
- Full page image w/ text
- Table of contents
- Foreword
- Summary
- Sammanfattning
- Glossary
- 1 Introduction
- 1.1 Background
- 1.1.1 IED and the BREF process
- 1.1.2 Existing and upcoming BREF on Surface Treatment of Metals and Plastics
- 1.2 Sweco’s assignment
- 1.2.1 Purpose and scope of work
- 1.2.2 Target group
- 2 Surface treatment sector in the Nordic countries
- 2.1 Legislation and implementation
- 2.1.1 Overview
- 2.1.2 Sweden
- 2.1.3 Denmark
- 2.1.4 Finland
- 2.1.5 Norway
- 2.1.6 Iceland
- 2.1.7 The Faroe Islands
- 2.1.8 Åland
- 2.2 Installations and production
- 2.2.1 Overview
- 2.2.2 Sweden
- 2.2.3 Denmark
- 2.2.4 Finland
- 2.2.5 Norway
- 2.2.6 Iceland
- 2.2.7 The Faroe Islands
- 2.2.8 Åland
- 2.3 General description of processes and activities
- 2.4 Key environmental aspects
- 2.4.1 Overview
- 2.4.2 Chemicals and hazardous substances
- 2.4.3 Emissions to water
- 2.4.4 Waste management and circular economy
- 2.4.5 Energy use and recovery
- 2.4.6 Emissions to air
- 2.4.7 Environmental noise pollution
- 2.5 Key indicators
- 2.5.1 Introduction
- 2.5.2 Chemicals and hazardous substances
- 2.5.3 Emissions to water
- 2.5.4 Energy use and recovery
- 2.5.5 Emissions to air
- 2.5.6 Environmental noise pollution
- 3 Potential BAT candidates
- 3.1 Existing BAT techniques
- 3.2 Method for identifying potential BAT candidates
- 3.2 Stage 1 - Mapping of all STM installations
- 3.2.2 Stage 2 - Data collection and primary screening of BAT candidates
- 3.2.3 Stage 3 - In-depth study of high potential BAT candidates
- 3.2.4 Stage 4 - Final selection of BAT candidates
- 3.3 Overview of potential BAT techniques/candidates
- 4 Emerging techniques
- 4.1 EPSE™ method
- 4.2 Recycling aluminium hydroxide sludge for use in mineral wool insulation
- 4.3 Digi-load
- 4.4 Simulation of Electrocoating for Optimization
- References
- Appendices
- Appendix A – Automation of chemical dosage
- Appendix B – Digitalisation and mapping of resource use
- Appendix C – Purifying the hard chromating surface treatment baths from pollutants using ion exchangers and evaporators
- Appendix D – Recirculating rinsing water from etching and surface treatment to surface treatment baths
- Appendix E – Circulating cooling water in a closed loop system
- Appendix F – Recycling of pressed aluminium hydroxide sludge
- Appendix G – Optimising the ventilation for increased energy efficiency
- Appendix H – Using excess heat for the local district heating
- Appendix I – Recycling of degreasing bath water for pH-adjustments in rinsing baths
- Appendix J – Closed-loop wastewater treatment plant with vacuum evaporator
- Appendix K – Atotech - Combining Sig Sigma and Lean methodologies with wastewater batch treatment processes
- Appendix L – Wastewater treatment with electrolysis
- About this publication
MENU
Contents
Foreword
This project was funded by the Nordic Council of Ministers. However, the content does not necessarily reflect the Nordic Council of Ministers’ views, opinions, attitudes or recommendations. The report has been prepared by a Nordic project group at Sweco Environment AB on behalf of the Nordic Council of Ministers (formally the Norwegian Environment Agency, Miljødirektoratet).
The objectives of this report have been to:
- Provide an overview of the surface treatment (STM) industry in the Nordic countries.
- Present currently used and potential techniques in the STM sector in the Nordic countries.
- Present the key environmental issues in the STM sector in the Nordic countries.
- Present and describe potential techniques that can be in the consideration of representing BAT in the upcoming review of the STM-BREF that is started in 2020.
Summary
This report has been conducted on behalf of the Nordic working group for Circular Economy (NCE) within the Nordic Council of Ministers, by Sweco Environment. The report is part of the Nordic contribution to the upcoming revision of the BREF document and presents 12 BAT candidates from the Nordic countries (Sweden, Denmark, Finland, Iceland, Norway, The Faroe Islands and Åland).
In the Nordic countries there are 211 STM installations classified as IED installations. Most of the installations are located in Sweden, with the second largest number of installations in Denmark, followed by Finland and Norway. There is one STM IED installation in Iceland, however none in Åland or The Faroe Islands. STM installations in the Nordic region differ in size, complexity and what treatment processes they perform. Some are small businesses with a few employees and others are part of a larger company that may have around 100 employees or more.
The key environmental aspects of the STM sector relate to the use of raw materials, resource use of energy and water, emissions to surface- and groundwater, the generation of solid and liquid wastes and the site conditions following the closure/decommissioning of an STM installation.
The mapping of STM installations and the selection of potential BAT candidates was conducted through a four-step method;
- mapping of all STM installations,
- data collection and primary screening of BAT candidates,
- in-depth study of high potential BAT candidates, and
- final selection of BAT candidates.
After the first three mappings and prioritization stages, which were primarily based on desktop studies and interviews with authorities, a total of 23 companies across the Nordic countries was contacted for additional data collection through interviews. The interviews resulted in 12 BAT candidates and additional four emerging techniques from the Nordic countries. The BAT candidates present techniques focusing on resource use, emissions to water, waste management, circular economy, energy use and energy recovery. Optimisation, closed loop systems, digitalisation and automation are common denominators. The four emerging techniques also relate to resource use, circular economy, automation and digitalisation.
Samman|fattning
Denna rapport är upprättad av Sweco Environment, på uppdrag av den Nordiska Arbetsgruppen för Cirkulär Ekonomi (NCE) inom Nordiska Ministerrådet. Rapporten är en del av det nordiska bidraget till den kommande revisionen av BREF-dokumentet för ytbehandlingsindustrin (STM) och omfattar 12 potentiella BAT-kandidater från de nordiska länderna (Sverige, Danmark, Finland, Island, Norge, Färöarna och Åland). BREF-revisionen förväntas starta 2020.
I de nordiska länderna finns det omkring 211 ytbehandlingsverksamheter som är klassificerade som IED-anläggningar. Majoriteten av anläggningarna finns i Sverige, följt av Danmark, Finland och Norge. Det finns en ytbehandlingsverksamhet som är klassad som IED-anläggning på Island. Inga IED-anläggningar har registrerats på Åland eller Färöarna. Det finns stora skillnader mellan ytbehandlingsverksamheterna gällande storlek, komplexitet och behandlingsprocesser. Många verksamheter är små företag med ett fåtal anställda, medan andra verksamheter är så kallade in house verksamheter (som ingår i en större koncern) med cirka 100 anställda eller mer.
De viktigaste miljöaspekterna inom ytbehandlingsindustrin avser användningen av råvaror, energi och vatten, utsläpp till yt- och grundvatten, alstring av fast och flytande avfall samt platsförhållandena efter avveckling av en ytbehandlingsverksamhet.
Kartläggningen av ytbehandlingsverksamheter och urvalet av potentiella BAT-kandidater har genomförts med en metod i fyra steg som innefattar;
- kartläggning av alla ytbehandlingsverksamheter in Norden,
- datainsamling och primärt urval av BAT-kandidat,
- fördjupad studie av BAT-kandidater med hög relevans, och
- slutligt urval av BAT-kandidater.
Efter de inledande tre stegen, som genomfördes främst genom att studera tillgängliga dokument och intervjua myndighetspersoner, kontaktade Sweco 23 ytbehandlingsverksamheter för att inhämta ytterligare uppgifter. Intervjuerna resulterade i 12 BAT-kandidater och fyra nya tekniker, så kallade ”emerging techniques”, från de nordiska länderna.
BAT-kandidaterna berör slutna system för de industriella processerna, metoder för att optimera processer och öka effektiviteten i resursanvändningen, cirkulär ekonomi, digitalisering och automatisering. De redovisar goda exempel som berör miljöaspekterna resursanvändning, utsläpp till vatten, avfallshantering och cirkulär ekonomi samt energianvändning och återvinning. Dessutom hittades fyra nya tekniker rörande resursanvändning, cirkulär ekonomi, automatisering och digitalisering.
Glossary
| AOX | Absorbable organic halogens |
| AELs | Associated emission limits |
| BAT | Best available technique |
| BATC | BAT conclusions |
| BREF | Best available techniques reference document |
| CETS | European committee for surface treatment |
| CMS | Chemical management system |
| CrVI | Chromium VI / Hexavalent chromium |
| CWW | Common wastewater and waste gas treatment/management systems in the chemical sector |
| EDTA | Ethylenediaminetetraacetic acid |
| EHS | Environmental health and safety |
| EEA | European economic area |
| HF | Hydrogen fluoride |
| IED | Industry emissions directive |
| IPPC | Integrated pollution prevention and control |
| NPE | Nonylphenol ethoxylates |
| Nox | Nitrogen oxides |
| PCB | Printed circuit boards |
| PFOS | Perfluoro-octane sulfonate |
| REACH | Registration, evaluation, authorisation and restriction of chemicals |
| RoHS | Restriction of the use of certain hazardous substances in electrical and electronic equipment. |
| STM | Surface treatment of metals and plastics |
| SVHC | Substance of very high concern |
| VOC | Volatile organic compounds |
| WGC | Common waste gas treatment in the chemical sector |
| WWTP | Wastewater treatment plant |
1 Introduction
1.1 Background
1.1.1 IED and the BREF process
Directive 2010/75/EU of the European Parliament and the Council on industrial emissions (the Industrial Emissions Directive or IED) are the main EU instruments regulating pollutant emissions from industrial installations. The IED was adopted on 24 November 2010, entered into force on 6 January 2011 and had to be transposed by Member States by 7 January 2013.
The IED aims to achieve a high level of protection of human health and the environment taken by reducing harmful industrial emissions across the EU, through better application of Best Available Techniques (BAT). In order to define BAT and the BAT-associated environmental performance at EU level, the Commission organises an exchange of information with experts from Member States, industry and environmental organisations. This work is co-ordinated by the European IPPC Bureau at the EU Joint Research Centre in Seville (Spain). This process results in BAT Reference Documents (BREFs); the BAT conclusions contained are adopted by the Commission as Implementing Decisions. The IED requires that these BAT conclusions are the reference for setting permit conditions.
1.1.2 Existing and upcoming BREF on Surface Treatment of Metals and Plastics
In IED, Section 2.6 of Annex I cover “Surface treatment of metals or plastic materials using an electrolytic or chemical process where the volume of the treatment vats exceeds 30 m3”.
A BAT reference document (BREF) for surface treatment of metals or plastics was adopted in 2006. The BREF document is to be revised so that developments in BAT are considered and new techniques can become part of legislation. The audit is expected to start in 2020.
The existing BREF on STM form the basis of environmental conditions for STM facilities. The PARCOM recommendation 92/4 (PARCOM, 1992) and the HELCOM recommendation 23/2002 Annex 9 (HELCOM, 2002) also include environmental requirements targeting STM facilities.
1.2 Sweco’s assignment
1.2.1 Purpose and scope of work
This report is the result of an assignment carried out by Sweco on the behalf of the Nordic working group for Circular Economy (NCE) within the Nordic Council of Ministers. The purpose of Sweco's project was to provide information on techniques within the surface treatment industry which can be considered as BAT. The project's goal was to update, collect and describe at least 10 BAT examples from the Nordic countries, so that the examples can be used as input for the EU revision of the BREF document for surface treatment of metals and plastics. The result of the project is also intended to be suitable for the first part of the EU process, which will discuss what the main environmental indicators of the sector are, and what techniques should be included in the BAT considerations.
The project deals with surface treatment companies covered by IED. List item 2.6 in Annex I in the IED covers companies which perform surface treatment by an electrolytic or chemical process in which the treatment bath volume is greater than 30 m3. The project does not include heat retardation and pre-treatment for paints (degreasing, pickling, phosphating, chromating, or similar), as these are covered by the BREFs for iron and metal processing (FMP) and surface treatment with organic solvents (STS) industries.
1.2.2 Target group
The target group of this report is the Nordic countries, the European IPPC Office in Seville (EIPPCB), the technical working group for the forthcoming audit (TWG), the European Commission Environment Agency (DG Environment), suppliers of environmental innovations and technical solutions and the surface treatment companies covered by IED.
The Nordic countries can use the report in their efforts to influence European work with determination of BAT. The report can also be used by authorities and the industry in the Nordic countries in the context of the implementation of the BAT conclusions in environmental approvals.
2 Surface treatment sector in the Nordic countries
2.1 Legislation and implementation
2.1.1 Overview
The Industrial Emissions Directive (IED) is the main EU instrument regulating pollutant emissions from industrial activities, including the surface treatment of metals and plastic (STM). IED and the BREF process is described above (1.1.1). In the BREF documents there are BAT conclusions (BATC) which are lifted out and decided upon within a committee. This makes the BATC binding for all EU member states.
For current installations with valid environmental permits, the BATC become binding 4 years after publication. For installations applying for new environmental permits, the BATC must be implemented in the environmental application and at the company immediately after publication. In other words, the 4-year deadline only applies to reassessment of approval.
The current Industrial Emission Directive (IED) (2010/75/EU) entered into force on 7th of January 2013. The introduction of BATC is one of the most important changes that came with this directive. The BATC includes requirements on aspects such as substitution of hazardous substances, energy and raw materials savings, clean technology, waste minimisation measures and environmental management systems.
