery. This would have a negative impact on the possibilities to use the mineral fraction in road construction scenarios. All Danish IBA is used as secondary construction material primarily in subbase of road constructions and as a filler in embankments/highway ramps. In 2021, AFATEK obtained an Environmental Product Declaration (EDP) produced in accordance with ISO 14025 and EN 15804 for its mineral fraction marketed as “slaggegrus”[1]https://www.epddanmark.dk/uk/epd-database/afatek/slaggegrus/ (accessed: April 11, 2020) (in English bottom ash gravel).
Generation of dust is the major technical issue during the manipulation and ageing of the IBA in piles. For effective sorting of metals, the material must have moisture content around 10–12%. At lower values, the effectivity of the metal sorting increases, but the dust generation and related problems are becoming difficult to manage. Dust management at full-scale open-air IBA ageing facility is primarily done by regular spraying of the IBA surfaces as well as roads and loading areas with water. This eliminates the dust greatly while the impact on the overall moisture content of the IBA is minimal.
SYSAV. The SYSAV facility was commissioned in 2021 as a replacement of an older NFe sorting line operated between 2003 and 2021 The new facility has capacity of 125 kt of IBA per year (a 7-hr shift) and is used to process all IBA from SYSAVs nearby MSWI plant. At SYSAV, the IBA is stored in piles of 15–20 kt for about 6 weeks to reduce its moisture content to <10–15% (different for different particle size fractions). To ensure even distribution of the moisture content in the incoming material, the IBA is mixed prior to loading into the NFe facility. Experience shows that moisture content of 10–12% gives a good compromise between efficient sorting and good working conditions in terms of dust management.
The sorting itself is split into several steps; cf. Annex C for details. The mineral fraction from all sorting lines is mixed together and transported onto a single pile.
Similar to the experience from AFATEK, the generation of dust is considered the major technical issue during the manipulation, ageing, and processing of the IBA. To avoid dust emissions from loading the IBA into the metal sorting plant, which is the single most dust-creating step, the loading bay is placed in a separate hall with closed doors and a large suction area above the loading bay. The sorting plant is located in another hall and all drops between conveyors and screens are closed/covered to prevent dusting. There are four suctions points in the sorting plant located at the crusher, the ballistic separator, and the wind sifters (2x). A central vacuum cleaner system is used to clean the floors, plant and the machines. The cleaning system for the dusty air prior to the release outside of the plant fulfils the BAT-associated emission levels (BAT-AELs) for channelled dust emissions to air from the enclosed treatment of slags and bottom ashes with extraction of air[2]Commission Implementing Decision (EU) 2019/2010 of 12 November 2019 establishing the best available techniques (BAT) conclusions, under Directive 2010/75/EU of the European Parliament and of the Council, for waste incineration (notified under document C(2019) 7987): 2–5 mg/Nm3.
The mineral fraction is transported outside the sorting hall and dropped on a single pile from about 15 m height via a flexible sprout to avoid excessive dusting (Figure D4).
Footnotes
- ^ https://www.epddanmark.dk/uk/epd-database/afatek/slaggegrus/ (accessed: April 11, 2020)
- ^ Commission Implementing Decision (EU) 2019/2010 of 12 November 2019 establishing the best available techniques (BAT) conclusions, under Directive 2010/75/EU of the European Parliament and of the Council, for waste incineration (notified under document C(2019) 7987)

Figure D4 Stockpiling of the mineral fraction at SYSAV (photo by SYSAV).
3. Achieved environmental benefits
The major environmental benefits related to the utilisation of mineral fraction are avoided depletion of natural resources and avoided landfilling. In addition, ~10 kg CO2 per ton is absorbed by the mineral fraction during the ageing process.
4. Environmental performance and operational data
In the European list of waste (LoW), the bottom ash is registered as a mirror entry under 19 01 11* bottom ash and slag containing hazardous substances or 19 01 12 bottom ash and slag other than those mentioned in 19 01 11. Consequently, the decision of whether to assign a mirror non-hazardous (MNH) or mirror hazardous (MH) entry should be based on an assessment in accordance with Commission Regulation (EU) No 1357/2014 and Council Regulation (EU) 2017/997. In general, IBA after separation of metals and ageing is considered non-hazardous.
The environmental conditions and quality criteria that waste-derived aggregates must fulfil to be accepted for utilisation without permit in various construction works in Denmark are described in section 5.2.1 in the report. On several occasions, however, larger amounts of the mineral fraction were utilised in e.g. highway ramps following a project specific risk assessment procedure and permit.
An overview of solid composition data and leaching from samples of mineral fraction processed at AFATEK facility is shown in Table D1 and Table D2, respectively.
Table D1 Solid composition of the mineral fraction produced at AFATEK during the period between January 2014 and April 2019. Each sample represents a batch of 5000 tons of IBA. Metals and metalloids are determined after a partial digesting in accordance with DS 259.
| Parameter | Units | Min | 10th perc. | Median | Mean | 95th perc. | Max | Cat 3 limit | N |
| TOC | % (w/w) | 0,20 | 0,43 | 0,74 | 0,79 | 1,2 | 2,1 | - | 230 |
| Ag | mg/kg TS | 0,10 | 2,0 | 3,4 | 4,4 | 7,4 | 36 | - | 230 |
| As | mg/kg TS | 6,4 | 10 | 15 | 17 | 26 | 84 | >20 | 230 |
| Cd | mg/kg TS | 0,66 | 1,4 | 3,0 | 4,5 | 8,5 | 40 | >0,5 | 230 |
| Cr-tot | mg/kg TS | 62 | 82 | 110 | 118 | 160 | 460 | >500 | 230 |
| Cr(VI) | mg/kg TS | 0,30 | 0,30 | 0,30 | 0,66 | 1,4 | 5,7 | >20 | 61 |
| Cu | mg/kg TS | 910 | 1.500 | 2.200 | 2.302 | 3.110 | 6.000 | >500 | 230 |
| Hg | mg/kg TS | 0,0024 | 0,012 | 0,025 | 0,060 | 0,055 | 4,4 | >1 | 230 |
| Mo | mg/kg TS | 1,0 | 5,5 | 8,4 | 9,5 | 16 | 29 | - | 230 |
| Ni | mg/kg TS | 46 | 68 | 98 | 118 | 182 | 660 | >30 | 230 |
| Pb | mg/kg TS | 120 | 399 | 525 | 554 | 740 | 1.600 | >40 | 230 |
| Sb | mg/kg TS | 2,5 | 24 | 37 | 40 | 63 | 160 | - | 230 |
| Zn | mg/kg TS | 1.100 | 2.000 | 2.900 | 2.961 | 3.900 | 8.400 | >500 | 230 |
| P-tot | mg/kg TS | 1.000 | 2.500 | 3.200 | 3.323 | 4.410 | 6.100 | - | 230 |
| S-tot | mg/kg TS | 660 | 3.490 | 5.800 | 6.347 | 8.920 | 21.000 | - | 230 |
| pH a) | -/- | 8,8 | 9,8 | 11,0 | 10,8 | 11,5 | 12,1 | - | 230 |
| a) determined as part of DS EN 12457-1 | |||||||||
Table D2 Leaching (determined in accordance with EN 12457-1) from the mineral fraction produced at AFATEK during the period between 2014 and 2017. Each sample represents a batch of 5000 tons of IBA.
| Parameter | Units | Min | 10th perc. | Median | Mean | 95th perc. | Max | Cat 3 limit | N |
| pH | -/- | 8,5 | 10,0 | 11,1 | 10,9 | 11,7 | 12,1 | - | 167 |
| Chloride | mg/kg TS | 4,6 | 872 | 1.560 | 1.606 | 2.456 | 3.400 | 6.000 | 167 |
| Sulphate | mg/kg TS | 4 | 440 | 1.040 | 1.337 | 3.400 | 4.000 | 8.000 | 167 |
| DOC | mg/kg TS | 12 | 36 | 121 | 141 | 320 | 620 | - | 167 |
| Ca | mg/kg TS | 58 | 99 | 220 | 324 | 900 | 1.520 | - | 167 |
| Na | mg/kg TS | 142 | 844 | 1.400 | 1.432 | 2.200 | 2.600 | 3.000 | 167 |
| P-tot | mg/kg TS | 0,11 | 0,18 | 0,38 | 0,43 | 0,90 | 1,8 | - | 70 |
| Ag | mg/kg TS | 0,00020 | 0,00020 | 0,00020 | 0,00039 | 0,00056 | 0,0086 | - | 64 |
| As | mg/kg TS | 0,0017 | 0,0033 | 0,006 | 0,0074 | 0,015 | 0,098 | 0,1 | 167 |
| Ba | mg/kg TS | 0,0084 | 0,059 | 0,086 | 0,10 | 0,22 | 0,66 | 8 | 114 |
| Cd | mg/kg TS | 0,00004 | 0,00006 | 0,00024 | 0,00084 | 0,0024 | 0,013 | 0,08 | 167 |
| Cr | mg/kg TS | 0,0026 | 0,0068 | 0,034 | 0,065 | 0,24 | 0,56 | 1 | 167 |
| Cu | mg/kg TS | 0,0012 | 0,35 | 1,4 | 1,5 | 3,4 | 4,0 | 4 | 167 |
| Hg | mg/kg TS | 0,00002 | 0,00020 | 0,00020 | 0,00031 | 0,00085 | 0,0019 | 0,002 | 114 |
| Mo | mg/kg TS | 0,18 | 0,40 | 0,58 | 1,3 | 1,1 | 48 | - | 65 |
| Ni | mg/kg TS | 0,001 | 0,0046 | 0,0134 | 0,018 | 0,044 | 0,12 | 0,14 | 167 |
| Pb | mg/kg TS | 0,0004 | 0,0006 | 0,004 | 0,0088 | 0,033 | 0,092 | 0,2 | 167 |
| Sb | mg/kg TS | 0,0096 | 0,022 | 0,04 | 0,041 | 0,066 | 0,11 | - | 65 |
| Se | mg/kg TS | 0,0032 | 0,005 | 0,0094 | 0,01 | 0,016 | 0,032 | 0,06 | 114 |
| Zn | mg/kg TS | 0,006 | 0,0098 | 0,038 | 0,065 | 0,16 | 1,7 | 3 | 167 |
In general, the utilisation of IBA outside of landfills has been very limited in Sweden and only a very small number of projects have been carried out, and they all required specific risk assessment to obtain a permit. For instance, in 2020, there were some 861 thousand tonnes of the mineral fraction available in Sweden. 806 thousand tons (94%) were used as landfill construction material or landfill cover below the sealing top layer while the remaining 55 thousand tons were landfilled (Avfall Sverige Statistik, Energiåtervinning 2020). In 2021, SYSAV received a permit to utilise 63 thousand m3 of the mineral fraction as unbound aggregate in a road construction at the harbour of Trelleborg.
5. Cross media effects
The releases of contaminating substances to soil, air and water from the IBA sorting facilities is primarily limited to dust emissions occurring during the outdoor ageing of IBA, since the treatment itself often takes place within confined facilities where applicable pollution abatement equipment should be in place.
The mineral fraction will have to be transported (most likely by truck) from the storage pile to the place of utilisation. The impact will depend on the distance between those points and the means of the transportation and cannot be generalised. The use of the mineral fraction in subbase layer of road with limited infiltration will not create any substantial release of contaminating substances to soil or water.
The potential releases of pollutants to soil, air and water from the various steps from the separation of the mineral fraction and its utilisation as unbound aggregate in road constructions are assessed in Table D3.