In general, according to the IED Directive, new BATC must be implemented in the environmental permits no later than 4 years after the adopted BATC have been published, including a reassessment of existing environmental permits. The reassessment shall include all relevant BATC, not only limited to the primary activities since an operator can conduct several different types of activities covered by the IED. In that case, a distinction is made between the primary activities and secondary activities. For example, it can be a large foundry that also have surface treatment activities. This installation has, for instance, the foundry activities as their primary activity, and therefore the BREF on Smitheries and Foundries Industry (SF BREF) applies to the installation as the primary BREF document. However, since the installation also performs surface treatment activities, the STM BREF also applies to the installation as a secondary activity. When new BATC targeting the primary activity are published, both the primary and secondary activities need to be investigated so that it corresponds to the BATC for each activity. When new BATC targeting the secondary activity are published, no such requirement applies.
Horizontal BREF documents, such as Industrial Cooling Systems (ICS), Emissions from Storage (EFS) and Energy Efficiency (ENE), does not have the same legal status as directly binding BATC. They are called horizontal since they can apply to any type of installation.
The implementation of BATC differ between countries where some countries review the environmental permits in accordance with the BATC and some directly transfer the BATC so that they become general binding rules and have the same legal status as environmental permit conditions issued by the examining authorities.
Although Norway and Iceland are not part of the EU, the IED has been implemented across the Nordic region, except the Faroe Islands. The below country-specific summaries present how each Nordic country has chosen to implement the IED.
2.1.2 Sweden
The IED is implemented in Swedish law by general binding rules, mainly in the Ordinance on Industrial Emissions (2013:250), where the BATC are directly transposed as having the same legal status as environmental permit conditions issued by the licensing authorities.
When applying for a new environmental permit, operators are required to present compliance with the BATC during the application process. The BATC are, however, considered a minimum compliance level and the licensing authority may apply more strict permit conditions.
When new BATC are issued by the EC, the operators are required to present how compliance will be met by including a reassessment in the annual environmental report the year after the BATC are published. The BATC are legally binding 4 years after being published.
2.1.3 Denmark
The IED regarding industry is implemented in Danish law through “Miljøbeskyttelseloven” and ”Godkendelsebekendtgörelsen BEK nr 1534” issued 09/12/2019.
Operators are required to present compliance with the BATC during the application for a new environmental permit, in accordance to Miljøbeskyttelseslovens formålsbestemmelser §§ 1 and 3 and chapter 11 in “godkendelsesbekendtgørelsen”. The environmental permit shall be reviewed by the supervising authority when the European Commission decides on new BATC, and revised, if necessary, in order to follow the new BATC.
When new BATC are published that target an installation’s primary activity, the supervising authority reviews the installation’s processes to make sure that the BATC will be followed within four years after being published.
2.1.4 Finland
The IED is implemented through the Finnish Environmental Protection law, Chapter 7 ”Direktiivilaitoksen lupaharkinta” (“Tillståndsprövning i fråga om direktivanläggningar”).
The law states that, in order to meet the requirements of the BAT, emission limits, monitoring requirements and any other environmental permit conditions for IED-installations shall be based upon the BATC. The level of the emission limits stipulated in the environmental permit shall be set for normal operating conditions and not exceed the associated emission limits (AELs) mentioned in the BATC. The HELCOM recommendation 23/2002 Annex 9 (HELCOM, 2002) is also basis for environmental permit conditions in Finland.
The environmental permit shall be reviewed when the European Commission decides on new BATC, and revised, if necessary, in order to follow the new BATC. The STM installation shall, within 6 months from issue of the new BATC, submit an assessment report identifying the need for a revision of the environmental permit. The supervisory authority reviews the assessment report and decides if the environmental permit needs to be reviewed or not. If the permit does not need to be reviewed, the authority notifies the operator of its assessment and the processing of the review matter is completed. If the permit needs to be reviewed, the supervisory authority obliges the operator to submit an application for a review to the licensing authority.
2.1.5 Norway
The IED is applicable in Norwegian legislation through the EEA Agreement. It was implemented in Norwegian legislation on 1 August 2016, in the Pollution Control Regulation (Forurensningsforskriften) Chapters 9 and 36 and in the Waste Regulation Chapter 10. From the time new BAT conclusions are published, the permits must be reconsidered and updated with new requirements within four years.
Annex I to Forurensningsforskriften Chapter 36 corresponds to Annex I in the Industrial Emissions Directive; in Annex I, 2.6 covers” Surface treatment of metals or plastic material using an electrolytic or chemical process were the volume of the treatment vats exceeds 30 m³”.
2.1.6 Iceland
Iceland has implemented the IED directly into Icelandic law through "lög um hollustuhætti og mengunarvarnir" as of June 1st 2017. BATC where implemented into Icelandic law by an ordinance No. 953/2018. For installations, subject to the IED, the permitting authority is The Environment Agency of Iceland or “Umhverfisstofnun”. Each permit is reviewed case by case and must fulfill the BAT conclusions under the IED. For smaller installations, not subject to the IED, the Board of Public Health in the relevant municipal control district issues the permits.
2.1.7 The Faroe Islands
The Faroe Islands are not part of the EU and has not undersigned the EEA agreement, hence the IED Directive has not been implemented.
2.1.8 Åland
The IED is implemented through the Åland’s Regional Law “Ålands landskapslag (2008:124) om miljöskydd”, Chapter 6, regulating permit applications “Prövning av miljötillstånd i fråga om industriutsläppsanläggningar”. The BATC are applied for the issue of new environmental permit conditions.
The environmental permit shall be reviewed when the European Commission decides on new BATC, and revised, if necessary, in order to follow the new BATC. The STM installation shall, within 6 months from issue of the new BATC, submit an assessment report identifying the need for a revision of the environmental permit. If the STM installation identifies such a need, the operator is legally required to apply for changing its environmental permit.
2.2 Installations and production
2.2.1 Overview
In the Nordic countries there are 211 classified IED STM installations, see Table 1. The majority of these are in Sweden, with the second largest number of installations in Denmark and Finland, followed by Norway. There is one large STM IED installation in Iceland, however none in Åland or The Faroe Islands.
In the Nordic countries there are 211 classified IED STM installations, see Table 1. The majority of these are in Sweden, with the second largest number of installations in Denmark and Finland, followed by Norway. There is one large STM IED installation in Iceland, however none in Åland or The Faroe Islands.
Table 1. Surface treatment installations covered by IED in the Nordic region.
| Country/region | Number of installlations |
| Sweden | 95 |
| Denmark | 47 |
| Finland | 46 |
| Norway | 22* |
| Iceland | 1 |
| The Faroe Islands | 0 |
| Åland | 0 |
| Total | 211 |
| *All Norwegian installations covered by a permit, see kap 2.2.5 | |
The STM installations in the Nordic region differ in size, complexity and the treatment processes they perform. Some are small businesses with a few employees and others are part of a larger company that may have around 100 employees or more. Interviews carried out in Sweden show that on average, the Swedish installations have about 12 employees and the indicative value of the companies ranges between < 500–5000 kEUR (UC AB, 2020). The size of the installation affects their ability to focus on environmental aspects, where small businesses generally have less resources for improving their environmental performance (Paulsson, 2020).
In the early 2000s, there was a trend to move and outsource STM installations from Sweden to Eastern Europe. Within the latest years, however, there is a tendency to bring the operations back to the Nordic countries. The Covid-19 pandemic might reinforce this tendency (Paulsson, 2020).
The interviewees of Norway, Finland, Denmark or Iceland have not been able to provide similar market information and data, however Sweco assess the market conditions to be similar to those in Sweden.
The STM industry does not in itself form a distinct vertical sector, as it provides a service to a wide range of other industries. Printed Circuit Boards, PCBs, might be considered products but are widely used in manufacturing, for example computers, mobile phones, domestic appliances, vehicles, etc. The STM industry is complex in size and range of activities. Because of this, some BAT is applicable to all, and other BAT apply only to specific processes.
Metals and plastics are treated to change their surface properties for: decoration and reflectivity, improved hardness and wear resistance, corrosion prevention and as a base to improve adhesion of other treatments such as painting or photosensitive coatings for printing. Plastics, which are cheaply available and easily moulded or formed, retain their own properties such as insulation and flexibility while the surface can be given the properties of metals. Printed circuit boards (PCBs) are a special case where intricate electronic circuits are manufactured using metals on the surface of plastics.
All but a few simple activities require some pre-treatment, such as degreasing, grinding, surface smoothing, pressure cleaning. Pre-treatment is not classified as a core surface treatment activity within the scope of the STM BREF. The pre-treatment is followed by at least one surface treatment and/or coating activity, such as electroplating, anodising or chemical processing (e.g. pickling). After-treatment (finishing) can be done e.g. with (chrome) passivating. All processes have been developed for components hung on racks or jigs; some processes are also carried out on components in rotating barrels, and a few are carried out on reels or large coils of substrate. PCBs have complex manufacturing sequences that may comprise over 60 operations.
The environmental performance and management of the STM installations are usually customer driven, for example if the installation holds certificates according to ISO 14001 (Environmental Management System) and ISO 50 001 (Energy Management System) (Thärning, 2020).
2.2.2 Sweden
In Sweden, there are 74 STM installations classified as IED installations that has STM treatment as their primary activity, with an additional 21 installations where STM activities are carried out but where it is not classified as the installation’s primary activity. A total of 40 installations are supervised by the County Administrative Boards (Länsstyrelsen), with 55 STM installations falling under the supervision of the local municipalities (The Swedish Environmental Protection Agency, 2019).
STM installations with a bath volume of > 1 m3 requires an environmental permit, with smaller STM installlations being required to report their operations to the municipality (Miljöprövningsförordningen (2013:251), n.d.).
The STM installations in Sweden differ in size, complexity and the treatment processes they perform. Some installations are small businesses with a few employees and other installations are part of a larger company and have around 100 employees (UC AB, 2020). Within the electroplating sector, it is common to have around 10-15 employees per installation (Johansson, 2020). Common surface treatment processes are degreasing, varnishing/varnish removal, blasting, drumming, hardening, chemical electrolytic surface treatment, thermal spraying/metal spraying, wet painting and powder coating (Miljösamverkan Västra Götaland, 2012). Many installations operate a mixture of electrolytic and chemical processes (electroplating, anodising or chemical processing), as well as associated activities (workshop, foundry, painting etc.) (Gidlund, 2020).
Some STM installlations in Sweden have old permits based on the previous environmental law in Sweden (the so called miljöskyddslagen), while some installations have new permits issued within the latest years.
The branch organisation for STM installations in Sweden is called Svensk Ytbehandlingsförening, SYF. SYF represents 27 of the IED installations and works actively with informing their members, monitoring industry development and education. In addition, SYF functions as an information channel and referral body towards authorities (SYF, 2020).
The technological suppliers can have an important role to inform and inspire the STM installations to implement new technologies. The suppliers are often more updated on technological advancement than the STM companies and are experts within their field. Therefore, their input and engagement are of great importance for technological advancement – and, in the meantime, the STM installation must be open and clear about their challenges and aspirations to the supplier (Persson, 2020).
Research institutes, such as Swerim, can also inspire and help STM installations to investigate and try out new techniques. For example, Swerim and the Swedish STM company Klarvik are investigating if and how Klarvik’s aluminum hydroxide sludge could be reused as insulation material (Thärning, 2020). Innovation programs, such as Produktion2030, can also spur development. For instance, Produktion2030 and RISE manage a program called Digi-load focusing on digitalisation and automation within the STM industry (Produktion2030, 2020). SYF is a project partner in the project Robotlyftet (“the robot lift”), financed by Vinnova and Produktion2030. This project focuses on automation within the STM industry. The focus is on the steps hanging and picking of products since these are the most personnel-intensive steps. By increasing the degree of automation and digitilisation within these steps, competitiveness can be increased (SYF, 2020). External financing is often crucial for implementing a new, emerging technology, in order to lower the financial risk for the STM company (Persson, 2020).
2.2.3 Denmark
There are 37 STM installations with surface treatment as primary IED activity, and additional 10 installations where IED-STM activities are carried out, but not classified as the installation’s primary activity. Industrial installations are covered by the Order of Environmental permitting and split between two annexes, annex 1 and annex 2. They must be granted an environmental permit by an authority. Larger installations with baths exceeding 30 m3 are covered by annex 1 and regulated according to IED. There are 54 smaller STM installations with baths between 5 and 30 m3 covered by annex 2 and by a simplified permit system. The local municipality is, as a general rule, the approval and supervisory authority (Miljø- og Fødevareministeriet, 2020).
Based upon interviews with municipalities which conducts supervision on more than one company in the STM industry, and interviews with selected STM installations, Sweco concludes that 50% of the 47 STM installations in Denmark use older techniques with little technological development since the existing BREF was issued in 2006. Sweco estimate, however that 35% of the STM installations have some degree of technological development compared to the existing BREF. Frontrunners with a high degree of technological development are assessed by Sweco to the less than15%. In general, there are indications that the industry and companies in Denmark, to some degree, refrain from knowledge exchange with each other.
The branch organization for STM installations in Denmark is called “Netværk for overflader” under Danish Industry (DI).
No information was publicly available, identified through online research or provided to Sweco during telephone interviews regarding:
- An overview of the range of size of the STM installations in Denmark and the type of processes.
- General findings from any national environmental performance and compliance inspection programmes like in Norway.