Table D3 Assessment of the possible release of contaminants into the environment.
| Step | Release to | ||
| Soil | Air | Water | |
| Unloading of ash bunker/ Loading of vehicles | Very limited since the unloading usually takes place on asphalt or indoors | Limited as the material is wet and sticky. | Limited as the material is contained in a bunker and/or on a paved area. |
| Transport in vehicles | No release, sealed vehicles are used. | Not likely, as the material is wet and sticky. | Not likely, only in case of accidents |
| Unloading at the IBA sorting facility | Not likely as the material is placed at paved area. Not likely as the material is placed at paved area. | Dusting during the unloading can be prevented by water spraying. | Not likely as the material is placed at paved area with run-off water and drainage collection system. |
| Outdoor ageing of IBA in large piles | Dusting during the ageing is controlled by regular water spraying. | ||
| Loading of IBA to the metal sorting facility | Major source of dust emissions. Can be controlled by water spraying and/or by closed loading area with active air suction and cleaning systems. | ||
| Metal sorting | Major source of dust emissions. Can be controlled by enclosing the equipment (belt drops, sieves, etc.) and installing active air suction and cleaning systems. | ||
| Stockpiling of the mineral fraction / intermediate storage | Minor source of dust emissions in dry and windy periods. Can be controlled by regular spraying of the surface of the pile with water. | ||
| Utilisation as road construction material | The emissions soil to can occur via leaching which is limited as the material is used as subbase under a layer with limited permeability. | Minimal since the material is wet-compacted and afterwards used as subbase. | Limited as the material is used under a layer with limited permeability. |
6. Applicability (technical and legal implications)
General applicability of the technique
The technique is applicable to IBA generated from MSW incinerators equipped with wet discharge of bottom ash. The equipment and unit operations required by the technique include both standard as well as state-of-the-art equipment that is readily available at the market from various technology providers.
The main challenges reported are to reduce the generation of dust during the bottom ash storage and processing.
Functional requirements related to the CE application
Typically, in countries where the utilisation of IBA in constructions is allowed, the national authorities responsible for the application of unbound aggregates in e.g. road construction generally define some functional geotechnical criteria that IBA must fulfil to be accepted in certain types of applications. As an example of such criteria, those defined by the Danish Road Directorate for such uses are listed below:
- no particle > 45 mm (crushing may be applied on-site),
- content of particles > 31,5 mm is < 15%,
- content of particles < 0,063 mm is < 9%,
- a normative reference to EN 13285 category GN, OC85, UF9, and LFN;
- TOC < 3% (based on EN 13137), and
- < 15 cm3/kg of material with density smaller than water (based on EN 933-11) in a representative sample of the fraction 4/63 mm.
For illustration, the results of the regular monitoring of IBA done by Afatek since 2012 prior to the utilisation construction are shown in Figure D5. Each dataset represents a batch of 5,000 tons IBA (here, particle size distribution curve and floating layer are shown); according to the Danish law, IBA from each incinerator must be collected, processed and tested (incl. environmental tests) in batches of maximum 5,000 tons.
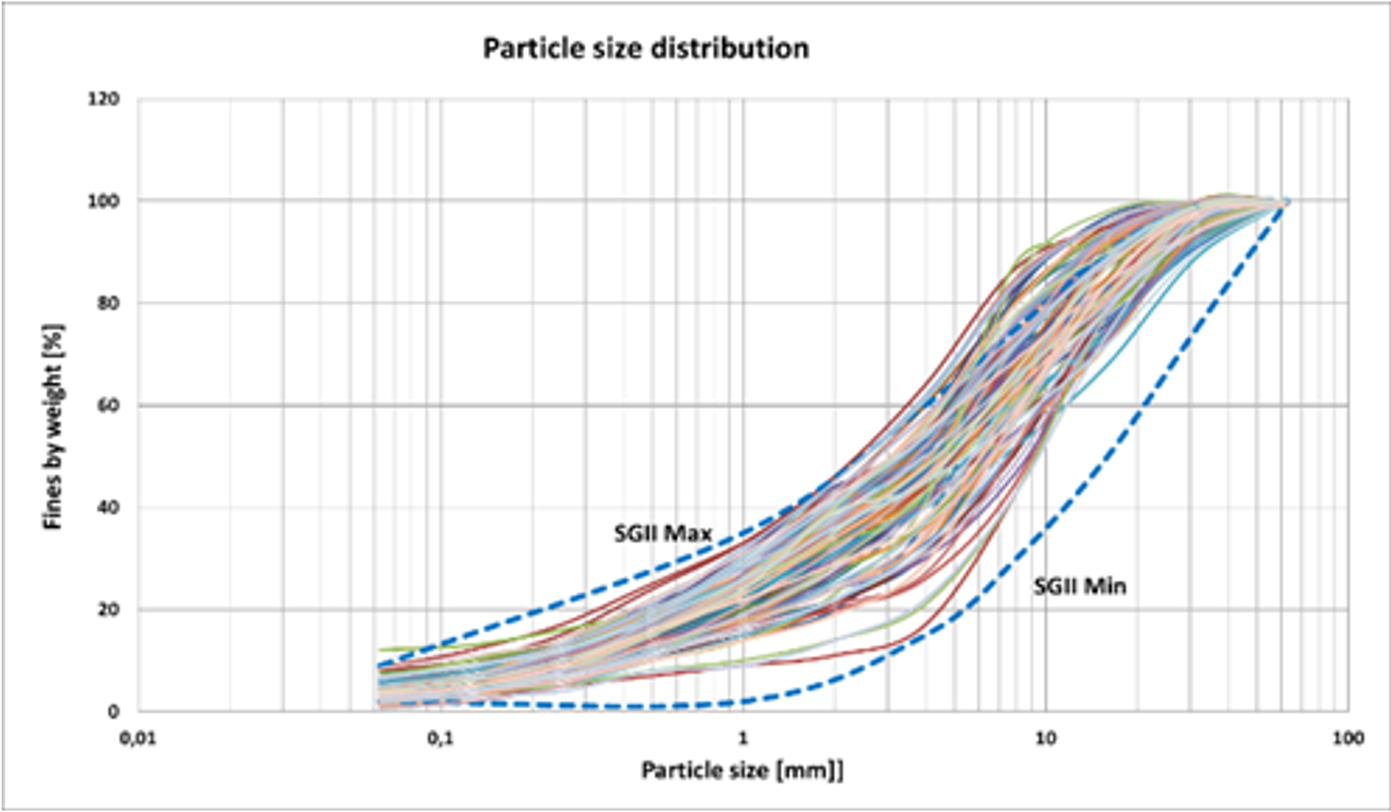
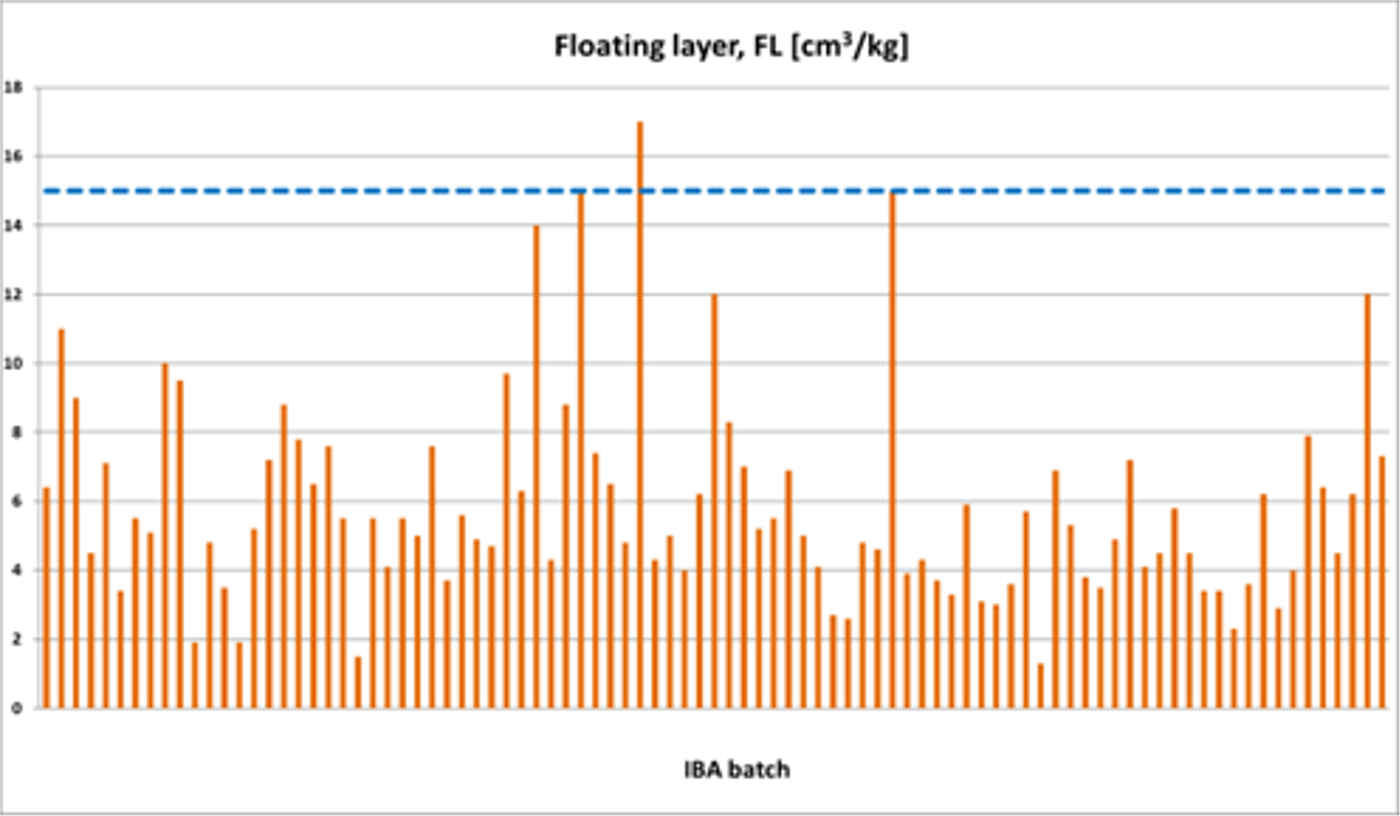
Figure D5 Results of determination of PSD curves (left) and floating layer tests (right) for Danish IBA (source: Afatek AS)
Regulatory (environmental) requirements related to the CE application
Currently, there are no environmental protection criteria for the use of IBA as unbound aggregates at EU level, but several of the EU Member States have developed national guidelines or regulatory quality criteria for the use of IBA (and other aggregates) in unbound applications. The quality criteria, which in most cases include limit values on both content and leaching of certain substances, are in most cases accompanied by certain prerequisites (e.g. classification as 19 01 12) and conditions on the use, and in several cases, there are more than one set of limit values, each reflecting different conditions of use – less restrictive limit values corresponding to more restrictive use conditions. For instance, utilisation scenarios with low-permeable top cover allow for a thicker layer of IBA or higher leaching limit values compared with scenarios where the infiltration into the application is less limited. For the abovementioned reasons it is clear, that limit values often relate to different types of applications (and conditions for the use) as well as to different types of leaching tests used in different Member States and are, therefore, not directly comparable. A detailed overview of the different national guidelines is provided in Blasenbauer et al. (2020).
Classification of the technique in relation to the IED
Both the ash producer (the MSW incineration facility) and the ash recipient (the IBA processing facility / metal sorting facility) are regulated by the IED (see section 6.1.2). Both the MSW incineration facility and the IBA sorting facility belong to the Waste Incineration BREF.
There are several BAT conclusions relevant for the IBA sorting facilities while it is not practical to differentiate between the sorting of metals and processing of the mineral fraction since these are coupled processes. Most importantly, BAT 35 in the WI BREF states: In order to increase resource efficiency, BAT is to handle and treat bottom ashes separately from flue gas cleaning residues. Next, BAT 36 states: In order to increase resource efficiency for the treatment of slags and bottom ashes, BAT is to use an appropriate combination of the techniques given below based on a risk assessment depending on the hazardous properties of the slags and bottom ashes;
- Screening and sieving
- Crushing
- Aeraulic separation
- Recovery of ferrous and non-ferrous metals
- Ageing
- Washing
BAT 10 in the WI BREF states: In order to improve the overall environmental performance of the bottom ash treatment plant, BAT is to include output quality management features in the EMS (see BAT 1). Furthermore, BAT 24 focuses on preventing or reducing diffuse dust emissions to air from the treatment of slags and bottom ashes by using an appropriate combination of the techniques given below:
- Enclose and cover equipment;
- Limit height of discharge;
- Protect stockpiles against prevailing winds;
- Use water sprays;
- Optimise moisture content;
- Operate under subatmospheric pressure
For the enclosed treatment of IBA, BAT 26 states: In order to reduce channelled dust emissions to air from the enclosed treatment of slags and bottom ashes with extraction of air (see BAT 24(f)), BAT is to treat the extracted air with a bag filter. With respect to the management of waste water streams, BAT 32 states: In order to prevent the contamination of uncontaminated water, to reduce emissions to water, and to increase resource efficiency, BAT is to segregate waste water streams and to treat them separately, depending on their characteristics.
Since the process for recovery of mineral fraction is described in the WI BREF, it appears that the IBA processing described in this case as fully integrated into the existing IBA treatment system may be considered BAT, especially in case of SYSAV which has was built in order to comply with (BAT-AELs) for channelled dust emissions to air from the enclosed treatment of slags and bottom ashes with extraction of air. The performance of AFATEK is comparable with that of SYSAV except for the management of dust from the enclosed treatment (indoor sorting of metals) of IBA.
7. Economics
Since the ageing process runs naturally and only a basic equipment (loaders, transport belt, etc.) is needed, the cost of the ageing is insignificant compared to the rest of the treatment installation (NFe sorting plant; cf. Annex C). It should be stressed that ageing is required for both high efficiency of metal recovery and improvement of geotechnical properties of the mineral fraction prior to its utilisation.
The main benefit is derived from avoiding disposal costs including landfilling tax (both varies in the different Nordic countries); apart from that, the economy of the IBA treatment operation depends on the market price of the fractions produced. At best, treated IBA will generally be sold, transportation included, at zero cost.
8. Driving force for implementation
Among the driving forces for implementation of the combination of the technique and the CE application of the mineral fraction are:
- Avoided depletion of natural resources
- Avoided depletion of landfill capacity
- Saved expenses for disposal of the MSWI BA at landfills (in countries that allow for the utilisation of processed IBA outside landfills)
- Compliance with the EU CE objectives (see section 2.1 in the report)
9. Example plants in the Nordic countries and regions
Denmark
AFATEK: www.afatek.dk
Meldgård: www.meldgaard.com
Finland
Suomen Erityisjäte Oy: https://www.erityisjate.fi/
Sweden
SYSAV: www.sysav.se
Norway
Utilisation of MSWI BA outside landfills is not allowed.
Iceland
No utilisation of MSWI BA
Greenland
No utilisation of MSWI BA
Faroe Islands
No utilisation of MSWI BA
Åland Islands
No utilisation of MSWI BA
10. References
Blasenbauer, D., Huber, F., Lederer, J., Quina, M.J., Blanc-Biscarat, D., Bogush, A., Bontempi, E., Blondeau, J., Chimenos, J.M., Dahlbo, H., Fagerqvist, J., Giro-Paloma, J., Hjelmar, O., Hyks, J., Keaney, J., Lupsea-Toader, M., O’Caollai, C.J., Orupõld, K., Pająk, T., Simon F-G, Svecova, L., Syc, M., Ulvang, R., Vaajasaari, K., van Caneghem, J., van Zomeren, A., Vasarevicius, S., Wégner, K., Fellner, J. (2020). Legal situation and current practice of waste incineration bottom ash utilisation in Europe. Waste Management 102, 868–883.
Commission Regulation (EU) No 1357/2014 of 18 December 2014 replacing Annex III to Directive 2008/98/EC of the European Parliament and of the Council on waste and repealing certain Directives Text with EEA relevance.
Council Regulation (EU) 2017/997 of 8 June 2017 amending Annex III to Directive 2008/98/EC of the European Parliament and of the Council as regards the hazardous property HP 14 ‘Ecotoxic’ (Text with EEA relevance).
Syc, M., Simon, F.G., Hyks, J., Braga, R. Biganzoli, L., Costa, G., Funari, V., Grosso, M. (2020). Metal recovery from incineration bottom ash: State-of-the-art and recent developments. Journal of Hazardous Materials 393, 122433.
Nørgaard, K.P., Hyks, J., Mulvad, J.K., Frederiksen, J.O., Hjelmar, O. (2019). Optimizing large-scale ageing of municipal solid waste incinerator bottom ash prior to the advanced metal recovery: Phase I: Monitoring of temperature, moisture
Annex E: Acid washing of fly ash and flue gas cleaning residues from MSW incineration and recovery of metals and/or salts
1. General description
This case describes the separation of salts and/or metals from municipal solid waste (MSW) incineration fly ash (FA) and flue gas cleaning residues (FGCr) and their utilisation. This can be achieved in a multistage process which is typically based on acidic extraction of alkaline FA/FGCr with acidic scrubber liquid, precipitation, purification of the reaction streams, and different types of filtration. There are at least four different set-ups of the acid washing process used in Europe which focus on recovery of different types of materials and also produce residues intended for different management options. The main differences are summarised in Table E1.
Table E1 Overview of technologies used for recovery of salts and/or metals from MSW incineration FA/FGCr.
| Material | Process | Description | Secondary resources | Management of washed FA/APCr |
| FA | FLUWA | Residues are washed with acidic scrubber solution from wet flue gas cleaning systems to extract soluble heavy metals. The residues are dewatered and landfilled after mix-ing with bottom ashes or solidification with additives. Extracted metals (zinc) are recycled. | Zn-filter cake | Landfilling |
| FA | FLUREC | The FLUREC is an extension of the FLUWA which allows for recovery of high-purity zinc (Zn >99.995%) from the heavy-metal enriched filtrate by means of electrowinning. | Zn-metal Pb-rich filter cake (cement) | Landfilling |
| FA/FGCr | HALOSEP | Residues are washed with acidic scrubber solution from wet flue gas cleaning systems to extract soluble heavy metals while the salt brine is purified by a two-stage precipitation, yielding a salt product and a metal filter cake. | Zn-filter cake Salt-mixture for de-icing | Landfilling Utilisation in cement manufacturing or constructions is investigated |
| FA | RENOVA | Residues are washed with acidic scrubber solution from wet flue gas cleaning systems to extract soluble heavy metals (primarily Zn) in form of a metal-enriched filter cake. Salts are treated at WWTP. The washed APCr are recirculated into the incinerator. | Zn-filter cake | Recirculation into the incinerator |
| FA | Ash2Salt | Residues are stabilised using cementitious material and water while the salt brine is purified and selective evaporation / precipitation results in different products: (NH₄)₂SO₄, CaCl2, NaCl, KCl. | (NH₄)₂SO₄ CaCl2 NaCl KCl | Landfilling |
| FA/FGCr | Fortum | FA/FGCr residues from several MSWI plants are transported to the treatment plant for stabilisation. FA/FGCrs are washed with acidic solutions to remove easily soluble salts. pH is adjusted to keep heavy metals in insoluble form. The washing solution is further purified prior to discharge. Plans are to concentrate and utilise the salt solution. | Salt solution (or solid salt) for de-icing and dust control of roads | Landfilling |
2. Technical description
Based on the type of the FA/FGCr (wet, dry, semi-dry), 25–50% of the mass of the FA/FGCr can consist of soluble salts (mainly CaCl2, NaCl, and KCl). In addition, FA/FGCr contains elevated concentrations of several heavy metals. Both salts and heavy metals can be removed from FA/FGCr by means of an acidic ash leaching process. Based on the actual set-up of the process, significant amount of salts can be extracted from the FA/FGCr and these can be utilised by different means as described in following text. Some metals are transferred into material streams which can be recycled (primarily Zn, Cd, Cu, Pb) while the content of these metals in other output streams is lowered and hence allows for safer landfilling and/or possible utilisation of these washed residues in different industrial applications.
From the four processes shown in Table E1, two (HALOSEP, Ash2Salt) are designed for the recovery of salts, although each process generates different types of products as the output from HALOSEP is a mixture of the three major Cl-salts in form of a brine which could be used for de-icing whereas the Ash2Salt process aims at production of three separate industrial grade Cl-containing products. In addition to salts, three of the processes shown in Table E1 allows for recovery of Zn in form of a Zn-enriched filter cake which can be used in Zn-smelters.
FLUWA and RENOVA
Detailed information about the FLUWA and RENOVA processes can be obtained from Bühler and Schlumberger (2010) and Fedje and Andersson (2020), respectively.
Both processes are based on multistage extraction of the FA with acidic scrubber liquid and alkaline scrubber liquid (or addition of lime) from the flue gas treatment. Prior to the FA extraction, mercury dissolved in the acidic scrubber liquid is separated using a selective ion exchanger. Then, the suspension of FA is separated into liquid and solid parts after sufficient residence time in the extraction cascade. This is done by means of filtration using a vacuum belt filter (FLUWA) or a filter press (RENOVA). The resulting output streams are (i) a metalliferous filtrate for further processing, and (ii) a filter cake of washed FA with low heavy metal content. This filter cake is landfilled (FLUWA) or sent back to the incineration (RENOVA).
The metalliferous filtrate (acidic) is mixed with alkaline scrubber liquid, lime slurry (FLUWA) or NaOH (RENOVA) which causes precipitation of the dissolved metals in form of hydroxides. The precipitation products are then fully filtered in a candle filter (FLUWA) and dewatered in a filter press (FLUWA, RENOVA) to form a semisolid filter cake that has a high content of Zn which makes it suitable as an intermediate product for zinc processing. This is indicated in Figure E1.

Figure E1 Basic concept of waste water treatment in the FLUWA process (courtesy of AIK Technik AG).
The zinc load contained in the hydroxide filter cake from the FLUWA process is reported at ~0,6 kg/ton of waste incinerated. Consequently, approx. 60 tons of zinc can be recovered in a MSW incineration plant with nominal capacity of 100 kt waste per year. As for RENOVA, the annual recycling potential is estimated at 450 tons of the Zn-cake with up to 80% Zn(OH)2. This corresponds up to 360 tons Zn(OH)2 or up 240 tons of Zn. RENOVA treats around 540 kt waste per year which would translate into approximately 43 tons of Zn per 100 kt of waste incinerated.