2.2.4 Finland
There are less than 50 installations classified as an IED installation with primary surface treatment activities. Installations with baths exceeding 30 m3are supervised by the regional ELY-Centre, e.g. North Ostrobothnia, Southwest Finland or North Karelia ELY-Centre. The Centres for Economic Development, Transport and the Environment are local offices of the Finnish government placed in each of the regions of Finland (Centre for Economic Development, Transport and the Environment, 2020). There is a total of 10–15 smaller STM installations falling under the supervision of the municipalities (Kapanen, 2020).
Most of the installations are rather small with only 2–5 employees and there are about 10 larger installations. The majority are between 10 – >50 years old and several perform a mixture of electrolytic and chemical processes (electroplating, anodising or chemical processing), with associated activities including workshop, foundry, painting etc. (Kapanen, 2020). There are many pickling plants (pool, spray and paste pickling) interconnected with metal workshops with nitric acid-hydrofluoric acid being the most widely used in pickling plants (Slotte, 2020).
Interviews with the supervising authorities show that environmental performance vary between different STM installations, however no national environmental performance and compliance inspection programmes (like Norway) has been carried out. Inspection reports are not generally published online and are thereby not easily accessible. Regulatory inspections of the IED-installations are carried out at 1–3 yearly intervals. The time interval between each inspection is based upon a risk assessment.
The branch organization for STM installations in Finland is called the Finnish Galvanic Association (SGY) and was founded in 1967. Its members are specialized in galvanic (electrolytic) and chemical surface treatment of metals. The aim of the association is to increase the knowledge and promote the development of the surface treatment sector. SGY for example publishes and translates literature from the sector, keeps contact with foreign organizations/ associations (e.g. European Committee for Surface Treatment, CETS) and organizes education (Kapanen, 2020).
2.2.5 Norway
In Norway, there are 22 STM installations[1]E.g. chrome plating, chromate conversion coating, chemical passivation. subject to an environmental permit issued by the county governor (fylkesmannen), according to the pollution regulation (forurensningsforskriften) chapter 28, including:
- IED-classified installations where the total volume of treatment vats exceeds >30 m3; and
- installations that fall below the threshold for IED, however with wastewater amounts exceeding 100 m3 / day (24 h) requiring an environmental permit.
There is a total of 165 smaller STM installations that fall below the above operational threshold values and that do not require an environmental permit[2]Except for installations with hot dip galvanizing.. The smaller installations must, however, follow what is stated in forurensningsforskriften, chapter 28, including limit values for different metals in wastewater, pH and requirements for measuring and calculating wastewater discharges. The regulation also includes conditions for storage, securing and labelling of chemicals and hazardous waste, and requirements for provision of secondary containment for the surface treatment process (Miljødirektoratet, 2019).
The most common types of STM installations in Norway are presented in Table 2.
Table 2. Overview and allocation of STM IED installations and smaller STM installations in Norway.
| Surface treatment installation type | No. of installations | Source |
| Galvanization technique (chrome plating, chromate conversion coating, chemical passivation) | 40 | (Norsk Galvanoteknisk Landsforening, 2020) |
| Anodizing technique | 7 | (Olsen, 2020) |
| Powder coating technique (polyester and epoxy paints or combinations of these, which are often referred to as hybrids or mix products) | 140 | (Norsk Pulverlakkteknisk forening, 2020) |
| Total | 187 |
In 2019, an inspection project (tilsynsaksjon) was performed by Miljødirektoratet/Fylkesmannen within the chemical/electrolytical surface treatment industry. 49 installations were included, of which 23 were holding environmental permits from Fylkesmannen. Some of the main findings were that many installations did not document environmental risk assessments and procedures for environmental, health and safety (EHS), which is a regulatory requirement according to the regulation on internal control (Internkontrollforskriften). In more than 40% of the installations, there were violations/remarks concerning discharges to water. Most of these concerned monitoring programs, implementation of measurements and deficiencies in collection basins (Miljødirektoratet, 2019).
The audit concluded that some progress has been made between 2013 and 2019, see Figure 1. The improvements foremost concerned better routines, fewer exceedances of regulatory limits for discharges to water, better routines concerning substitution of chemicals and better overview of the types and quantities of hazardous waste (Miljødirektoratet, 2019).
Figure 1. Results from the inspections in 2019, shows that the trend in galvanizing industry is going in the right direction when it comes to environmental management, but there is still work that remains (Veulemans & Aasheim, 2019).
In Norway, industry initiatives are organized through three branch organizations, with a total of 76 affiliated members from the STM industry as well as technology- and chemical suppliers. The galvanization industry is represented by Norsk Galvanoteknisk Landsforening comprising of 19 members, the anodizing industry is represented by Norske Elokseringsbedrifters Forening comprising of 12 members and the largest branch organisation is Norsk Pulverlakkteknisk Forening with approximatley 45 members from the powder coating industry.
According to the branch organization of the galvanization industry, no new installations has been established in Norway in the last 20 years. With one or two exceptions, investment in the industry has been very modest over the past 20 years. One facillity has continuously expanded and modernized and thus covered more and more of the market's needs in larger series. This company has continued to invest in new technology and certified their operations (ISO 9001 and ISO 14001).
The other companies are small-scale companies that cover the local market and/or cover special needs for certain customer groups. All existing companies have kept up to date with developments in the field of wastewater treatment, and updated their installations with wastewater treatment systems, or have a closed-loop installations, with no or small discharges to the municipal sewer system.
Norsk Galvanoteknisk Landsforening (NGLF) is a member of CETS, an association of national industry associations in surface treatment. CETS deals centrally with BAT developments in the European galvano industry and NGLF continuously disseminates the regulatory information to their members.
2.2.6 Iceland
In Iceland, there is only one classified IED installation, with the primary production of aluminium foils for electrolytic capacitors. The installation is large, with a capacity of electric coating for 90 m3 pots. Production takes place in up to 64 machine sets at a 6000 m2 factory. The operator is supervised by the Environment Agency of Iceland (Umhverfisstofnun) and holds an environmental operating permit issued in 2009. The permit includes requirements for maximum production volume, registration and use of raw materials, monitoring, procedures and reporting. It is notable that the installation is permitted to use seawater in the cooling system, which is pumped directly back to sea.
There are two smaller STM installations falling under the supervision of the municipalities.
2.2.7 The Faroe Islands
There are no registered STM installations in the Faroe Islands.
2.2.8 Åland
There are no registered STM installations in Åland.
2.3 General description of processes and activities
Surface treatment processes are generally carried out sequentially, in process lines made up of a series of vats or activities. A simplified process workflow of a typical process line is presented in Figure 2 (European Commission, 2005).
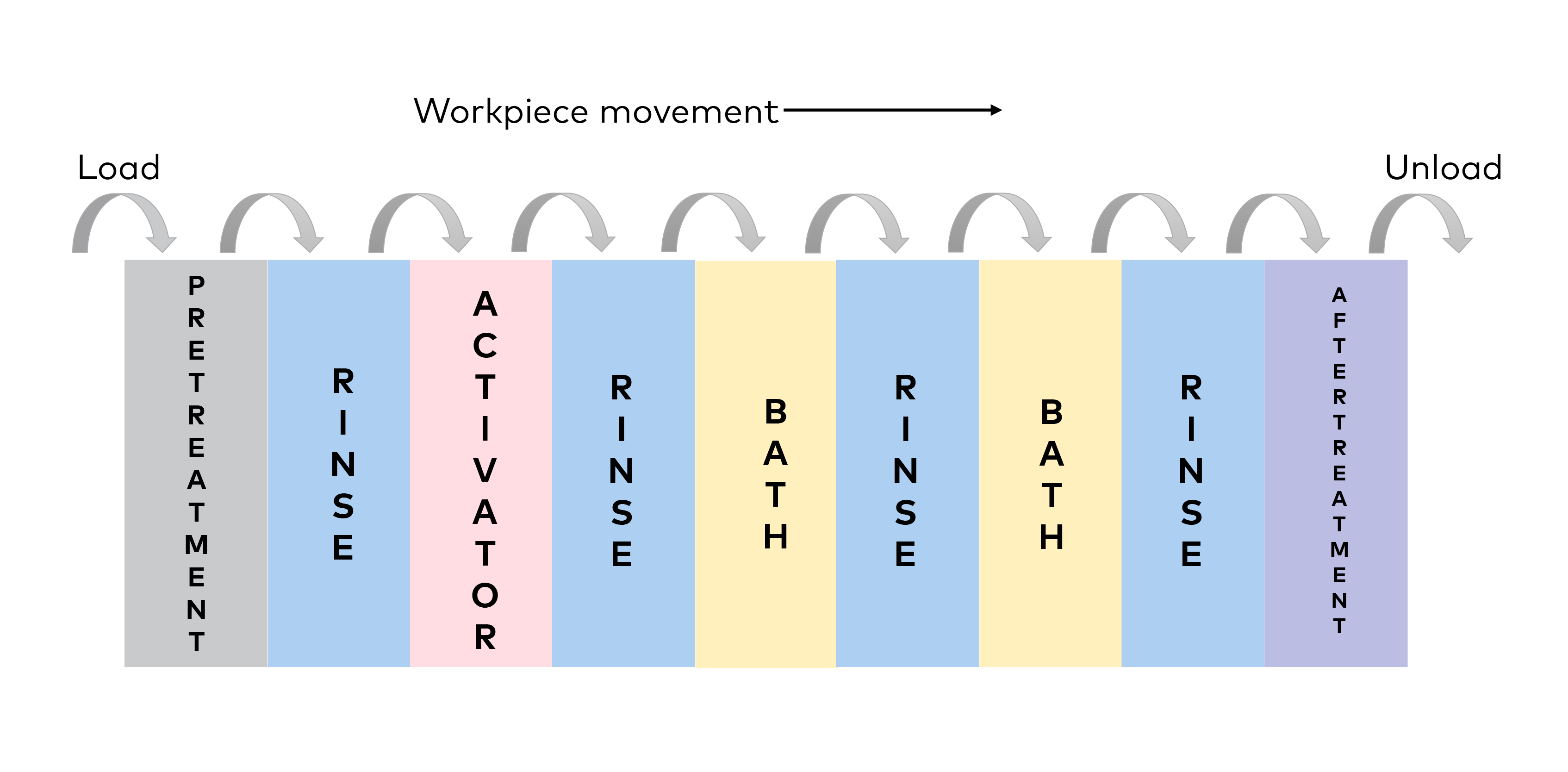
Figure 2. Simplified process line workflow diagram.
The surface treatment process starts with pre-treatment. Most objects are given more than one pre-treatment in order to be clean from dust, swarf and moulding flash, as well as being free from corrosion and grease to ensure uniform application and permanent adhesion of the surface treatment. Cleaning, degreasing and pickling are common pre-treatment processes. The objects are then surface treated with one or more activator or coater in surface treatment baths. Rinsing usually takes place between each surface treatment bath. The process is then followed by after-treatment activities such as drying (European Commission, 2005).
Figure 3 shows a simplified flow chart of a surface treatment bath and associated environmental aspects.
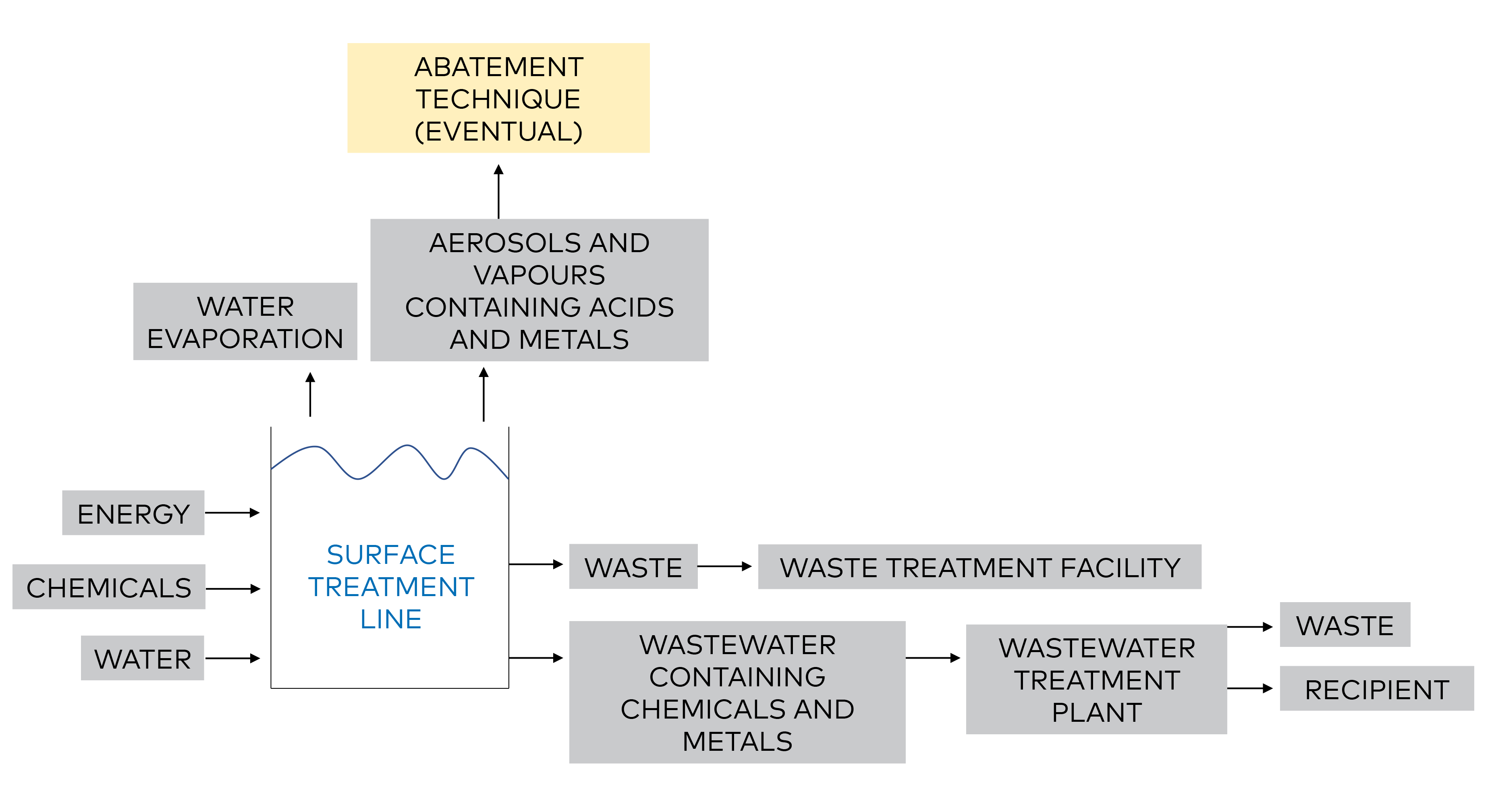
Figure 3. Simplified flow chart of a surface treatment bath and associated environmental aspects.