FLUREC
Detailed information about the FLUREC processes can be obtained from Bühler and Schlumberger (2010). As mentioned earlier, FLUREC is an extension of the FLUWA that allows for recovery of high-purity zinc (Zn >99.995%) from the heavy-metal enriched filtrate by means of electrowinning. Besides Zn, Cd, Pb and Cu from the filtrate of the FLUWA process are separated by reductive separation (cementation) as a Cu/Cd/Pb cementate. For this purpose, Zn powder is added to the filtrate as a reducing agent whereas metals comparatively more noble than Zn are separated as metallic cement. This Cu/Cd/Pb cementate, with a high Pb load of 50–70%, can be sent directly to a lead smelter where metals are recovered in the Pb production process.
The FLUREC process was implemented at MSWI plant Zuchwil, Switzerland in 2012, where about 300 tons of Zn can be recovered annually.
HALOSEP
HALOSEP® (by Stena Recycling A/S) is a process primarily developed to remove/recover chlorine from FA/FGCr generated at MSWI equipped with a “wet” and/or “semi-dry”[1]FGCr generated from a “semi-dry” system (mixture of FA, neutralization products from scrubber and baghouse filter ash) can also be treated with HALOSEP®. However, an external supply of the acidic scrubber liquid must be ensured since it is not produced in the “semi-dry” system. Similar to the treatment of FA, the FGCr react with the acidic scrubber liquid while both FA and the surplus lime present in the FGCr are utilised in the neutralization reaction; outputs from the process are the same. flue gas cleaning (FGC) system, while the leaching properties of the treated solids allows for landfilling at sites for non-hazardous waste. Besides the recovery of chlorine, the process allows for up-concentrating of, especially Zn in the form of a filter cake (similar to FLUWA and RENOVA) which can be processed at Zn-smelters. More specifically, the process is based on washing/neutralization of the alkaline FA/FGCr (pH>11.5) using acidic scrubber liquid (pH<1) generated during the FGC at MSWI equipped with a “wet” FGC system.
Figure E2 depicts the process, where FA reacts with the hot scrubber liquid coming directly from the HCl-scrubber, thereby forming a salt brine, water, CO2(g) (not shown in figure) and neutralised/washed FA. In addition, an oversize (>1 mm) fraction is generated and returned into the oven. The salt brine is purified by a two-stage precipitation, yielding a “salt product” and a metal filter cake (metal product). In the end, the treated FA (X-FGW) has significantly improved leaching properties owing to the removal of salts and lowered pH, while its mass is reduced by 40–65% (lower value for FA, higher for semi-dry FGCr) compared with the incoming FA/FGCr amount. Note that water and CO2(g) generated in the neutralization reaction account for 5–12% of the overall mass balance (Table E2).
Footnotes
- ^ FGCr generated from a “semi-dry” system (mixture of FA, neutralization products from scrubber and baghouse filter ash) can also be treated with HALOSEP®. However, an external supply of the acidic scrubber liquid must be ensured since it is not produced in the “semi-dry” system. Similar to the treatment of FA, the FGCr react with the acidic scrubber liquid while both FA and the surplus lime present in the FGCr are utilised in the neutralization reaction; outputs from the process are the same.

Figure E2 Outline of the HALOSEP® process (courtesy of HaloSep AB).
| Halosep fractions | FA; in (w/w)% | FGCr from semi-dry APC; in (w/w)% |
| Treated FA/FGCr (X-FGW) | 60–61% | 35–48% |
| Salt product | 25–30% | 42–55% |
| Metal product (filter cake) | ~3% | ~2% |
| X-FGW > 1 mm (OS fraction) | ~1% | ~1% |
| H2O and CO2 | 5–8% | 8–12% |
Table E2 The weight distribution of different output/process streams in HALOSEP® achieved during treatment of FA and/or FGCr, respectively (Stena Recycling).
It is noted by STENA that it is possible (both technically and economically) to wash and dry the metal filter cake obtained from the treatment of FA in order to reach a Zn content of 37–45% (or 56–68% as Zn(OH)2), which makes it feasible to send the material for recovery at zinc smelters. On the other hand, the metal filter cake generated by treatment of FGCr shows a much lower Zn content (7–10%) and, consequently, the recycling potential of this fraction is limited from an economic point of view.
Ash2Salt
The Ash2Salt process by Ragn-Sells (Figure E3) aims at extracting commercial-grade salts from high chloride containing FA. The process included to main treatment steps: (i) washing of FA with water[1]It is stated by Ragn-Sells that the Ash2Salt process can use landfill leachate and process water for the washing. resulting in a cleaned ash and a leachate containing mainly chloride salts and heavy metals that continues to the second step, and (ii) precipitation of heavy metals by sulphides and subsequent treatment of the chloride-saturated liquid in a single evaporator where CaCl2, NaCl, and KCl are separated. KCl can be used in fertiliser industry, CaCl2 can be used as dust control and deicing agent, while NaCl has numerous applications in different industrial processes. In addition, water extracted from the evaporator is recirculated to the initial washing step. According to Ragn-Sells, the ash residue can – after the washing – be landfilled without an exemption for high chloride contents or re-used as an industrial raw material.
Footnotes
- ^ It is stated by Ragn-Sells that the Ash2Salt process can use landfill leachate and process water for the washing.

Figure E3 Outline of the Ash2Salt process (courtesy of EasyMining/Ragn-Sells AB).
3. Achieved environmental benefits
The major environmental benefits related to the utilisation of salts/metals are avoided depletion of natural resources and avoided landfilling.
4. Environmental performance and operational data
In the European list of waste (LoW), the FA is registered as a mirror entry under 19 01 13* fly ash containing hazardous substances or 19 01 14 fly ashes other than those mentioned in 19 01 13. The decision of whether to assign a mirror non-hazardous (MNH) or mirror hazardous (MH) entry should be based on an assessment in accordance with Commission Regulation (EU) No 1357/2014 and Council Regulation (EU) 2017/997. The FGCr are registered as an absolute hazardous entry under 19 01 07* solid wastes from gas treatment.
According to Council Decision 2003/33/EC, waste must to be characterized before landfilling at different types of landfills. Hazardous wastes (such as FA/FGCr residues) must be landfilled at landfills for hazardous waste or landfills for non-hazardous waste receiving stable, non-reactive hazardous waste or they must be placed in underground storage. In general, the untreated FA/FGCr do not comply with the European waste acceptance criteria (WAC) for landfilling at sites for hazardous waste, because of elevated leaching of salts and metals. Consequently, these materials should either be pre-treated or are deposited underground in e.g. old salts mines. After the acid washing treatment, FA/FGCr generally comply at least with the WAC for waste acceptable at landfills for hazardous waste, or better yet the WAC for waste acceptance of stable, non-reactive hazardous waste at non-hazardous waste landfills or the residues may be present in a form which may allow for their further (re)use in another application such as cement production.
For illustration purposes, the typical composition of the acid-washed FA from FLUWA is shown in Table E3.
| Element | Unit | Concentration |
| Acid neutralisation capacity | mol/kg | 0,75 |
| Organic carbon | % | 0,4 – 0,6 |
| Water-soluble fraction | g/l | 8 – 12 |
| Cd | mg/kg DM | 40 – 70 |
| Cr | mg/kg DM | 240 – 280 |
| Cu | mg/kg DM | 1.030 – 2.560 |
| Pb | mg/kg DM | 5.000 – 12.000 |
| Hg | mg/kg DM | 0,7 – 0,9 |
| Ni | mg/kg DM | 50 – 70 |
| Zn | mg/kg DM | 11.000 – 17.000 |
Table E3 Typical chemical composition of the acid-leached filter ash obtained at three Swiss MSWI plants (Bühler and Schlumberger, 2010).
In Table E4, the typical chemical composition of the Zn-filter cake obtained in FLUWA is shown.
| Element | Unit | Concentration |
| Chlorine | mg/kg DM | 80.000 – 100.000 |
| Cd | mg/kg DM | 3.000 – 6.000 |
| Cr | mg/kg DM | 30 – 70 |
| Cu | mg/kg DM | 200 – 1.000 |
| Pb | mg/kg DM | 7.000 – 36.000 |
| Hg | mg/kg DM | 0,7 – 0,9 |
| Ni | mg/kg DM | 20 – 80 |
| Zn | mg/kg DM | 150.000 – 300.000 |
Table E4 Typical chemical composition of the zinciferous hydroxide filter cake (average values from performance measurements at the Trimmis (CH) plant); Bühler and Schlumberger (2010).
In Table E5, the maximum allowed amount of different metals in de-icing agents is shown together with the composition of the “salt product” generated by HALOSEP from treatment of FA. As already mentioned in Table 2, the salt product corresponds to at least 25% of the incoming FA. It can be seen that the salt product generated by HALOSEP complies with all limit values set by EUSALT CEN TC337 ”Standard for De-Icing agents”.
| EUSALT Standard for de-icing agents; CEN TC337 (Table 4.4) | Salt product SP2-VF | |
| Parameter | Max Limit mg/kg DS | mg/kg DS |
| Al | 50 | 0,03 |
| As | 2,5 | 0,01 – 0,05 |
| Cd | 2 | 0,03 – 0,9 |
| Cr | 5 | 0,02 – 0,03 |
| Cu | 5 | < 0,01 |
| Hg | 0,5 | < 0,01 |
| Ni | 5 | < 0,01 |
| Pb | 5 | 0,01 |
| Zn | 20 | 0,1 – 0,3 |
| Co | 2 | 0,02 |
| Hydrocarbons | 100 | < 20 (DOC) |
| Sulfate Type 1 | Max. 1,5% | 0,5 – 1% (w/w) |
Table E5 Maximum limits for contaminants in de-icing agents according to EUSALT CEN TC337 (Stena Recycling).
5. Cross media effects
The releases of contaminating substances to soil, air and water from the facilities recovering salts and metals from FA/FGCr is limited since the treatment itself takes place within confined facilities where applicable pollution abatement equipment should be in place.
The potential releases of pollutants to soil, air and water from the various steps from the separation of the salts and metals and landfilling of the treated residues are assessed in Table E6.
Table E6 Overview of potential releases to soil, ait and water from different steps of the residues treatment process.
| Step | Release to | ||
| Soil | Air | Water | |
| Acid-washing at MSWI plant | None; confined indoors process | ||
| Transport of Zn-cake in vehicles | No release, sealed vehicles are used. | Not likely, as the material is wet and sticky. | Not likely, only in case of accidents |
| Transport of salts/salt brine | No release, sealed vehicles are used. | Not likely, sealed vehicles are used. | Not likely, only in case of accidents |
| Transport of washed FA/FGCr to landfilling | No release, sealed vehicles are used. | Not likely, as the material is wet and sticky. | Not likely, only in case of accidents |
| Landfilling of washed FA/FGCr | Limited provided proper landfill operation | Limited provided proper landfill operation | Limited provided proper landfill operation |
6. Applicability (technical and legal implications)
General applicability of the technique
The technique is applicable to FA generated from MSW incinerators equipped with wet flue gas cleaning since the acid scrubber liquid is thereby generated on-site. The equipment and unit operations required by the technique include standard equipment that is readily available at the market from various technology providers.
Functional requirements related to the CE application
The functional requirements for the Zn-containing filter cake is the minimum amount of Zn (should be at least 40–50%) to make the material economically interesting to Zn-smelters. Similarly, the purity of Zn extracted in the FLUREC process is a key parameter. As for the salt products recovered by the Ash2Salt process, these are said to be “industrial-grade”. The salt brine produced by HALOSEP complies with the limits for the de-icing agent and, if needed, drying could be implemented to generate a dry product. This, however, would increase the costs of the treatment.