The inflow to the surface treatment line consists of energy, chemicals and water. Energy is needed to heat the surface treatment baths and the rinsing baths. The surface treatment bath needs to hold a specific temperature for the process to work (Miljösamverkan Västra Götaland, 2012). The temperature needed differ depending on the surface treatment type (SYF, 2016). The rinsing water effect decreases with decreasing temperature (Miljösamverkan Västra Götaland, 2012). Process specific chemicals are added to the surface treatment bath and gives the surface treatment bath its characteristics (Miljösamverkan Västra Götaland, 2012).
The outflow from the surface treatment line includes waste, wastewater containing chemicals and metals, water as evaporation, aerosols and vapours containing acids and metals. Waste generated for instance include used surface treatment bath. The wastewater originates from rinsing and can have a low pH (European Commission, 2005). Usually, the wastewater is treated internally at the STM installation or sent to the municipal wastewater treatment plant. The metals in the wastewater originate from the surface treated objects (Miljösamverkan Västra Götaland, 2012). Aerosols and vapours containing acids and metals are emissions to air. The STM industry is not a major source of emissions to air. Some STM installation implement abatement techniques on emissions to air (European Commission, 2005). Within the STM industry, emissions to air is first and foremost an issue related to work safety (Allemyr & Alenius, 2015).
2.4 Key environmental aspects
2.4.1 Overview
The key environmental aspects of the STM sector relate mainly to the use of chemicals, energy and water, emissions to surface- and groundwater, the generation of solid and liquid wastes and the site conditions following the closure/decommissioning of an STM installation.
Given that the STM process is predominantly water-based, water use and management are the primary factors influencing the final use of raw materials and their loss to the environment. Both in-process and end-of-pipe emission abatement techniques affect the quantity and quality of waste waters and the generation of solid and liquid wastes. Although Sweco has identified several examples of good industry practice, this study has identified a number of environmental incidents/accidents and there is a generally high risk for accidental spills and unplanned releases from wastewater discharges.
Based upon interviews with the majority of STM-related branch organizations in the Nordic region and a review of environmental reports for STM installations, Sweco provides a summary of the key environmental aspects. The following also highlights the environmental parameters generally monitored in STM installations across the Nordic region.
2.4.2 Chemicals and hazardous substances
The chemicals and hazardous substances generally used or generated by STM installations include a wide range of metals and non-metals (e.g. cyanides, hypochlorite, AOX and peroxides), surfactants, complexing agents, acids and alkalis, organic solvents (including halogenated solvents), gases, dusts and wastes. Although these substances could simultaneously affect several environmental media such as water, soil and air, most installations will only use or generate some (and not all) of these substances.
The volumes of metals, acids and alkalis as raw materials and generated as waste products are significant compared to the other chemicals and hazardous substances mentioned above. Several other materials, such as surfactants, are often supplied in proprietary mixes.
Interviews with STM companies show that in order to reduce emissions of hazardous substances, it is important to introduce a systematic approach for handling chemicals, a Chemical Management System (CMS). The purpose of the CMS is to:
- Obtain good control of chemicals and hazardous substances at the site through a chemical and raw materials inventory and a chemical management/handling system.
- Increase the knowledge of chemical and metal characteristics through both general and specific training of employees, including risks and impacts.
- Improve the processes to reduce emissions of hazardous substances, in a systematic way by (1) avoiding usage or production of hazardous substances within the production process or at the industrial installation (2) limiting the usage or production of hazardous substances and (3) to enable efficient preventative measures to avoid or reduce emissions.
A general Chemical Management System follows the classical PDCA-cycle (Plan, Do, Check, Act) as any management system. A systematic approach has also shown to be important in the development of new processes and in the construction of new plants. It will reduce both emissions and abatement costs for end-of-pipe solutions or waste management upstream and downstream the STM installation. The CMS includes preventive measures and an approval process, which are key to reduce emissions of hazardous substances in the longer term and are generally part of new processes, chemicals or raw materials to be introduced at the installation. Interviews with the STM companies and the supervising authorities show that most companies use a systematic handling of chemicals. Several use Excel or web tools with links to saftey data sheets, chemical use and storage management issues.
A review of environmental permits for STM installations show that the permit conditions for the management and storage of chemicals, hazardous substances and waste, are mostly issued as general statements. These statements relate to management and storage practices that reduces the risk for spillage, for example through provision of secondary containment and hardstanding surfaces. Interviews with the branch organisations and selected STM companies also show that provision of secondary containment in process lines and water treatment units reduce environmental impacts and is considered good industry practice.
Interviews reveal the following examples of decreased use and generation of chemicals and hazardous substances since the last BREF in 2006:
- Companies have mainly replaced Chromium(VI) with Chromium(III) and overall, the use of Chromium(VI) and cyanide has reduced considerably. However, there are several hard chromium plating companies (e.g. 7 in Finland) with an authorisation from EU to use Chromium(VI) (EUR-Lex, 2017).
- An anodizing plant has given up doing chromate coating after RoHS directive issued in 2011, however some of the azonium dyes may include chromium.
- Degreasing is carried out with water-based degreasing agents instead of solvent degreasing for all STM installations interviewed.
- The use of additives in pickling baths enables e.g. aluminium persistence (at certain concentration) in the bath to make it more long-lasting. This results in more stable production processes, a reduction in chemical use and better control of water treatment when alkaline solution is removed evenly from the process rather than by larger off-takes.
- Sulphuric acid from the anodizing baths is regenerated with retardation apparatus. It removes the excess aluminium from the sulphuric acid with resin so that refined sulphuric acid can be returned to the anodizing bath, eliminating the need to replace the entire anodizing bath. Although the investment cost is high, the benefits are stable anodizing production, as well as lowered consumption of sulphuric acid and water treatment chemicals.
- Automation of chemical application to baths and monitoring of its chemical components, reducing the excess use of chemicals and extending the durability and lifetime of the process baths.
Although several good examples have been identified, Sweco has noted no development to phase out the below use of hazardous chemicals:
- Boric acid (cas 10043-35-3), included in the REACH candidate list (SVHC). Boric acid is still used by several STM installations since a final solution to substitute boric acid has not been found.
- Nitric acid-hydrofluoric acid used in large volumes in stainless steel pickling operations.
2.4.3 Emissions to water
The key environmental aspect of STM installations is emissions to water, with minimization, recycling and re-use being important issues. Apart from some cooling systems, the major volumes of wastewater are generated by rinsing processes and includes most of those metals, chemicals and hazardous substances mentioned in 2.3.2 Chemicals and hazardous substances. Depending on the process, emissions may contain cyanides (although decreasingly) and surfactants, which have low biodegradability and accumulative effects, e.g. NPE and PFOS. Effluent treatment of cyanides with hypochlorite may result in the production of AOX. Complexing agents (including cyanides and EDTA) can interfere with the removal of metals in wastewater treatment or remobilise metals in the aquatic environment. Other ions, e.g. chlorides, sulphates, phosphates, nitrates and anions containing boron may be significant at a local level.
Interviews with the branch organisations and supervising authorities indicate that closed loop systems with the minimization and reuse of water is preferable to end of pipe treatment solutions. There are also zero discharge wastewater treatment systems, however this does not necessarily mean a closed loop system and usually generate solid or liquid waste for further treatment or recycling.
Process wastewater is usually treated in an onsite wastewater treatment plant (WWTP) applying a batch treatment process and/or flow-through processes. Separation of difficult wastewater streams for specialized treatment is key to the WWTP environmental performance and different treatment methods include, for example:
- pH neutralizing (with sulphuric acid or lye)
- Hydroxide precipitation for metals
- Flocculation
- Lamella sedimentation
- Ion exchange (e.g. nickel-containing rinsing waters)
- Filter press (chamber filter press) for sludges
- Sand filtration
- Active carbon filters
- Membranes with microfiltration, ultrafiltration or reverse osmosis techniques
- Diffusion dialysis
- Electrolysis
- Electrodialysis
- Evaporation
- Crystallisation
A review of the environmental permits for selected STM installations show that the permit conditions generally include specific emission limit values for discharges from the onsite WWTP to the municipal stormwater drainage system or directly to a surface water recipient. Most STM installations are discharging to municipal or other outside WWTPs after treatment at the installations. Very few installations discharge directly to the recipient after own WWTP on-site.
The quality of the discharged wastewaters is monitored with continuous pH and conductivity sensors (with alarm limits) and samples are collected proportionally based upon the wastewater flow. The type of parameters and the level of emission limit values included in the permit conditions vary between different installations and are usually collected daily, unless chemically unstable components require more frequent sampling.
2.4.4 Waste management and circular economy
Most wastes generated from process activities at STM installations are classified as hazardous and include both liquid waste with spent process solutions (and used chemicals) and solid waste as sludges from wastewater treatment plants and treatment of process solutions.
The sludges have high metal content and are generated through different precipitation techniques from the following waste solutions:
- Electrochemical and chemical coating processes.
- Pre- and post-treatment processes (cleaning, pickling, phosphating and chemical conversion).
- Separation and regeneration processes (ion exchange, retardation, dialysis and electrolysis).
- Ancillary activities such as plant cleaning and exhaust scrubbers and filters.
Examples of measures to reduce the discharge of hazardous substances via waste streams may be collection of sub-streams for further waste management, pre-treatment of sub-streams, treatment of waste gas, wastewater streams and emergency management.
Separation of wastewater streams is generally a method that enables separate treatment for different substances. Depending on the local market, the recycling of metals is facilitated when wastewater streams containing different concentrations of metals are separated. Metals commonly recovered include copper, nickel, chromium and zinc. Nobel metals are to a great extent recovered. Separation also makes the recovery of metals from the sludge viable, prevents contamination and follows the idea of circular economy practices through preventing waste, increasing recycled content, promoting safer and cleaner waste streams, and ensuring high-quality recycling.
Based upon interviews with the branch organisations and selected STM companies, Sweco has identified the following integration of circular economy practices in the STM industry:
- WWTP sludges are recycled for use in the mining and metal industry.
- Aluminium hydroxide precipitate can be used for manufacturing of water treatment chemicals; however, an oversupply has been an obstacle for development of this recycling market.
- Material removed from bag filters (fabric filters) in the hot-dip galvanizing process is sent for recycling for use in the manufacture of fluxing agent or utilized in zinc production.
- Spent hydrochloric acid generated during rust removal can be used as a raw material in the fertilizer industry, along with other materials (sludges) removed from pre-treatment.
2.4.5 Energy use and recovery
STM installations mainly use energy for heating processes and drying, however it is also used for cooling, pumps and process equipment, supplementary bath heating, workspace heating and lighting. For installations where electroplating is carried out, however the most significant energy use is driven by the actual electroplating activities rather than the heating and drying processes.
Generally, the building’s maintenance and operation stand for a considerable amount of the energy use. Measures to optimize the energy usage in buildings can therefore be effective energy saving measures. For example, seals, doors, windows, gates, lighting and compressed air leakage contribute to energy use and can be significantly reduced in order to improve energy efficiency (Karlberg, 2020).
The minimization of heat loss from process solutions is normal practice, however the techniques vary depending on the options to re-use heat, the availability of renewable energy supplies and local climatic conditions. Sweco has identified the following energy efficiency measures used across the Nordic region:
- Heat recovery from exhaust air.
- Adding insulation to piping and process tanks.
- Using double skinned tanks.
- Closed steam cycle.
- Pickling and anodizing are exothermic reactions, thus alkaline baths don't need to be heated that much. Anodizing bath needs to be cooled down instead. Heat released from the processes can be used for example in drying of sludges.
- If there are other operations in the same installation/plant area (e.g. foundry), waste heat from those processes can be used for heating the surface treatment baths.
- Monitoring the metal anodes to optimize the electric power.
- Changing hot crystallization to cold crystallization.
Changing hot crystallization to cold crystallization results in less energy use. However, cross-media effects include the introduction of toxic chemicals, such as nickel fluoride and hydrogen fluoride. The concentrations of toxic chemicals in the baths are very low (nickel: 1–2 g/l and fluoride: 1,0–1,2 g/I). The use of nickel catalyst in the bath prevents toxic chemicals to end up in the final product. There are some solutions under development to replace nickel, but those are still facing some problems. Also, nickel can easily be removed from rinsing waters with traditional ion exchange technique (cation exchange technique).
In processes that have a temperature range, the temperature can be controlled to minimise the energy input. For example, operating temperatures may be reduced and processes that require cooling may be operated at higher temperatures.
It is normal practice across the Nordic region to consider energy efficiency during the decision-making process for new investments. Interviews with STM companies and the supervising authorities show that in general, the installations hold no specific permit conditions regarding energy performance. Some permits, however, require the STM installation to perform energy mapping and identify measures to reduce the energy use, including a budget and time frame for implementation. By conducting energy mapping, energy saving measures can be identified. Some STM installations are required by the supervising authorities to conduct energy mapping since they fall under the EU directive EED (2012/27/EU). In Sweden, for instance, this EU directive is applied through law (2014:266) about energy mapping in large companies (The Swedish Energy Agency, 2018).
The Swedish Energy Agency has published a guideline targeting energy efficiency at STM installations. It includes measures on how to optimise energy use in pre-treatment, ovens, process baths and process ventilation (The Swedish Energy Agency, 2017).
Sweco noted that a range of energy management measures are widely applied at STM installations as part of improving the energy efficiency and lower operating costs, for example:
- Energy mapping, analysis and audits.
- Energy efficiency assessments.
- ISO 50001 Energy Management System certification including the development of a policy, specific targets and objectives, monitoring and review for improvement.
- Voluntary energy performance contracts (EPC) involving an Energy Service Company (ESCO) which provides finances and guaranteed energy savings, although this is less common.
2.4.6 Emissions to air
Air emissions from STM installations comprise both point source and fugitive emissions including acid gases, vapours, mists and particulates generated during both chemical and mechanical processes.
In general, STM installations are not a major source of transboundary emissions to air, however some emissions which are locally important are HCl, HF and acid particulates from pickling operations, Chromium(VI) mist released from Chromium(VI) plating, and ammonia from copper etching in PCB manufacture and electroless plating. Metal-containing dust, as a combination of abrasives and abraded substrate, is generated by the mechanical preparation of components. Gases, vapours and mists from the use of oils and VOCs is generated from degreasing, varnishing and hardening processes.
Process lines are provided with fully enclosed air extractions systems and there is also general extraction of the workspaces to capture fugitive emissions. Depending on the type of process, the following abatement and cleaning systems are widely used:
- Local exhaust ventilation (LEV).
- Scrubbers (wet, alkali, water) and adsorption towers.
- Spray towers.
- Non-air agitation and minimization of air mixing to avoid unnecessary chemical emissions to air.
- Low temperature processes.
- Non-cyanide processes.
- Droplet separator.
- Condensation in heat exchanger.
- Cyclone.
- VOC afterburner.
- Separation of ventilation in surface treatment sections from other areas (depressurisation).
- Covered process baths to minimize heat loss and prevent fume evaporation and corrosion to surrounding equipment like hoists.
Interviews with STM companies and the supervising authorities show that in general, the installations have specific conditions regarding emissions of dust, oil mist, NOx and chromium.
2.4.7 Environmental noise pollution
Environmental noise is emitted to the surroundings from a range of process and ancillary activities carried out at the STM installations, for example:
- Loading and unloading of raw materials and finished goods.
- Traffic from transport of raw materials and finished goods.
- Ventilation fans.
- Compressors and heating fans.
Noise reduction measures include adjusting and minimizing delivery times, engineered controls such as installation of silencers to large fans, use of acoustic enclosures etc. A review of a selection of environmental permits show that most STM installations are subject to specific guideline values stipulated in the environmental permits. Noise surveys and mapping are usually carried out as a result of complaints or in preparation for a new investment in the production plant and are rarely stipulated as a requirement in the environmental permits. Noise management plans are, however more commonly required by the supervising authorities.
2.5 Key indicators
2.5.1 Introduction
The purpose of this section is to provide an overview of key environmental indicators, i.e. essential parameters for tracking environmental progress for STM installations. The following environmental permits have been reviewed and summarised in order to identify key indicators common for the STM installations across the Nordic region:
- ProfilGruppen, Sweden.
- Klarvik, Sweden.
- Alvesta, Sweden.
- Calamo, Sweden.
- Säffle Förnickling, Sweden.
- Swedecote Vansbro, Sweden.
- Nordbet, Sweden.
- Arboga Hårdkrom, Sweden.
- Midtjydsk fornikling og forchromning, Denmark.
- Nordic Overfaldebehandling, Denmark.
- Danfoss power solution, Denmark.
- Bjerringbro Fornikling, Denmark.
- Peittaus Nikander, Finland.
- Pinnoitus Helin, Finland.
- Abloy, Finland.
- Dokka Fasteners AS, Norway.
- Bandak NCT AS, Norway.
- Framo Flatøy AS, Norway.
- TDK Foil Iceland, Iceland.
Trends, similarities and differences between the environmental permits have also been explored and are summarised in the text below.
2.5.2 Chemicals and hazardous substances
Across the Nordic region, the STM installations generally have conditions targeting how to store and handle chemicals and hazardous waste. The investigated Norwegian installations shall report the type and quantities of generated waste to the authorities. The Swedish STM installations ProfilGruppen, Klarvik and Alvesta have the same condition in their environmental permits:
“Chemical products and hazardous waste shall be handled in such a way that discharge into the environment must not happen. Storage shall take place on chemically resistant, dense surfaces without floor drains or others drains, located under roofs. Liquid or water-soluble products must be stored within embankment. The embankment must at least accommodate the volume of the largest container plus 10% of the volume of other containers. Chemicals that can react violently with each other shall be kept separate.
The production premises must be designed so that chemical products or hazardous waste cannot reach floor drains or floor drain leading to the municipal sewer network or to the recipient.[1]The quotation is freely translated from Swedish to English by the authors of this report.”
In addition, companies are obliged to report waste to the EU, for example, as a result of the Pollutant Release and Transfer Register. This data is available to the public.
Footnotes
- ^ The quotation is freely translated from Swedish to English by the authors of this report.
2.5.3 Emissions to water
All reviewed environmental permits include conditions on emissions to water, for example levels of phosphorus, nitrogen, suspended solids, pH, oil and metals such as aluminium, lead, iron, copper, Nickle, chromium, chromium(VI), zinc and tin. The timeframe for sampling and averaging the parameters differ and include annual, monthly and daily averages, monthly totals, instant values, and periodic inspections.
Depending on which year the environmental permit was issued, the emission limits vary for chromium and nickel. For Swedish STM installations, older environmental permits from, dated for example 1988 and 1993, allow a maximum monthly average of 1 mg chromium per litre and 1 mg nickel per litre to be emitted to water. More recently issued environmental permits, from 2004, 2007, 2013 and 2014, allow a maximum monthly average of between 0,5–0,1 mg chromium per litre and 0,5–0,1 mg nickel per litre. A summary of chromium and nickel emission limit values (ELVs) are presented in Tables 3 and 4.
Table 3. Examples of permitted emission limits for chromium (Cr) in wastewater discharges, compared to emission limit values (ELVs) in the current STM BREF.
| STM installation | Year of issue | Permitted emission of chromium (max monthly average, mg/l) | ELVs in the current STM BREF (mg/l) | |
| Cr total (Jig, barrel, small scale coil and other processes other than large scale steel coil) | Cr total (Large scale steel coil coating) | |||
| Säffle Förnickling | 1988 | 1 | 0,1–2,0 | 0,03–1,0 |
| Arboga Hårdkrom | 1993 | 1 | 0,1–2,0 | 0,03–1,0 |
| Nordbet | 2004 | 0,1 | 0,1–2,0 | 0,03–1,0 |
| Swedecote Vansbro | 2007 | 0,5 | 0,1–2,0 | 0,03–1,0 |
| Alvesta | 2013 | - | 0,1–2,0 | 0,03–1,0 |
| Calamo | 2014 | 0,3 | 0,1–2,0 | 0,03–1,0 |
Table 4. Examples of permitted emission limits for nickel (Ni) in wastewater discharges, compared to emission limit values (ELVs) in the current STM BREF.
| STM installation | Year of issue | Permitted emission of nickel (max monthly average, mg/l) | ELVs in the current STM BREF (mg/l) |
| Ni (Jig, barrel, small scale coil and other processes other than large scale steel coil) | |||
| Säffle Förnickling | 1988 | 1 | 0,2–2,0 |
| Arboga Hårdkrom | 1993 | 1 | 0,2–2,0 |
| Nordbet | 2004 | 0,1 | 0,2–2,0 |
| Swedecote Vansbro | 2007 | - | 0,2–2,0 |
| Alvesta | 2013 | 0,5 | 0,2–2,0 |
| Calamo | 2014 | 0,5 | 0,2–2,0 |
Some of the reviewed installations in Sweden (Säffle Förnickling, Swedecote Vansbro, Arboga Hårdkrom) and Finland (Abloy) have emission limits on Chromium(VI), where the maximum emitted level is 0,1 mg/l on a monthly average.
2.5.4 Energy use and recovery
STM installations are energy intensive, however it is unusual that the environmental permit includes conditions targeting energy efficiency. There are examples of STM installations in Sweden and Norway that have conditions regarding energy, for example stating that the installation must conduct an energy plan or work with energy efficiency in a systematic way. Some installations have conditions stating how often the energy plan must be updated and communicated to the authorities. In some permits, the content of the energy plan is specified. The Swedish STM installation DOT’s environmental permit from 2006, for example state that “The plan shall include a survey of current energy use, savings measures and other possible energy optimization measures. An account of how the energy management work progresses must be reported in the annual environmental report.[1]The quotation is freely translated from Swedish to English by the authors of this report.” The Norwegian STM installation Framo Flatøy AS’s environmental permit from 2019, for example, state that “The company must have a system for continuous assessment of measures that can be implemented to achieve the most energy-efficient production possible in the plants. Energy consumption shall be calculated and reported annually.[2]The quotation is freely translated from Swedish to English by the authors of this report.”
2.5.5 Emissions to air
Conditions on emissions to air are regulated for some of the investigated STM installations, for example those performing anodization and chrome plating. Regulated parameters can include dust, oil mist, carbon monoxide, carbon and nitrogen oxides. For example, Klarvik (Sweden), Midtjydsk fornikling og forchromning (Denmark) and Danfoss power solution (Denmark) have the same condition on emissions of dust to air: 5 mg/m3 (normal dry gas conditions).
2.5.6 Environmental noise pollution
Conditions on environmental noise limits are included in the environmental permits for STM installations across the entire Nordic region. In Sweden, for example, the conditions on environmental noise generally follows the Swedish Environmental Protection Agency’s guideline values, presented in Table 5. In Finland, for example, the conditions follow the Finnish guideline values on noise pollution, presented in Table 6.
Table 5. Swedish guideline values on environmental noise from industries (The Swedish Environmental Protection Agency, 2020).
| Area | Day (06–18) | Evening (18–22) | Night (22–06) | Saturday, Sunday and bank holiday (06–18) |
| Residential areas, recreational areas in urban areas or in their immediate vicinity, areas intended for care institutions and areas intended for educational institutions | 50 dB(A) | 45 dB(A) | 40 dB(A) | 45 dB(A) |
Table 6. Finnish guideline values on noise pollution (Finlex, 1992).
| Area | Day (07–22) | Night (22–07) |
| Residential areas, recreational areas in urban areas or in their immediate vicinity, areas intended for care institutions and areas intended for educational institutions | 55 dB(A) | 50 dB(A) |
| New residential areas | 55 dB(A) | 45 dB(A) |
| In areas with holiday homes, camping areas, recreational areas outside urban areas and in nature conservation areas | 45 dB(A) | 40 dB(A) |
3 Potential BAT candidates
3.1 Existing BAT techniques
The development of BATs in the STM industry has gradually shifted from end-of-pipe treatment pre-2000 and moving more towards closed-loop systems and advanced rinsing techniques. BATs presented in the existing BREF from 2006 were mainly focusing on reducing the consumption of water and its management, reducing the usage of raw materials, as well as solid and liquid wastes and wastewaters. Over 200 techniques for pollution prevention and control were presented in the BREF from 2006, including the following thematic headings:
- Environmental management tools.
- Installation design, construction and operation.
- General operational issues.
- Utility inputs and their management.
- Drag-out reduction and control.
- Other ways to optimize raw material usage.
- Electrode techniques.
- Substitution.
- Process solution maintenance.
- Process metals recovery.
- Post-treatment activities.
- Continuous coil – large scale steel coil
- Printed circuit boards.
- Air emission abatement.
- Wastewater emission abatement.
- Waste management.
The existing BREF from 2006 does not set or propose emission limit values but suggests consumption and emission values that are associated with the use of a selection of BAT.
3.2 Method for identifying potential BAT candidates
The method used by Sweco to identify potential BAT candidates is based upon a qualitative assessment of new surface treatment processes and emission abatement techniques applied across the Nordic region. The selection process has taken into account the environmental performance of the new techniques and ensures a variety of different types of operations and emission abatement equipment/techniques. The selection process has been carried out through several mapping and screening stages, as presented in the following text.
As stated in section 1.2 Sweco's assignment, the intention was to identify and describe at least 10 BAT candidates.
3.2 Stage 1 – Mapping of all STM installations
All registered IED installations were collected from online national registers. The findings are summarized in Table 7.
Table 7. Number of registered IED-operations across the Nordic region.
| Country | Number of IED installations with surface treatment as a primary activity (secondary activity) | Information source |
| Sweden | 74 (21) | Naturvårdsverket (The Swedish Environmental Protection Agency, 2019) |
| Denmark | 37 (10) | Digital miljøadministration, dma.mst.dk 2020 (Danish environmental protection agency) |
| Finland | 46 (-) | Elinkeino-, liikenne- ja ympäristökeskus (Centre for Economic Development, Transport and the Environment, 2020) |
| Norway | 22 (-) | (Miljødirektoratet, 2020) (Norwegian Environmental Protection Agency) |
| Iceland | 1 (0) | Umhverfisstofnun (The Environment Agency of Iceland) |
| TOTAL | 180 (31) |
No IED installations within the surface treatment industry currently exists in Åland or in the Faroe Islands.