Regulatory (environmental) requirements related to the CE application
There are environmental limits for neither the pure Zn (FLUREC), Zn-filter cake (FLUWA, HALOSEP, RENOVA) to be used at Zn-smelters nor the “industrial-grade” salts produced by Ash2Salt. The salt brine produced by HALOSEP complies with the limits for the de-icing agent in accordance with EUSALT CEN TC337 ”Standard for De-Icing agents”.
Classification of the technique in relation to the IED
The ash producer (the MSW incineration facility) is regulated by the IED (see section 6.1.2). If the FA/FGCr are processed on-site (FLUWA, FLUREC, HALOSEP, RENOVA), the treatment facility is part of the plants permit. External treatment facilities (Ash2Salt) are not addressed in WI BREF (2018), but both “Recovery of salts from liquid FGT residues by solution/evaporation” and “Acid extraction” are mentioned in WT BREF (2018) while neither are mentioned in (EU) 2018/1147 (2018).
7. Economics
The costs of FLUWA/FLUREC are unknown, while the cost of a HALOSEP plant with a capacity of 14 kt FA/FGCr is estimated at around 7 M€. Similarly, construction of a full-scale facility to treat all FA (25 kt/yr) at RENOVA MSWI plant is estimated between 8–9 M€. According to Ragn-Sells, the centralized Ash2Salt facility which is under construction and which will process about 150.000 tonnes of FA per year costs approximately 50 M€[1]https://www.easymining.se/newsroom/articles-news/ragn-sells-invests-in-ash2salt-plant/.
The main benefits are derived from decreased costs of landfilling, decreased costs of waste water treatment and recovery of Zn and marketable salts products.
Footnotes
8. Driving force for implementation
Among the driving forces for implementation of the combination of the technique and the CE application of the mineral fraction are:
- Avoided depletion of natural resources
- Avoided depletion of landfill capacity
- Saved expenses for disposal of the FA/GFCr
9. Example plants in the Nordic countries and regions
Denmark
Vestforbrænding MSW incinerator with a HALOSEP plant installed
Finland
Suomen Erityisjäte Oy: https://www.erityisjate.fi/
Sweden
RENOVA MSW incinerator
SYSAV: www.sysav.se
Norway
28.993 tonnes of FA/FGCr are landfilled and 25.443 tonnes are utilised, presumably at NOAH at Langøya (Fagerli, 2022).
Iceland
No utilisation of MSWI FA/FGCr
Greenland
No utilisation of MSWI FA/FGCr
Faroe Islands
No utilisation of MSWI FA/FGCr
Åland Islands
No MSW incinerators
No utilisation of MSWI FA/FGCr
10. References
Bühler, A., Schlumberger, S. (2010). Recovering heavy metals from filter ash "Acidic filter ash leaching - FLUWA process" - A future-oriented process in waste incineration. Federal Office for the Environment (FOEN). pp. 185–192.
Council Decision 2003/33/EC of 19 December 2002 establishing criteria and procedures for the acceptance of waste at landfills pursuant to Article 16 and Annex II to Directive 1999/31/EC.
EU 2018/1147 (2018). Commission Implementing Decision (EU) 2018/1147 of 10 August 2018 establishing best available tech-niques (BAT) conclusions for waste treatment, under Directive 2010/75/EU of the Euro-pean Parliament and of the Council.
Fedje, K.K., Andersson, S. (2020). Zinc recovery from Waste-to-Energy fly ash - A pilot test study. Waste Management 118, 90–98.
WI BREF (2019). Neuwahl, F., Cusano, G., Gómez Benavides, J., Holbrook, S., Roudier, S. (2019). Best Available Techniques (BAT) Reference Document for Waste Incineration: Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control). EUR 29971 EN, Publications Office of the Euro-pean Union, Luxembourg.
Annex F: Utilisation of MSWI gas cleaning gypsum in the production of plaster boards
1. General description
This case describes the recovery of gypsum from the wastewater from wet scrubbing systems at MSW incinerators for the purpose of using it in the production of plaster boards.
2. Technical description
The two main principles for recovery of gas cleaning gypsum (GCG) from the alkaline sulphur dioxide (SO2) removal scrubber stage at municipal solid waste incinerators (MSWIs) with wet flue gas scrubbing systems are illustrated in Figure F1.
In the first case, direct formation of GCG, the SO2-containing flue gas from the hydrochloric acid (HCl) removal stage is washed with a limestone (CaCO3) slurry to form sulphite (SO32-) in solution which is oxidised by air in the bottom part of the scrubber to form sulphate which combines with Ca2+ from the limestone to form a gypsum slurry.
In the second case, indirect formation of GCG, the SO2-containing flue gas from the acid HCl removal stage is washed with a sodium hydroxide (NaOH) slurry to form a solution of Na+ and sulphite (SO32-) which is oxidised by air at the bottom of the scrubber to sulphate (SO42-). The sodium sulphate solution is then mixed with acid scrubber effluent from the HCl removal first stage of gas treatment system which contains Ca2+ and chloride (Cl-) to form a gypsum slurry with a relatively high content of chloride.
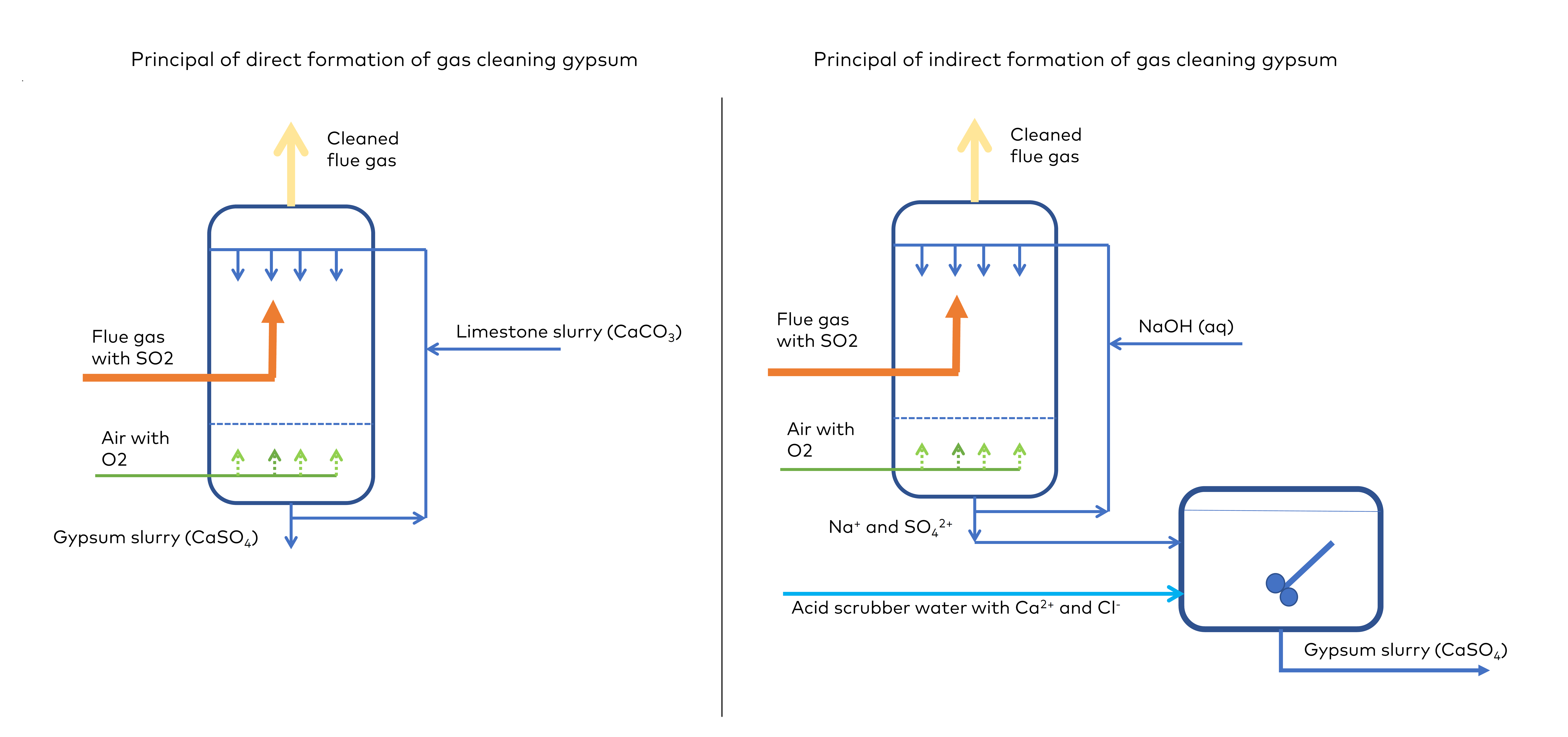
Figure F1 Illustration of direct and indirect formation of gypsum in the alkaline scrubber stage (DanWS).
Both methods produce a gypsum slurry that needs to be dewatered and washed to (to e.g. remove chloride, particularly from indirectly formed gypsum). This can be done by a thickener followed by band filters which can be combined with vacuum and washing, or it can be done by centrifugation combined with washing, which requires more washing water and consumes more energy than band filtration. The washing, possibly involving resuspension of the gas cleaning gypsum, will also reduce the content of some of the trace metals/metalloids, including heavy metals.
The treatment necessary to meet the quality criteria for use of the GCG in the production of gypsum boards is actually often more integrated in the configuration of the gas cleaning system of the incinerator than it is a separate treatment of a GCG product. The content of chloride and trace elements depends upon how much fly ash is entrained and carried over with the flue gas, and therefore effective removal of particulates (fly ash) upstream of the alkaline scrubber is advantageous or necessary. The same is true for removal of Hg and polychlorinated dioxins/furans. If that process involves addition of activated carbon, it should not take place in such a way that (part of) the carbon is caught in the gypsum slurry – this will increase the content of Hg and dioxins/furans in the gypsum and it will also cause an unwanted colouration of the product.
Due to the use of acid scrubber water, the indirect formation of GCG automatically results in a gypsum slurry with a content of chloride that is substantially higher than in the slurry from the direct formation of GCG, prior to washing.
3. Achieved environmental benefits
The main positive environmental effect of recycling of GCG for manufacturing of gypsum boards will be the avoided disposal at a hazardous waste landfill. Another positive effect will be the replacement of natural gypsum which would have to be mined.
When formed, the streams containing the GCG from either of the two processes is classified as hazardous waste, and if not recycled, it will have to be deposited at landfills for hazardous waste or even exported to be placed in special facilities or underground storage facilities (old mines). If gypsum waste is landfilled together with waste with a high content of organic degradable material (e.g. in a non-hazardous waste landfill with no restrictions on the TOC and DOC of the waste accepted), it can cause the formation of hydrogen sulphide, which is a highly toxic gas (and has a very unpleasant smell). This is actually prohibited by the European legislation on acceptance of waste at landfills (CEC, 2003). Landfilling would be avoided if the GCG is reclassified and recycled as part of the Circular Economy.
Recycling of GCG as a raw material in the production of plaster boards is an attractive management option for recovered GCG that can meet the appropriate environmental and functional requirements. Compared to other potential uses (as a soil improver in agriculture or as a raw material in cement production) the manufacturing of plaster boards has the “advantage” that the gypsum maintains it “identity” as gypsum. Since there are well-established recycling systems for plaster board waste to be recycled to produce new plaster boards, the gypsum can, in principle, be recycled ad infinity (unlike some other materials such as e.g. paper). If used as a soil improver, the gypsum dissolves and spreads out, and if used for cement production, the Ca and SO42- becomes integrated in the cement matrix. If recycled again, it will then most likely be as part of concrete in C&D waste.
Plasterboards are normally produced from a mixture of natural or virgin gypsum from mines or quarries, industrial gypsum (mainly flue gas desulphurisation (FGD) gypsum from coal fired power plants) and so-called recycling gypsum (plasterboard waste occurring as C&D waste). The supply of FGD gypsum, which is very clean and therefore in high demand by plasterboard produces, is rapidly decreasing in the Nordic countries due to the abolishment of coal firing. There will therefore be a market for GCG to replace some the virgin gypsum and/or the disappearing FGD gypsum for plasterboard manufacture, provided the GCG can meet the required level of purity.
4. Environmental performance and operational data
Table F1 below shows two examples of composition of GCG produced in 2021 at an MSWI with wet flue gas scrubbing systems where the alkaline SO2 removal stage in on line is based on direct formation of gypsum (a limestone scrubber) and in the other line is based on indirect formation of gypsum (a sodium hydroxide (caustic soda) scrubber with subsequent mixing with acid effluent from the first HCl removal stage).
Table F1 Examples of composition of gas cleaning gypsum from two different types of SO2 removal scrubbers at an MSWI. DM = dry matter.
| Parameter | Expressed as | Unit | Direct gypsum formation | Indirect gypsum formation |
| Water content | % (w/w) | 12,1 | 21,2 | |
| pH | - | 8,1 | 7,2 | |
| Purity, gypsum | CaSO4 ● 2H2O | % (w/w) of DM | 97,4 | 97,1 |
| Sulphate | SO42- | % (w/w) of DM | 54 | 54 |
| Calcium sul-phite | CaSO3 ● ½ H2O | % (w/w) of DM | 0,32 | 0,96 |
| Sulphite | SO32- | % (w/w) of DM | 0,20 | 0,60 |
| Carbonate | CaCO3 | % (w/w) of DM | 0,21 | 0,15 |
| Calcium | Ca | % (w/w) of DM | 20 | 24 |
| Magnesium | MgO | % (w/w) of DM | 0,031 | 0,010 |
| Sodium | Na2O | % (w/w) of DM | 0,038 | 0,24 |
| Potassium | K2O | % (w/w) of DM | 0,0072 | 0,0079 |
| Aluminium | Al2O3 | % (w/w) of DM | 0,018 | 0,013 |
| Iron | Fe2O3 | % (w/w) of DM | 0,041 | 0,031 |
| Phosphorous | P | % (w/w) of DM | 0,013 | 0,016 |
| Chloride | Cl- | mg/kg DM | 1500 | 4100 |
| Fluoride | F- | mg/kg DM | 52 | 67 |
| Arsenic | As | mg/kg DM | 1,5 | 0,80 |
| Antimony | Sb | mg/kg DM | 1,9 | 0,70 |
| Cadmium | Cd | mg/kg DM | 0,067 | 0,15 |
| Copper | Cu | mg/kg DM | 3,8 | 2,3 |
| Chromium | Cr | mg/kg DM | 2,5 | 4,8 |
| Mercury | Hg | mg/kg DM | 1,7 | 4,6 |
| Molybdenum | Mo | mg/kg DM | < 0,5 | < 0,5 |
| Nickel | Ni | mg/kg DM | 2,3 | 0,98 |
| Lead | Pb | mg/kg DM | 8,9 | 8,9 |
| Selenium | Se | mg/kg DM | 1,9 | < 0,5 |
| Zinck | Zn | mg/kg DM | 17 | 15 |
| PCDD/PCDF 17 | I-TEQ | n/kg DM | 13 – 14 | 9,0 – 9,9 |
In the European list of waste (LoW), GCG is registered as an absolute hazardous (AH) waste (19 01 05 Filter cake from gas treatment) although in many cases it may not (as indicated by the analyses in the above table) be hazardous when assessed in accordance with Commission Regulation (EU) No 1357/2014 and Council Regulation (EU) 2017/997. Since there is no mirror entry here, it will most probably be necessary to have GCGs assessed and reclassified as an absolute non-hazardous waste (ANH) or to obtain End-of-Waste (EoW) status for them, in order to ensure that they can be recycled. In general, Nordic legislation excludes recycling of waste materials classified as hazardous waste.
5. Cross media effects
The releases of contaminating substances to soil, air and water from the additional treatment required to upgrade the GCG to the quality required for it to be used for manufacturing of gypsum boards will most likely be negligible, since the treatment will take place within the confines of the MSW incinerator where applicable pollution abatement equipment is already in place. The additional chloride that must be washed out with some additional water came from the wet scrubber effluent and can be managed together with the rest of the scrubber effluent. Potential environmental impacts from transport to a plaster board manufacturer are likely to be offset by saved transport to a hazardous waste landfill. The use of the GCG as part of the gypsum boards will not create any additional release of contaminating substances to soil, air or water. Hence, the technique and the application of the resulting GCG in CE are likely to reduce rather than increase the risk of accumulation of hazardous substances in the eco-cycle. See Table F2.
Table F2 Assessment of and comments on potential releases from the treatment and use of ESP ash from incineration of wastewater treatment sludge as a raw material in the production of stone wool.
| Step | Release to | ||
| Soil | Air | Water | |
| Formation of the gypsum at the MSWI | Very limited since the process usually takes place indoors | No risk, since the reactions take place in closed reactors | Minor risk, the wastewater from the process can be treated together with the other scrubber effluents |
| Transport in vehicles | No release except in case of an accident | Not likely, the gypsum will be in the form of humid filter cake or it will be transported in closed vehicles | Not likely |
| Intermediate storage | Minor, most likely stored indoors | Dust emissions are likely to be negligible during storage bec | No risk if stored indoors |
| Production of plaster boards | Minor – this will be an indoor process | Any dust emissions during the plaster board production process will be prevented or mitigated with the existing equipment | No risk - Indoor process with collection and treatment of any spilled water |
6. Applicability (technical and legal implications)
General applicability of the technique
The technique is applicable to most MSW incinerators (and also to hazardous waste incinerators) that are equipped with two stage wet scrubbers. It may, however, require that the necessary space and/or unit operations are available. The equipment and unit operations required by the technique are mature and relatively simple, it is all state-of-the-art equipment that is readily available.
The main challenges reported are to reduce the content of chloride in the GCG and to avoid entrainment of particulates and dioxins/furans.
Functional requirements related to the CE application
In order to maintain a high and constant quality of the plaster boards with respect to gypsum content, durability, ductility, appearance, smell, and content and release of potentially hazardous substances, the manufacturers of plaster boards have set a number of quality criteria which must be met in order for them to accept recycled GCG as a raw product. In addition, the GCG to be delivered to the plaster board manufacturers must maintain a homogeneous and stable quality.
An example of the main criteria to be met for GCG to be accepted by one manufacturer of gypsum boards as a raw material in the production of gypsum boards is shown in Table F3 (efter Hansen, 2020):
Table F3 Example of main criteria to be met by GCG to be recycled and used for plaster board production.
| Parameter | Expressed as | Unit | Criterion |
| Gypsum | CaSO4 ● 2H2O | % (w/w) | > 95 |
| Calcium sulphite | CaSO3 ● ½ H2O | % (w/w) | < 0.5 |
| Carbonate | CaCO3, MgCO3 | % (w/w) | < 2.5 |
| Free moisture | H2O | < 10 | |
| pH | - | 6 – 8 | |
| Soluble chloride | Cl- | mg/kg | < 100 |
| Soluble sodium | Na2O | mg/kg | < 500 |
| Soluble magnesium | MgO | mg/kg | < 1000 |
| Soluble potassium | K2O | mg/kg | < 500 |
| Colour | Lightness | ≥ 80 L | |
| Odour | |||
| Particle size | + 100 μm | % (w/w) | < 10 |
| + 20 μm | % (w/w) | > 75 | |
| Toxicity | Non-toxic |
It is clear that neither of the GCGs shown in Table 1 can comply with the limit value for chloride shown in Table 2. Therefore, both GCGs must undergo some kind of treatment in order to at least reduce the content of soluble chlorides in order to become acceptable for use in plasterboard production. It is worth noting that the hazardous limit values for PCDD/PCDF is 15 ng/kg DM is higher than the measured values in the GCGs.
Regulatory (environmental) requirements related to the CE application
Since the GCG is a waste material, the manufacturer receiving it must have obtained a permit to use it as a raw material. This will cover the considerations of environmental impacts and may possibly be reflected in additional requirements on trace metals and metalloids. One requirement will be that the GCG is classified as a non-hazardous waste.
If the GCG has obtained EoW status according to Article 6 in the Waste Framework Directive (Directive 2008/98/EC as amended by Directive (EU) 2018/851) as implemented in the Nordic countries, it has become a product and must be REACH registered prior to use for gypsum board manufacturing. Obtaining EoW status includes consideration of any harmful impacts on the environment and human health in the specified application.
Classification of the technique in relation to the IED
The production of the GCG takes place at an incinerator which is regulated by the IED and the Commission Implementing Decision establishing BAT conclusions for waste incineration. The application takes place at plaster board manufacturing plant which may or may not be regulated by the IED. Although it is specifically mentioned in the scope of the WI BREF that “This BREF does not address treatment of incineration fly ashes and other residues resulting from flue gas cleaning”, the recovery of gypsum from wet scrubber effluent is briefly described in section 4.6.11 of the WI BREF, but not referred to in the BAT conclusions for waste incineration. Wet scrubber gypsum recovery is also mentioned in section 5.5.1.4.2: “Recovery of salts from FGT residues by solution/evaporation” of the WT BREF, but apparently it is referring to a process in which the scrubber liquid is treated with sodium hydroxide and calcium carbonate to produce gypsum and water is evaporated. This process is not relevant for the process described in this case, and again, there is no reference to gypsum recovery in the list of BAT conclusions in the WT BREF.
It would seem appropriate to include the technique or supplement one of the more general BAT statements in either the WT BREF and perhaps also the WI BREF with a statement or a reference (to a technique) that specifically mentions recovery of gypsum (or “salts”) from liquid flue gas cleaning residues for the purpose of enabling or supporting circular economy.
7. Economics
The configuration of almost every MSW incinerator with respect to combustion chamber, flue gas cleaning system and management of siftings, bottom ash, fly ash and various gas cleaning residues is unique, and this must be taken into consideration when identifying the needs and means of treatment of residues in preparation of recycling them for specific purposes. This will be reflected by the associated costs. The treatment of the GCG may require installation of processes that are not there or it may require changes of the configuration of the flue gas cleaning system at an incinerator. In some cases, changes in the operation conditions (e.g. amount of water, recirculation rate) of existing equipment may be sufficient. In other cases, the necessary changes may be so extensive that they cannot justify the costs, or they may be impossible, for example due to lack of space. The situation will vary from one MSW incinerator to another, and it is not possible to generalise the costs.
The revenue from delivery of GCG to a gypsum board manufacturer is likely to be limited, but will probably depend on the market situation for industrial and natural gypsum. However, the costs of disposal of the gypsum at a hazardous waste landfill, which may include export, as well as possible landfilling taxes, will be saved.
The GCG will have to be transported (most likely by truck, but trains or ships might be relevant for longer distances) from the MSW incinerator where it is produced to the gypsum board manufacturing plant. The economical (and environmental) impact will of course depend on the distance between those and cannot be generalised. However, some of this impact may be offset by the fact that the gypsum no longer has to be transported to a hazardous waste landfill (which in some cases requires export between or even outside of the Nordic countries).