The IED installations were classified by Sweco into categories depending on the type of operations and emission abatement techniques, see section 3.3 Overview of potential BAT techniques/candidates for further details.
3.2.2 Stage 2 – Data collection and primary screening of BAT candidates
The aim of the data collection and primary screening stage was to select BAT candidates with most potential to become a new BAT candidate. This was carried out by assessing:
- New surface treatment and emission abatement techniques compared to the existing Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics, August 2006.
- Environmental performance.
- A variety of operations and abatement techniques representing the Nordic surface treatment industry market.
Information for this screening was collected through:
- Review of results from any national compliance assessment programmes initiated by the supervising authorities in each country. Sweco identified such national initiative only in Norway[1]Tilsynsaksjon performed by Miljødirektoratet/Fylkesmannen in 2019..
- Review of company websites and environmental permits available online.
- Telephone interviews, using a standard questionnaire, with the supervising authorities where most surface treatment operations are located. In Sweden, this included the County Administrative Boards (‘Länsstyrelsen’) in Jönköping, Skåne, Värmland, Kronoberg, Södermanland (Eskilstuna municipality) and Dalarna and represents about 32% of all surface treatment operations in Sweden. Likewise, in Denmark, this included the municipalities of Herning, Kolding, Middelfart, Sønderborg and Aalborg and represents about 40% of all surface treatment operations in Denmark. Approximately 11% of all STM installations in Norway, i.e. 22 IED-installations, were selected for the next screening stage, with no geographical selection carried out. The screening process in Norway was convenient since information on the environmental performance of all installations was found on the national authority’s web page.
No telephone interviews with the Finnish supervising authorities were conducted at this stage. Information was instead primarily collected during a telephone interview with the Finnish Plating Association, which provided an overview of the BAT status and market development of the STM installations in general.
The supervising authorities were requested to highlight good examples with respect to emission abatement techniques. In Finland, a telephone interview with the Finnish Plating association was also carried out to obtain an overview of the STM installations in Finland.
The primary screening resulted in a selection of a total of 69 candidates for the secondary screening process, as presented in Table 8.
Footnotes
- ^ Tilsynsaksjon performed by Miljødirektoratet/Fylkesmannen in 2019.
Table 8. Number of candidates included in the second screening.
| Country | Number of BAT candidates remaining after primary screening | Information source |
| Sweden | 24 | Telephone interviews with several supervising authorities |
| Denmark | 8 | Telephone interviews with several supervising authorities |
| Finland | 14 | Interview with Mr Jaakko Kapanen from the Finnish Plating Association, SGY |
| Norway | 22 | The national emission reporting tool norskeutslipp.no, administrated by Miljødirektoratet |
| Iceland | 1 | Umhverfisstofnun |
| TOTAL | 69 |
3.2.3 Stage 3 – In-depth study of high potential BAT candidates
The aim of the stage 3 in-depth study was to obtain a refined selection and priority list of the BAT candidates, based upon an assessment of documented high environmental performance whilst ensuring a spread of variety in type of new surface treatment and emission abatement techniques. The assessment included interviews with branch organisations, a review of company websites and annual environmental reports/permits.
Telephone interviews with the branch organisations in Denmark, Finland and Norway were carried out to obtain information on the STM industry in general, market development since the last BREF in 2006 and any known industry initiatives to drive the development towards new BAT. Interviews were conducted with the following branch organisation representatives:
- Mr Jim Hansen at the Danish branch organisation (Netværk for overflader).
- Mr Jaakko Kapanen in the Finnish Plating Association, SGY.
- Mr Morten Schjelle and Mr Espen Olsen at the Norwegian branch organization for the chemical and electrolytic surface treatment industry (Norsk Galvanoteknisk Landsforening, NGLF, and Norske Elokseringsbedrifters Forening NEF)
The Swedish branch organization, SYF, refrained from participating in the study. There is currently no branch organization for the surface treatment industry in Iceland.
Based upon the above information, the 69 BAT candidates were classified into ‘High’ or ‘Intermediate’ priority, based upon the following criteria:
High priority – New technologies that are not described in the BREF from 2006.
Intermediate priority – Technological improvements of BATs described in the BREF from 2006.
BAT candidates with low priority were already excluded in the primary screening process.
The secondary screening resulted in a total of 42 candidates for the final screening process, as presented in Table 9.
Table 9. Number of BAT candidates for the final screening process.
| Country | High priority | Intermediate priority |
| Sweden | 11 | 9 |
| Denmark | 2 | 4 |
| Finland | 5 | 5 |
| Norway | 4 | 1 |
| Iceland | 1 | 0 |
| TOTAL | 23 | 19 |
3.2.4 Stage 4 – Final selection of BAT candidates
Sweco initiated contact by email and telephone with all high priority candidates, a total of 23 companies across the Nordic countries. In order to ensure a representative selection of surface treatment and emission abatement techniques, Sweco also initiated contact with some of the intermediate priority candidates.
The company interviews were based upon a questionnaire including more in-depth information on the techniques applied and their environmental performance. During this stage some potential BAT techniques had to be excluded since some companies did not have time to participate. When gaining a deeper understanding of the technologies through the companies, it was also discovered that some BAT candidates was not as new as it was first believed.
The final selection of the BAT candidates is presented in 3.3 Overview of potential techniques/candidates and includes the following geographic spread across the Nordic region (see Table 10):
Table 10. Final selection of BAT candidates.
| Country | Number of BAT candidates |
| Sweden | 8 |
| Denmark | 2 |
| Finland | 2 |
| Norway | 0 |
| Iceland | 0 |
| Total | 12 |
In addition to the above BAT candidates, three emerging techniques in Sweden and one in Finland were identified, see Chapter 4.
3.3 Overview of potential BAT techniques/candidates
As mentioned in Chapter 3.1, the development of BATs in the STM industry has gradually shifted from end-of-pipe treatment pre-2000 and moving more towards cleaner production, reduced use of harmful substances, closed-loop systems and advanced rinsing techniques. In more recent years, the potential BATs have been focusing on completely closing the industrial processes, optimizing the process, increasing resource use efficiency, circular economy practices, increased digitalisation and automation.
The existing BREF from 2006 identifies the following key aspects to take into consideration in the assessment and development of BAT techniques:
- Effective management systems, including the accident/incident prevention for impacts to soils, groundwater and in the event of site decommissioning.
- Efficient raw material, energy and water use.
- The substitution of chemicals by less harmful substances.
- Minimisation, recovery and recycling of wastes and waste waters.
This review of new BAT candidates in the Nordic STM sector shows that new technology addresses the majority of the above environmental aspects. In addition, a transition towards an increased use of digitalisation and automation of the industrial process to improve the efficiency of resource use and to reduce emissions to water and air has been identified. Circular economy practices have been developed in recent years within several companies interviewed being at the early stage of commercialising BATs involving, for example the recycling of metal-containing sludges which is possible due to chemical suppliers focus to provide more environmentally friendly raw materials in speciality chemicals. This change means less harmful components from chemicals into solid wastes.
The potential BATs identified are listed in Table 11, with more detailed information on each BAT candidate included in appendix A–L. The EU BREF guidance 10 heading system was used when describing each BAT candidate.
Table 11. Potential BAT candidates.
| BAT description | STM installation | Country | Key environmental aspects | Appendix |
| Automation of chemical dosage | Bjerringbro Fornikling Nordic Overfladebehandling Danfoss | Denmark | Chemicals and hazardous substances | A |
| Digitalisation and mapping of resource use | Bjerringbro Fornikling Midtjydsk Fornikling | Denmark | Energy use and recovery Emissions to water | B |
| Purifying the hard chromating surface treatment baths from pollutants using ion exchangers and evaporators | Arboga Hårdkrom | Sweden | Chemicals and hazardous substances Waste management and circular economy Energy use and recovery | C |
| Recirculating rinsing water from etching and surface treatment to surface treatment baths | Arboga Hårdkrom | Sweden | Emissions to water | D |
| Circulating cooling water in a closed loop system | Arboga Hårdkrom | Sweden | Energy use and recovery. Emissions to water | E |
| Recycling of pressed aluminium hydroxide sludge | ProfilGruppen | Sweden | Waste management and circular economy | F |
| Optimising the ventilation for increased energy efficiency | Arboga Hårdkrom | Sweden | Energy use and recovery | G |
| Using excess heat for the local district heating | ProfilGruppen | Sweden | Waste management and circular economy | H |
| Recycling of degreasing bath water for pH-adjustments in rinsing baths | Cromtjänst | Sweden | Waste management and circular economy | I |
| Closed-loop wastewater treatment plant with vacuum evaporator | Husqvarna AB Cromtjänst | Sweden | Emissions to water Waste management and circular economy | J |
| Atotech - Combining Sig Sigma and Lean methodologies with wastewater batch treatment processes | Abloy | Finland | Emissions to water | K |
| Wastewater treatment with electrolysis | Pinnoitus Helin | Finland | Emissions to water | L |
4 Emerging techniques
Emerging technique means a novel technique for an industrial activity that, if commercially developed, could provide either a higher general level of protection of the environment or at least the same level of protection of the environment and higher cost savings than existing best available techniques.
Sweco’s review identified four emerging techniques from Finland and Sweden. The first two techniques concern waste management and circular economy, but also contributes to minimizing wastewaters containing soluble metals, increasing energy efficiency, minimizing chemicals use and water use. The second two techniques concerns digitalisation and automation, contributing towards increased competitiveness, health and safety of personnel, energy efficiency, product quality, flexibility and customer satisfaction.
4.1 EPSE™ method
The company EPSE Oy in Finland, specializing in the treatment of industrial hazardous waste and mining wastewaters containing soluble metals, has received EU Horizon 2020 funding for their technique called the “EPSE™ Method”, patented in 2011. The technique is a newly developed chemical process for single-stage separation of metals from wastewater (EPSE, 2020). The technique is for example being implemented at the STM installation Peittaus Nikander Oy in Finland (Nikander, 2020). Stainless steel pickling process waste waters treatment plants, among few other similar sites, are licensed to use the method. Traditional STM include for instance Ni, Cu, Sn, elZN platings where the method is still in test stage. The technique is an emerging technique that is close to market ready and where commercialization is ongoing. Studies about the EPSE method are to be published soon (Viskari, 2020).
The key advantages with this single-stage chemical process are the low cost of investment required, the insoluble multi-metal precipitate and that it has a flexible application. The process can be applied in wastewater treatment process with continuous operations and/or batch process, according to the company developing the method. The cost of the technique includes a monthly license fee (EPSE, 2020).
The process includes three steps; EPSE chemical treatment, pH-adjustment steps, and separation of soluble metals, see Figure 5. In the first step the wastewater is pH adjusted (pH < 3) e.g. with sulphuric- or hydrochloric acid. In the next step the water containing soluble metals is treated with the so called EPSE Method™. After this there is a pH-adjustment (pH approx. 10) with lye or lime. The separation of metals follows traditional flocculation and clarification stages and isassisted/helped with settling and lamella clarifiers. The insoluble multimetal precipitate can then be recycled or thermally treated. The treatment could be also used as a pre-treatment of STM products e.g. as a reverse osmosis (RO) step (Viskari, 2020).
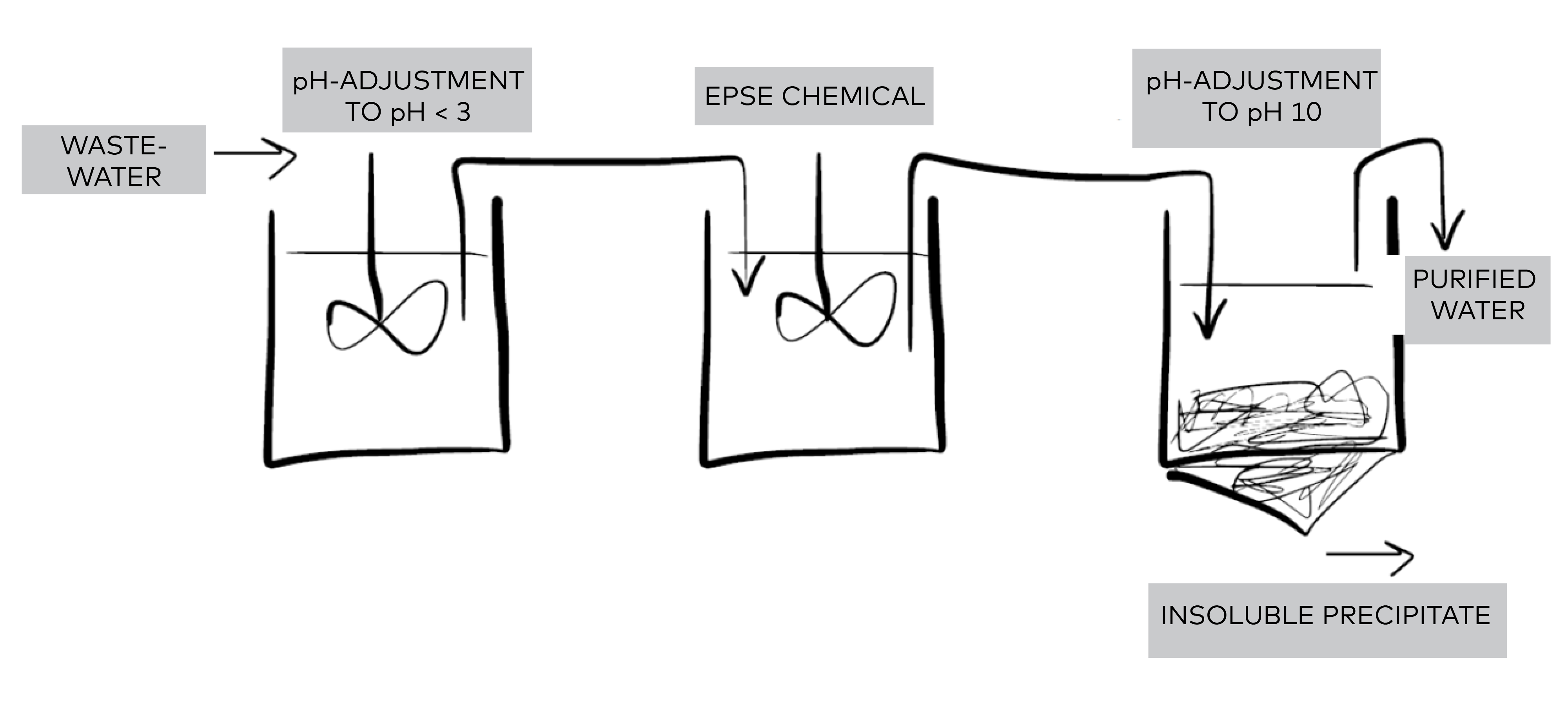
Figure 4 The process steps of the EPSE™ Method.