8. Driving force for implementation
Among the driving forces for implementation of the combination of the technique and the CE application of the GCG are:
- Saved expenses for disposal of gypsum sludge at landfills for hazardous waste (export)
- Compliance with the EU CE objectives (see section 2.2 in the report)
- External wishes to replace virgin gypsum in the manufacture of plaster boards
9. Example plants in the Nordic countries and regions
Denmark
Eight of the currently operating 26 Danish MSW incinerators are equipped with wet scrubbers and produce approximately 10 000 tonnes of gypsum annually. Two of the incinerators had test productions (30 to 100 tonnes) of GCG for recycling in 2021, and four more MSWIs are planning to start (test) productions in 2022 (Riber, 2021).
Finland
Currently no production of gypsum at Finnish incinerators.
Sweden
20.031 tonnes of gypsum were produced at Swedish incinerators (Avfall Sverige, 2020), but currently it is not used for CE purposes.
Norway
No production of gypsum at the Norwegian incinerators.
Iceland
No production of gypsum.
Greenland
No production of gypsum.
Faroe Islands
No production of gypsum.
Åland Islands
No production of gypsum.
10. References
ECHA (2020). Vejledning om affald og nyttiggjorte stoffer. The European Chemical Agency, Helsinki, Finland, Version: 2, Maj 2010.
Hansen, L.B. (2020). Hvordan laver man gipsplader af gips? Indlæg på ”Seminar Samarbejde Restprodukter”, Webinar 30. november 2020.
Riber, C. (2021). Genanvendelse af gips. Status 2021. Indlæg på ”Rapportering fra branchesamarbejdet om genanvendelse af restprodukterne”. Webinar 15. december 2021.
Annex G: Recovery and utilisation of wastewater treatment sludge ash for the manufacturing of stone wool
1. General description
This case describes the selective recovery and subsequent application of electrostatic precipitator (ESP) ash from incineration of wastewater treatment sludge (WTS) as an alternative raw material for the manufacturing of stone wool for insulation.
2. Technical description
The flue gas from the combustion of wastewater treatment sludge first passes an electrostatic precipitator where a large proportion of the ash particles are removed from the gas (as ESP ash). In some cases, the removal of particulates can take place in a cyclone instead of an ESP. Next, lime and active carbon is injected into the flue gas to remove acid gases, Hg and trace organics. The flue gas then passes a baghouse where the reaction products and spent activated carbon are collected in bag filters, while the cleaned gas is led to through the alkaline scrubber to the stack (see Figure G1). Figure G2 shows another process design where the two residue streams cannot be separated. The design of that particular system has recently been changed to allow separate management of ESP and baghouse ash.

Figure G1 The flue gas treatment part of a wastewater treatment sludge incinerator (after Enviroterm, 2009).
Figure G2 A design of a flue gas treatment system that combines the ESP ash and the baghouse ash (courtesy of Avedøre Wastewater Services).
The ash from the electrostatic precipitator (ESP) must be collected and stored separately (as shown in Figure 1) and not mixed with the residue from the bag filter (as shown in Figure G2). The ESP ash generally has a low content of Hg, while the baghouse residue can have contents of Hg which are 100 to 1000 times higher. The combined stream cannot contribute to the circular economy as an alternative raw material in the manufacturing of mineral wool because of a high content of Hg.
If water is added to avoid fugitive dust, the ESP ash may have to be dried. The ESP ash is then transported to a stone wool manufacturing facility where it is mixed other natural or secondary raw materials according to its content of mineral substances and briquetted, before it is fed to a furnace together with other raw materials to form the molten rock at approximately 1600 °C from which the rock wool is manufactured. All inorganic substances in the ESP ash becomes integrated and hard bound in the stone wool product.
3. Achieved environmental benefits
The application of ESP ash as a raw material for the production of stone wool saves both energy and virgin raw materials. Heavy metals that could otherwise potentially be problematic, are hard bound in the product. In addition, it saves landfill space, and the potential environmental impacts associated with landfill leachate treatment and aftercare measures are avoided. The stone wool product is used for insulation and will in itself save energy when used in the construction of houses.
4. Environmental performance and operational data
The suitability of wastewater treatment sludge ash is due to the fact that the major constituents of the ash (with the exception of the phosphorous) are the same as those found in the virgin rocks used for the manufacture of stone wool. This can be seen from Table G1 which shows the major substances (in terms of oxides) present in samples of WTS ash from the two large wastewater treatment sludge incinerators in the Copenhagen area (Krejcirikova et al., 2019).
An example of the content of trace elements and heavy metals in the EPS ash from the same incineration facility as WTS ash 1 can be seen in section 4.3.2.
| Substances (as ox-ides) | WTS ash 1 | WTS ash 2 |
| % (w/w) | % (w/w) | |
| MgO | 1,8 | 2,0 |
| Al2O3 | 4,4 | 2,7 |
| SiO2 | 15,8 | 14,3 |
| CaO | 23,4 | 36,4 |
| TiO2 | 0,83 | 0,67 |
| Fe2O3 | 16,3 | 7,15 |
| MnO | 0,09 | 0,05 |
| K2O | 1,45 | 1,81 |
| Na2O | 0,67 | 0,81 |
| P2O5 | 18,3 | 10,3 |
| SO3- | 2,0 | 4,74 |
| Cl- | < 0,01 | 0,2 |
Table G1: Main composition of two waste treatment ashes from Copenhagen.
The EPS ash is currently classified as a mirror non-hazardous (MNH) waste with the following code in relation to the List of Waste: Wastes from incineration or pyrolysis of waste - 19 01 14 Fly ash other than those mentions in 19 01 13.
5. Cross media effects
The estimated cross media effects can be seen in Table G2.
Table G2. Assessment of and comments on potential releases from the treatment and use of ESP ash from incineration of wastewater treatment sludge as a raw material in the production of stone wool.
| Step | Release to | ||
| Soil | Air | Water | |
| Unloading of ash silo/ Loading of vehicle | Very limited since the unloading usually takes place on asphalt or indoors | Limited risk of fugitive dust | Minor risk, all handling takes place on consolidated and drained surfaces |
| Transport in vehicles | No release, sealed vehicles are used. | Not likely, only in case of accidents | Not likely |
| Intermediate storage | Minor | Dust emissions may occur if ash pile surface dry and pile not covered | Minor |
| Mixing and bri-quetting | Minor – this will be an indoor process | Limited dust emissions during the process and none after briquetting | No risk - Indoor process with collection and treat-ment of any spilled water – no water is used in the process |
The impact from transport in terms of energy consumption and CO2 emissions depends on the distance from the WTS combustion plant and the stone wool manufacturing facility. A very long distance could potentially become a barrier for the technique.
6. Applicability (technical and legal implications)
General applicability of the technique
The technique is generally applicable and very simple. At the ash producer, the wastewater treatment sludge combustion facility, the only requirement is that it must be possible to collect the ESP ash and the baghouse residues separately, and possibly dry the ESP ash prior to shipment to the stone wool manufacturer. However, in the Nordic countries and region, there are only three WTS mono incinerators in Denmark, and one in Finland, but the technique could be adopted in other Nordic countries if their sewage sludge management changes, e.g. because of increased contamination of the WTS with organic micropollutants. It could be mentioned that there are several WTS incinerators in other European countries (WI BREF). At the stone wool manufacturer, the WTS ash is treated in the same way as other alternative raw materials. It should be mentioned that the capacity of the stone wool manufacturers for receiving alternative raw materials may constitute a barrier for this technique.
Functional requirements related to the CE application
The only functional requirement from the stone wool manufacturer (who knows the general composition and properties of the WTS ash) is a limit value for the content of Hg.
Regulatory (environmental) requirements related to the CE application
The limit value for Hg will indirectly be related to emission limit values in the environmental permit for the stone wool manufacturer. Most likely, the environmental permit will include a permission to use the WTS ash and an alternative/supplementary raw material.
Classification of the technique in relation to the IED
Both the ash producer, the WTS incineration facility, and the ash recipient, the stone wool manufacturer, are regulated by the IED (see section 5.1.2 in the report). The WTS incineration facility belongs to the Waste Incineration BREF, and the stone wool manufacturer belongs to the BREF for the Manufacture of Glass.
BAT 35 in the WI BREF states: In order to increase resource efficiency, BAT is to handle and treat bottom ashes separately from flue gas cleaning residues. Both the ESP ash and the baghouse ash from the WTS incineration process are in fact flue gas cleaning residues. BAT 35 is therefore not formally covering the situation described here. It is proposed to widen BAT 35 to the following: BAT is to handle and treat separately different waste streams, including bottom ash and flue gas cleaning residues, which if they were mixed could potentially reduce or impair the options for resource efficiency for one or both streams.
It is suggested to consider describing the technique presented in this Annex in both the WI BREF and the GLS BREF as a potential means to meet the needs of CE.
7. Economics
No information is available on the revenue or cost of delivering EPS ash to a stone wool manufacturer. However, the cost of landfilling would be saved, and in Denmark, an additional landfill tax of 475 DKK would further be saved (if the landfill is not located on the premises of the producer. The cost of transport would have to be included, and it will of course depend on the distance from the producer to the user.
8. Driving force for implementation
Among the driving forces for implementation of the combination of the technique and the CE application of the WTS ash are:
- Saved expenses for landfilling of the ash (potentially including landfill tax)
- Compliance with the EU CE objectives (see section 2.1 in the report)
See also the potential barrier under section 6.
9. Example plants in the Nordic countries and regions
There are three dedicated wastewater treatment sludge mono incinerators in Denmark, and they are all located in the Greater Copenhagen area. Two of them currently deliver filter ash to a stone wool manufacturer:
Biofos Lynetten
Mølleåværket, Lundtofte
There is one dedicated wastewater treatment sludge mono incinerator under upstart in Rovaniemi in Finland. The exact plans for the ash treatment are not known to the authors. It may be attempted to extract phosphorous from it if there are no stone wool factories within a reasonable distance.
10. References
Envirotherm, 2009. Plant Portrait: Copenhagen, Denmark, Lynettefællesskabet I/S. Thermal Sewage Sludge Treatment. The world’s most energy efficient sludge incineration plant. Envirotherm GmbH, Ruhrallee 185, D-4516 Essen.
Krejcirikova, B., Ottosen, L.M., Kirkelund, G.M., Rode, C., Peuhuri, R.H. 2019. Characterisation of sewage sludge ash and its effect on moisture of mortar. Journal of Building Engineering, 2009, vol. 21, pp. 396–403.
Annex H: Swedish composition data on bottom ash and fly ash from combustion of wood
Source: Hjelmar, O., Wahlström, M., Anderson, M.T., Laine-Ylijoki, J., Wadstein, E, Rihm, T. (2009). Treatment methods for waste to be landfilled. TemaNord 2009:583. Nordic Council of Ministers, Copenhagen, Denmark. The data was extracted from the Swedish database Allaska.
Table H1 Data on composition of bottom ash from combustion of wood. N = number of samples.
| Substance | Unit | Median | Average | Minimum | Maximum | N |
| Al2O3 | % DM | 5,29 | 5,87 | 0,36 | 13,6 | 76 |
| As | mg/kg DM | 8,3 | 22,7 | 0 | 173 | 77 |
| B | mg/kg DM | 213 | 194 | 0 | 505 | 62 |
| Ba | mg/kg DM | 1300 | 1350 | 460 | 2190 | 17 |
| Be | mg/kg DM | 1,46 | 1,51 | 0,6 | 2,16 | 15 |
| C | % DM | 11,4 | 17,9 | 0,4 | 56,4 | 13 |
| CaO | % DM | 15,5 | 18,7 | 3,53 | 47,94 | 76 |
| Cd | mg/kg DM | 0,221 | 2,78 | 0 | 24 | 77 |
| Cl | % DM | 0,035 | 0,104 | 0 | 0,97 | 65 |
| Co | mg/kg DM | 8,62 | 11,6 | 3,3 | 52 | 17 |
| Cr | mg/kg DM | 144 | 167 | 8 | 475 | 19 |
| Cu | mg/kg DM | 125 | 312 | 9,2 | 6440 | 77 |
| Fe2O3 | % DM | 2,34 | 2,35 | 0,23 | 9,15 | 76 |
| H | % DM | 0,4 | 0,477 | 0,2 | 1,6 | 13 |
| Hg | mg/kg DM | 0,01 | 0,0816 | 0,0011 | 1,1 | 28 |
| K2O | % DM | 4,76 | 4,72 | 1,21 | 9,76 | 76 |
| La | mg/kg DM | 17,1 | 15,7 | 6 | 24,1 | 14 |
| LOI, 1000 °C | % DM | 0,2 | 0,509 | 0 | 3,5 | 11 |
| LOI, 550°C | % DM | 1,55 | 1,98 | 0,9 | 3,9 | 4 |
| MgO | % DM | 2,26 | 2,83 | 0,3 | 11,19 | 76 |
| MnO | % DM | 0,561 | 0,66 | 0,0821 | 1,82 | 16 |
| MnO2 | % DM | 1,01 | 1,42 | 0,23 | 3,64 | 58 |
| Mo | mg/kg DM | 6 | 7,56 | 5 | 23,8 | 14 |
| Na2O | % DM | 1,35 | 2,18 | 0,16 | 43,2 | 76 |
| Nb | mg/kg DM | 6 | 6,13 | 5 | 7,43 | 14 |
| Ni | mg/kg DM | 22,9 | 36,9 | 5,3 | 131 | 19 |
| N-tot | % DM | 0,2 | 0,238 | 0,2 | 0,5 | 13 |
| P2O5 | % DM | 1,61 | 1,61 | 0,239 | 3,86 | 76 |
| Pb | mg/kg DM | 50 | 133 | 0 | 690 | 77 |
| S | mg/kg DM | 1080 | 3050 | 100 | 29000 | 76 |
| Sb | mg/kg DM | 8,94 | 16,5 | 7,19 | 48,8 | 5 |
| Sc | mg/kg DM | 4,26 | 4 | 1,93 | 5,15 | 15 |
| SiO2 | % DM | 33 | 34,8 | 2,77 | 69,6 | 76 |
| Sn | mg/kg DM | 20 | 28,3 | 4,75 | 66,3 | 12 |
| Sr | mg/kg DM | 308 | 391 | 256 | 719 | 15 |
| TiO2 | % DM | 0,303 | 0,324 | 0,1 | 0,595 | 18 |
| V | mg/kg DM | 14,5 | 16,2 | 0 | 42,9 | 32 |
| W | mg/kg DM | 60 | 59,2 | 50 | 60 | 12 |
| Y | mg/kg DM | 14,8 | 13,8 | 8,25 | 16,9 | 15 |
| Zn | mg/kg DM | 540 | 1380 | 35 | 14800 | 77 |
| Zr | mg/kg DM | 151 | 159 | 110 | 234 | 15 |
Table H2 Data on composition of fly ash from combustion of wood. N = number of samples.
| Substance | Unit | Median | Average | Minimum | Maximum | N |
| Ag | mg/kg DM | 2,09 | 2,09 | 2,09 | 2,09 | 1 |
| Al2O3 | % DM | 3,16 | 4,92 | 0,12 | 23,4 | 106 |
| As | mg/kg DM | 9,6 | 53,1 | 0,372 | 988 | 95 |
| B | mg/kg DM | 303 | 311 | 0 | 740 | 76 |
| Ba | mg/kg DM | 2130 | 2080 | 216 | 3810 | 29 |
| Be | mg/kg DM | 0,85 | 1,17 | 0,43 | 3,47 | 23 |
| Bi | mg/kg DM | 12,4 | 12,4 | 0,9 | 24 | 2 |
| C | % DM | 10,1 | 20,7 | 1,6 | 65,6 | 15 |
| CaO | % DM | 24 | 23,2 | 1,97 | 45,12 | 108 |
| Cd | mg/kg DM | 11 | 12,6 | 0 | 78 | 97 |
| Cl | % DM | 0,51 | 0,646 | 0,0037 | 4,6 | 83 |
| Co | mg/kg DM | 9,9 | 12,8 | 1,53 | 38,8 | 26 |
| Cr | mg/kg DM | 95,4 | 176 | 10 | 1050 | 35 |
| Cu | mg/kg DM | 130 | 231 | 10,5 | 4107 | 102 |
| Fe | mg/kg DM | 14000 | 14000 | 14000 | 14000 | 27 |
| Fe2O3 | % DM | 1,57 | 1,86 | 0,14 | 5,57 | 1 |
| H | % DM | 0,4 | 0,447 | 0,1 | 0,9 | 107 |
| Hg | mg/kg DM | 0,12 | 0,456 | 0,0038 | 3,38 | 15 |
| K2O | % DM | 5,12 | 5,76 | 0,492 | 30,48 | 41 |
| La | mg/kg DM | 12,1 | 13,2 | 6 | 29,3 | 107 |
| Li | mg/kg DM | 13,5 | 13,5 | 13,5 | 13,5 | 20 |
| LOI, 1000 °C | % DM | 12,1 | 13,3 | 1,4 | 29,4 | 1 |
| LOI, 550°C | % DM | 9,7 | 20,1 | 0,15 | 75,3 | 21 |
| LOI, 800/850°C | % DM | 3 | 4,3 | 2,8 | 7,1 | 10 |
| MgO | % DM | 3,01 | 3,23 | 0,342 | 7,93 | 3 |
| MnO | % DM | 0,903 | 1,08 | 0,0915 | 3,12 | 107 |
| MnO2 | % DM | 1,56 | 1,52 | 0,2 | 3,77 | 39 |
| Mo | mg/kg DM | 10 | 12 | 5 | 33 | 67 |
| Na2O | % DM | 0,98 | 1,18 | 0,113 | 3,51 | 24 |
| Nb | mg/kg DM | 11,1 | 10 | 6 | 19,8 | 106 |
| Ni | mg/kg DM | 43,3 | 65,6 | 4,47 | 262 | 19 |
| N-tot | % DM | 0,2 | 0,293 | 0,2 | 0,9 | 34 |
| P | mg/kg DM | 12000 | 12000 | 12000 | 12000 | 15 |
| P2O5 | % DM | 1,91 | 1,9 | 0,2 | 4,09 | 1 |
| Pb | mg/kg DM | 131 | 223 | 0 | 2470 | 107 |
| Rb | mg/kg DM | 114 | 114 | 112 | 116 | 98 |
| S | mg/kg DM | 10500 | 13200 | 3 | 89000 | 2 |
| Sb | mg/kg DM | 79,4 | 72 | 0,57 | 136 | 94 |
| Sc | mg/kg DM | 2,92 | 2,98 | 1 | 7,73 | 5 |
| Se | mg/kg DM | 1 | 1,13 | 0,96 | 1,4 | 19 |
| SiO2 | % DM | 17,2 | 21,2 | 0,08 | 68,8 | 5 |
| Sn | mg/kg DM | 20 | 22,9 | 0 | 131 | 107 |
| Sr | mg/kg DM | 597 | 627 | 72,7 | 1170 | 20 |
| Th | mg/kg DM | 48,9 | 48,9 | 6,89 | 91 | 25 |
| TiO2 | % DM | 0,259 | 0,518 | 0,0065 | 3,02 | 2 |
| Tl | mg/kg DM | 2,02 | 234 | 1 | 700 | 38 |
| TOC | % DM | 2,85 | 2,85 | 1,4 | 4,3 | 3 |
| U | mg/kg DM | 34,8 | 34,8 | 1,6 | 68 | 2 |
| V | mg/kg DM | 25,1 | 24,3 | 0 | 98,1 | 2 |
| W | mg/kg DM | 60 | 36,7 | 0 | 60 | 50 |
| Y | mg/kg DM | 11,2 | 12,1 | 2 | 62 | 19 |
| Zn | mg/kg DM | 1710 | 3080 | 36,7 | 48300 | 23 |
| Zr | mg/kg DM | 108 | 131 | 2,62 | 439 | 102 |
About this publication
BAT (Best Available Techniques) for combustion and incineration residues in a Circular Economy
Ole Hjelmar, Jiri Hyks, Kirsi Korpisjärvi, Margareta Wahlström, Raul Grönholm
ISBN 978-92-893-7359-3 (PDF)
ISBN 978-92-893-7360-9 (ONLINE)
http://dx.doi.org/10.6027/temanord2022-542
TemaNord 2022:542
ISSN 0908-6692
© Nordic Council of Ministers 2022
Cover photo: Raul Grönholm
Published: 28/9/2022
Disclaimer
This publication was funded by the Nordic Council of Ministers. However, the content does not necessarily reflect the Nordic Council of Ministers’ views, opinions, attitudes or recommendations.
Rights and permissions
This work is made available under the Creative Commons Attribution 4.0 International license (CC BY 4.0) https://creativecommons.org/licenses/by/4.0.
Translations: If you translate this work, please include the following disclaimer: This translation was not produced by the Nordic Council of Ministers and should not be construed as official. The Nordic Council of Ministers cannot be held responsible for the translation or any errors in it.
Adaptations: If you adapt this work, please include the following disclaimer along with the attribution: This is an adaptation of an original work by the Nordic Council of Ministers. Responsibility for the views and opinions expressed in the adaptation rests solely with its author(s). The views and opinions in this adaptation have not been approved by the Nordic Council of Ministers.
Third-party content: The Nordic Council of Ministers does not necessarily own every single part of this work. The Nordic Council of Ministers cannot, therefore, guarantee that the reuse of third-party content does not infringe the copyright of the third party. If you wish to reuse any third-party content, you bear the risks associated with any such rights violations. You are responsible for determining whether there is a need to obtain permission for the use of third-party content, and if so, for obtaining the relevant permission from the copyright holder. Examples of third-party content may include, but are not limited to, tables, figures or images.
Photo rights (further permission required for reuse):
Any queries regarding rights and licences should be addressed to:
Nordic Council of Ministers/Publication Unit
Ved Stranden 18
DK-1061 Copenhagen
Denmark
pub@norden.org
Nordic co-operation
Nordic co-operation is one of the world’s most extensive forms of regional collaboration, involving Denmark, Finland, Iceland, Norway, Sweden, and the Faroe Islands, Greenland and Åland.
Nordic co-operation has firm traditions in politics, economics and culture and plays an important role in European and international forums. The Nordic community strives for a strong Nordic Region in a strong Europe.
Nordic co-operation promotes regional interests and values in a global world. The values shared by the Nordic countries help make the region one of the most innovative and competitive in the world.
The Nordic Council of Ministers
Nordens Hus
Ved Stranden 18
DK-1061 Copenhagen
pub@norden.org
Read more Nordic publications on www.norden.org/publications