Achieved environmental benefits are:
- Resource efficiency: the multi-metal precipitate created as a result is insoluble and exploitable. Precipitated metals can be recycled with beneficial effects such as enabling “Urban Mining” and a Circular Economy.
- Use of chemicals: Smaller chemical consumption hence the method requires small dosing of EPSE chemical, and no polymers are needed.
- Savings in energy use: the method can be applied directly to cold water and no pressure is needed.
- Water consumption: EPSE treated water can be reused in many industrial applications.
The method is supposed to work on all metals with a single round of treatment. The metals treatable with the EPSE™ Method is marked red in the periodic system in Figure 5 (EPSE, 2020).
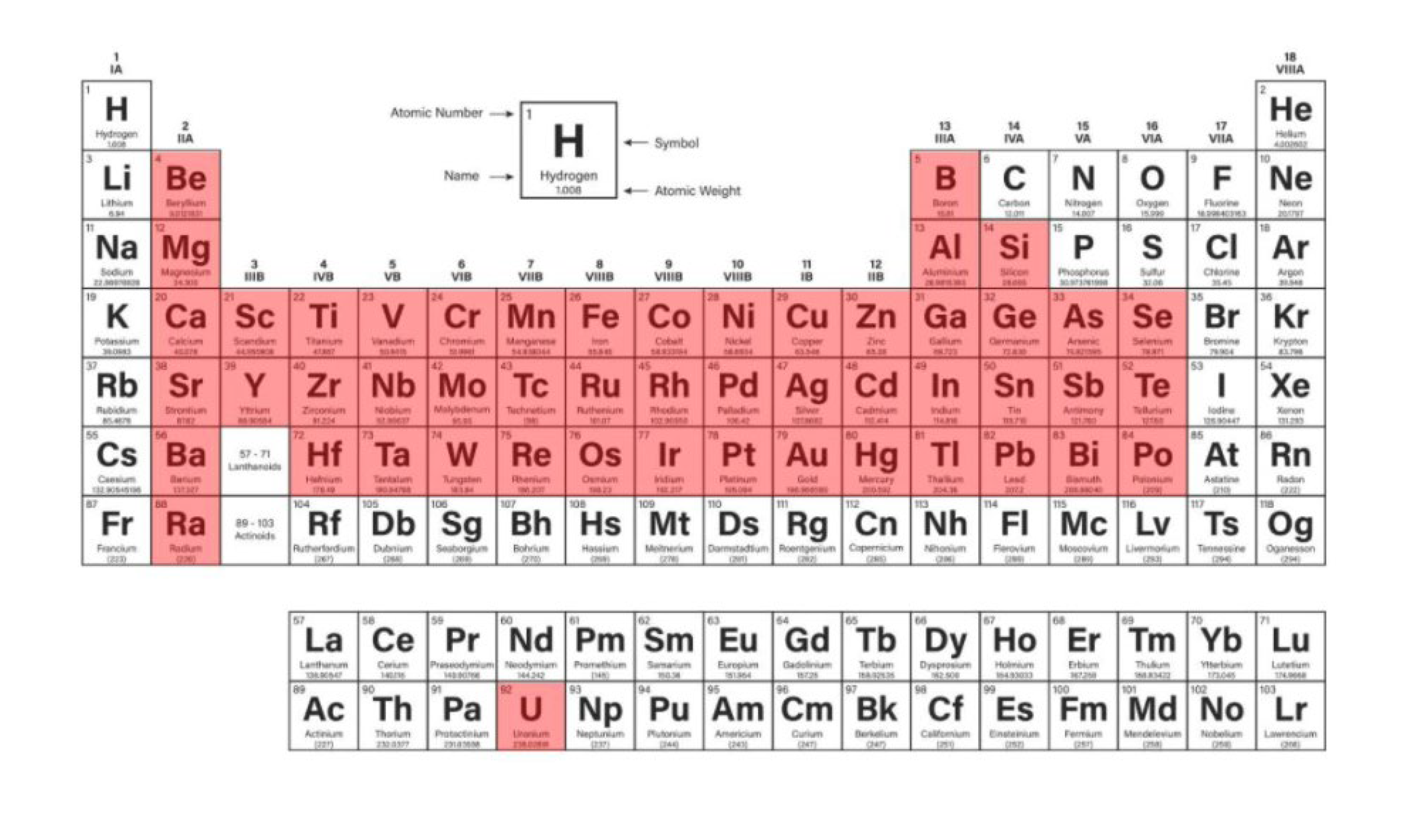
Figure 5. The metals that are marked red represent the metals which can be treated by the EPSE™ Method.
Wastewater treatment has been working very well with EPSE-treatment. Treated water contains typically less metals than previously used methods. Trial demonstrations of industrial hazardous waste has indicated a 99 to 100 % reduction of metals in the effluent water (Viskari, 2020).
Reduction per metal:
| Silver: -100% | Nickel: -100% | Iron: -99,98% |
| Chrome: -100% | Chrome VI: -99,86% | Zinc: -100% |
| Copper: -100% | Tin: -100% | Lead: -100% |
Chlorides and wastewater should be oil free to get a high reduction of metals impurities since the technique doesn’t precipitate chlorides or oils. The technique is found to be less efficient on sulphates, but it can be used as a pre-treatment for desalting processes (for example RO-units) (Viskari, 2020).
The method suits particularly well acidic wastewater containing soluble heavy metals such as copper, chromium and arsenic (EPSE, 2020). It was initially designed to meet the needs of the mining industry and has developed to be implemented within the STM sector (Viskari, 2020).
Other technical considerations are:
- The process doesn’t need complex equipment or instruments.
- The effectiveness is not dependent on metal concentrations and works well with high as well as low metal concentrations. It does not require any specific flow rate and can be applied to continuous run as well as to a batch process.
- It functions in low temperatures and is not dependent on temperatures.
- Chemical dosing is not very sensitive, but professional help support is needed to adjust the working window and ensure good follow-up.
- Chromium(VI) in low concentrations can be captured. More studies on hard chrome platers wastewater treatments are needed where chromium(VI) have high concentrations.
- It captures most of the metals in a short time.
- It could be applied using a Mobile EPSE (pilot container arrangement).
- The technique doesn’t work solely for chloride bearing waters.
Investment costs are rather low since it does not require a large-scale investment in equipment and can often be directly integrated into existing equipment. Operational costs consist of the license fee and chemical costs. Chemical costs are lower than in “traditional” chemical treatment, because of the polymer free process. Treated waters can be circulated back to the process which can cause savings in water use. Treatment costs for hazardous waste can be smaller, thus metal precipitate formed in the process is insoluble and exploitable. There are also possible savings in energy use; no pressure is needed and the treatment doesn’t require extra heating (Viskari, 2020).
4.2 Recycling aluminium hydroxide sludge for use in mineral wool insulation
The STM installation Klarvik in Sweden have, together with Swerim, initiated a project to recycle the aluminium hydroxide from Klarvik’s onsite wastewater treatment plant (WWTP). The sludge can be used for making mineral wool, which is used for insulation in buildings. The driving forces for wanting to implement this technology is both economic and environmental (Thärning, 2020).
Klarvik is a STM installation focusing on treatment processes regarding aluminium (Klarvik, 2020). Swerim is a Swedish research institute for the mining, steel and metal industry. Their focus is on fossil free processes and circular economy (Swerim, 2020).
The aluminium hydroxide sludge, also containing other chemicals and metals from the process, is generated by the onsite WWTP and originally arises from the etching of aluminium. Although current legislation classifies the sludge as non-hazardous waste, STM installations generally send the sludge to landfill at a cost of about 500 SEK per ton. Klarvik have a comparatively small process where about 160 tons of sludge is being generated annually, however larger STM installations can generate significantly larger volumes of sludge annually.
The recycling of the aluminium hydroxide sludge reduce the costs for landfill and a more circular economy is generated where the sludge is treated as a resource (Thärning, 2020).
A condition for the technique to function is to have an onsite WWTP that generates a sludge with high dry content, being the main reason for Klarvik investing in new wastewater treatment processes. In addition, relevant competence and training on how to manage the onsite WWTP is crucial to obtain a sludge of sufficient quality for reuse (Thärning, 2020).
Klarvik and Swerim hope that the technology will be possible to implement, however further investigations are required to improve the metal hydroxide content and quality of the sludge. Hence, Klarvik and Swerim has applied for external financing from the Swedish Innovation Agency, Vinnova (Thärning, 2020). The application was approved in November 2020 (Sjöström, 2020). The total budget for the project is about 4,5 million SEK where the costs are mainly related to time, resources and lab analyses. The installation representative states that should the aluminium hydroxide sludge not be fit for reuse in mineral wool production, it is highly likely that the sludge will have sufficient quality for reuse in other applications and markets (Thärning, 2020).
4.3 Digi-load
A Swedish project, Digi-load, focuses on strengthened competitiveness in the Swedish surface treatment industry through automation and digitalisation of new and existing STM equipment for hanging and picking of goods (Ireholm, 2020). The project consortium comprises of industry representatives, branch organizations, academia and technology providers, and was granted 12,8 MSEK (40 % co-financed with national funds from Produktion2030 and 60 % co-financed by the industry) for the 3-year project carried out between 2017-2020.
The project puts forward three testbeds, including two physical testbeds for existing technology such as traditional robots and cobots (collaborative robots) with sensory and vision systems, as well as a virtual testbed with focus on simulation, optimization and digital twin (see further description on section 4.5) (Ireholm, 2020).
The physical testbeds, “The robot valley”, Mälardalen University and ABB. has piloted how a traditional robot combined with vision and sensor technology can be utilized to hang and place goods on a moving conveyor, as well as “The Paint Center” where RISE has piloted how a cobot can be utilized for cost-efficient hanging and picking of small and large components (Ireholm, 2020).
Key results and findings from the Digi-load project are;
- The industry welcomes automation and digitalisation of hanging and picking in STM lines.
- Key arguments for transitioning into the autonomous process are; improved competitiveness, social sustainability (ergonomics-, safety- and less handling of bulky goods for personnel), improved product quality and production optimization.
- The utilization of traditional robots is today a relatively large investment that smaller STM installlations might not have the financial capacity to adopt. The use of less investment heavy robots could potentially be a more feasible alternative, but further research and technology development is needed before a market-ready concept can be put forward.
- Technology development of robotic gripping tools, sensory systems and traditional robots could potentially make the technology more feasible in the future.
- Further research needed to make a generic automation solution, applicable to multiple STM lines and goods. Some customization of the systems is still required today.
The project manager reports that if the research and the technological development continues, it is potential for large industrial advancements within the STM industry in the next 4 to 5 years, regarding automation and digitalisation (Ireholm, 2020).
4.4 Simulation of Electrocoating for Optimization
The research centre for industrial mathematics Fraunhofer-Chalmers, based at Chalmers Science Park, Gothenburg, Sweden, have together with RISE IVF, Volvo, Scania, Swedecote, Provexa Technology, Proton Finishing, IKEA and Industrial Path Solutions initiated a project on developing software to simulate electrocoating. The main goal of the project is to develop methods, techniques and software, and supporting measurement methodology, for simulation of electrocoating and other electrolytic surface treatment processes such as electroplating (galvanization). The project has been granted funding from Vinnova and will end in November 2023. The total project budget is 7.9 million SEK (Edelvik, 2020 a)).
The project requires expertise in computational fluid dynamics, in particular multi-phase flows, electrostatics and high-performance software development (Edelvik, 2020 a)).
To meet the future demands on fast adaption and tailored solutions for new material combinations and products there is a great need to improve the production preparation process within STM installations. The lead time for new models has been substantially reduced in the past years and simulation is seen as one of the major enablers to realize an ever-decreasing lead time for new products. The project will result in software for electrocoating simulation that support and accelerate the ongoing work with current and future products and processes with respect to (Edelvik, 2020 a)):
- A reduction of the lead time in product development.
- A reduction of the energy consumption in surface treatment through process optimization.
- An increased product quality, flexibility and customer satisfaction through the ability to predict and optimize the manufacturing result prior to start of production.
- A reduced need for physical testing and removal of early prototypes.
- An increased competence level of the paint process engineers through education and use of the resulting software tools, thereby ensuring competitiveness and jobs in Sweden.
For example, simulation can help identifying methods to optimize the emptying of liquids from the products that has been in a surface treatment bath. This result in cleaner surface treatment baths and an optimized chemical use since less chemical contamination takes place between baths. In other words, simulation can optimize the electrocoating process and decrease environmental impact (Edelvik, 2020 b)). Furthermore, the risk for unforeseen costs and quality problems are reduced through the possibility to perform analyses and optimization in the early stages of product development. The goal is that the commissioning time for the electrocoating processes of new car or truck models, as well as other products, are reduced by 20 %. In addition, the flexibility to handle a large number of product variants is increased. Furthermore, the environmental impact will be reduced since significantly less prototypes need to be built and physically tested. The possibility to identify and solve fluid access and drainage problems, and reduce the level of phosphate contamination, will help to improve the quality of E-coat finish and corrosion protection (Edelvik, 2020 a)).
The research project is part of a larger research initiative on creating a virtual paint shop. The 2025 vision for the research on the virtual paint shop is to radically revolutionize surface treatment in Swedish industry by developing simulation tools that make it possible to completely automate the product preparation process in the paint shop. This is an extremely complex problem but if it succeeds it would dramatically improve the productivity and reduce the environmental impact during both product preparation and production. This vision will be realized in several steps and the current project is an important step forward and will form the basis for future activities and projects (Edelvik, 2020 a)).
References
Allemyr, H., & Alenius, K. (2015). Bilaga B - Miljökonsekvensbeskrivning, Swedecote AB, Ansökan om nytt tillstånd enligt miljöbalken för ny ytbehandlingsanläggning i Hillerstorp, Gnosjö kommun. Jönköping: Sweco.
Centre for Economic Development, Transport and the Environment. (2020). Excel file on STM installations in Finland. June: 23.
Edelvik, F. (2020 a)). Application within FFI Sustainable Production - Virtual PaintShop - Simulation of Electrocoating.
Edelvik, F. (2020 b), October 22). Vice Director, Head of Department of Fraunhofer-Chalmers. (L. Lundström, Interviewer)
EPSE. (2020). EPSE Method. Retrieved from https://www.epse.fi/en/epse-method/
EUR-Lex. (2017). Summary of European Commission Decisions on authorisations for the placing on the market for the use and/or for use of substances listed in Annex XIV to Regulation (EC) No 1907/2006 of the European Parliament and of the Council concerning the Registration. Retrieved from https://eur-lex.europa.eu/legal-content/EN/TXT/?toc=OJ%3AC%3A2017%3A348%3ATOC&uri=uriserv%3AOJ.C_.2017.348.01.0006.01.ENG
European Commission. (2005). Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics.
Finlex. (1992). 993/1992: Stadsrådets beslut om riktvärden för bullernivå. Retrieved from https://www.finlex.fi/sv/laki/alkup/1992/1992099
Gidlund, J. (2020, October 9). Senior environmental consultant, Sweco. (L. Lundström, Interviewer)
HELCOM. (2002). Convention on the protection of the marine environment of the Baltic Sea Area, 23/2002 Annex 9. Retrieved from https://www.helcom.fi/wp-content/uploads/2019/06/Rec-23-7.pdf
HELCOM. (2002). HELCOM Recommendation 23/2002, Annex 9. Retrieved from https://www.helcom.fi/wp-content/uploads/2019/06/Rec-23-7.pdf
Ireholm, C. (2020, November 4). Project manager o Digi-load, RISE, Sweden. (A. Hederén, Interviewer)
Johansson, P. (2020, October 16). CEO, Cromtjänst. (A. Hederén, Interviewer)
Kapanen, J. (2020, September 8). Finnish Plating Association (SGY). (V. Skinnari, Interviewer)
Klarvik. (2020). Ytbehandling - För skydd och dekor. Retrieved from http://klarvik.se/verksamhet/ytbehandling/
Miljø- og Fødevareministeriet. (2020, October 1). Digital MiljøAdministration. Retrieved from https://dma.mst.dk/
Miljødirektoratet. (2019). Oppsummering av resultater for aksjon galvano 2019. Miljødirektoratet rapport M-1499.
Miljødirektoratet. (2020). Totale utslipp til luft i Norg. Retrieved from https://www.norskeutslipp.no/
Miljöprövningsförordningen (2013:251). (n.d.). Retrieved from https://www.riksdagen.se/sv/dokument-lagar/dokument/svensk-forfattningssamling/miljoprovningsforordning-2013251_sfs-2013-251
Miljösamverkan Västra Götaland. (2012). Tillsynshandledning Verkstadsindustriers ytbehandling. Retrieved from http://extra.lansstyrelsen.se/miljosamverkan/SiteCollectionDocuments/Publikationer/2012/2012-%20tillsynshandledning-verkstadsindustriers-ytbehandling.pdf
Nikander, M. (2020, October 2). Peittaus Nikander Oy. (V. Skinnari, Interviewer)
Nordic Council of Ministers. (2002). DEA – an aid for identification of BAT in the inorganic surface treatment industy. TemaNord 2002:525. Copenhagen: Nordic Council of Ministers.
Norsk Galvanoteknisk Landsforening. (2020, October 10). NGLF. Retrieved from http://www.nglf.no/
Norsk Pulverlakkteknisk forening. (2020, October 8). NPLF. Retrieved from https://www.nplf.no/om-nplf/
Olsen, E. (2020). Norske Elokseringsbedrifters Forening. Norge: Hunndalen.
PARCOM. (1992). PARCOM Recommendation 92/2. Retrieved from https://www.ospar.org/documents?d=32490
Paulsson, A. (2020, October 8). Environmental consultant, Sweco. (L. Lundström, Interviewer)
Persson, V. (2020, October 16). Quality and environmental manager, DOT. (L. Lundström, Interviewer)
Produktion2030. (2020). Projekt: Digi-load. Retrieved from https://produktion2030.se/projekt-digi-load/
Sjöström, U. (2020, November 3). E-mail, Swerim.
Slotte, E. (2020, October 8). Supervising authority, Southwest Finland ELY-Centre. (V. Skinnari, Interviewer)
Swerim. (2020). Swerim. Retrieved from https://www.swerim.se/
SYF. (2016). Köpa ytbehandling. Retrieved from http://www.syf.se/Filer/Guide_ytbeh_v0.pdf
SYF. (2020). Den kemiska och elektrolytiska ytbehandlingsindustrins branschorganisation. Retrieved from http://syf.se/
SYF. (2020). Projektsammanfattning Robotlyftet 2017-2020. Retrieved from http://www.syf.se/Filer/Robotlyftet/Projektsammanfattning%20Robotlyftet%202017-12-03.pdf
The Swedish Energy Agency. (2017). Använd energi mer effektivt vid ytbehandling. Retrieved from https://www.energimyndigheten.se/contentassets/0084c37dc67c4680b4cf132b9d749d11/anvand-energi-mer-effektivt-vid-ytbehandling.pdf
The Swedish Energy Agency. (2018). Lagen om energikartläggning i stora företag. Retrieved from https://www.energimyndigheten.se/energieffektivisering/jag-vill-energieffektivisera-min-organisation/energikartlaggning/energikartlaggning-i-stora-foretag/
The Swedish Environmental Protection Agency. (2019). IUV-anläggningar. Retrieved from https://www.naturvardsverket.se/upload/stod-i-miljoarbetet/vagledning/industriutslappsdirektivet/iuv-anlaggningar-20191128.xlsx
The Swedish Environmental Protection Agency. (2020). Buller från industrier . Retrieved from https://www.naturvardsverket.se/Stod-i-miljoarbetet/Vagledningar/Buller/Buller-fran-industrier/
Thärning, J. (2020, October 6). Quality and environmental manager, Klarvik. (L. Lundström, Interviewer)
UC AB. (2020). Branschfakta - Provexa 2020.
Veulemans, M., & Aasheim, R. (2019). Overflatebehandling mindre farlig for miljøe. Retrieved from Miljødirektoratet: https://www.miljodirektoratet.no/aktuelt/nyheter/2019/november-2019/overflatebehandling-av-metaller-mindre-farlig-for-miljoet/
Viskari, I. (2020, October 21). EPSE. (V. Skinnari, Interviewer)
Appendices
Appendix A – Automation of chemical dosage
Description
Automatic dosage of chemicals.
Technical description
Automatic dosage of chemicals optimises chemical use, by using instruments that can add precise and optimised amounts of chemicals to the surface treatment process. The dosage is optimised by measuring the surface area of the item and use that information to plan the surface treatment process, instead of controlling the process based on the weight of the object.
Both liquid chemicals and dry chemicals can be automatically dosed. For dry chemicals, the dosage machine is placed above the surface treatment baths. This require space; the machine sometimes needs a couple of meters. For liquid chemicals, pumps and tubes are used to transport the chemicals from their container to the surface treatment baths.
Achieved environmental benefits
The main environmental benefits with the technique are that the amount of resources used in the process are minimized and that the technique reduce the amount of excess chemicals.
Other benefits are that the quality and reproducibility of the production are increased. Since less manual handling is needed, worker safety is also increased.
Environmental performance and operational data
No specific data has been available.
Cross-media effects
The cross-media effects of this technique are assessed as small. The dosage machines require energy. As with all chemical handling, there is a risk of spillage.
Technical considerations relevant to the applicability
The technique is relevant throughout the sector, but relevance increases for end-products with high quality customer requirements.
Economics
Investment costs include technical equipment. Cost savings are possible, since less chemicals need to be purchased. No specific data has been available.
Driving force for implementation
The main driving forces for implementing the technique are meeting customer quality demands and reducing costs for raw materials.
Example plants
Bjerringbro Fornikling, Denmark.
Nordic Overfladebehandling, Denmark.
Danfoss, Denmark.
References
Nielsen, H. (2020, October 23). CEO, Bjerringbro Fornikling. (B. Cederberg-Krohn, Interviewer).
Nielsen, L. (2020, October 26). CEO, Nordic Overfladebehandling. (B. Cederberg-Krohn, Interviewer).
Oechsle, R. S. (2020, October 12). Environment, Health and Saftey Engineer, Danfoss. (B. Cederberg-Krohn, Interviewer).
Appendix B – Digitalisation and mapping of resource use
Description
The technique enables digital monitoring of the STM installation’s use of water and energy. The monitoring requires installing of measuring equipment.
Technical description
The technique enables monitoring of water and energy use to identify resource consuming workflows and machinery. Data and statistics are collected and compiled using different software. The results are used to set targets and implement measures to improve resource efficiency.
When monitoring water, a flow meter is installed in every tap. The flow and water consumption are shown on the tap and collected in the computer program for statistics. In addition, the current total water flow can be shown on a big screen in the production hall in order to increase employee awareness of water consumption.
When monitoring energy, the energy use in machinery and heating systems is measured and the data is collected in a software program.
Achieved environmental benefits
The main potential environmental benefit is reduced water and energy use. For instance, the technique draws attention to water use and identifies workflows with high water usage. The consumption can be analysed and remedied. STM installations which have implemented the technique report that employees are more inclined to turn off taps when they know how much water is used and saved.
Measuring energy use can identify power-consuming machinery and workflows where for example heat loss can be identified. High consumption workflows and machinery can be replaced with less consuming ones.
Environmental performance and operational data
The technique has reduced water consumption from 7 000 m3/year to 2 200 m3/year, at the same time as the production was doubled, during a period of 15 years in one company. The reduction in water use may be less in production sites where the awareness of water consumption is already high.
Regarding energy, isolation to prevent heat loss can, for instance, be implemented. No specific data has been available.
Cross-media effects
The cross-media effects of this technique are assessed as small. The monitoring equipment requires energy.
Technical considerations relevant to the applicability
The technique can be applied throughout the sector.
Economics
Investment costs include the purchase of monitoring equipment and software for statistics. Several companies report savings in expenses on resources. No specific data has been available.
Driving force for implementation
Driving forces for implementing the technology include cost savings on energy and water. For example, an increased water fee and high energy costs may stimulate implementation.
Example plants
Bjerringbro Fornikling, Denmark.
Midtjydsk Fornikling, Denmark.
References
Nielsen, H. (2020, October 23). CEO, Bjerringbro Fornikling. (B. Cederberg-Krohn, Interviewer).
Jensen, D. (2020, October 20). Environmental Manager, Midtjydsk Fornikling. (B. Cederberg-Krohn, Interviewer).
Appendix C – Purifying the hard chromating surface treatment baths from pollutants using ion exchangers and evaporators
Description
The technique enables an increased life cycle of the hard chromating surface treatment baths by purifying the baths from pollutions using ion exchangers and evaporators.
Technical description
After being used, the surface treatment baths are directed to buffer and dilution tanks. Chromium(VI) is diluted in the dilution tank. Without this dilution, the ion exchangers would not be able to purify Chromium(VI). Unwanted contaminants and pollution get caught in the ion exchange filters. The ion exchange filters are rinsed, and this rinsing water contains contaminants. Therefore, the rinsing water is sent to an internal wastewater treatment plant.
Achieved environmental benefits
The main environmental benefit achieved with the technique is a prolonged life cycle of the surface treatment baths. Without the technique, the surface treatment baths contain more contaminants and have shorter life spans. By purifying the surface treatment baths, chemicals are saved and can be used again in another surface treatment bath. This implies that the chemical consumption is decreased and optimised, and when less chemicals need to be purchased, this also saves money. Furthermore, the product quality is increased, since the surface treatment baths contain less contaminants.
In addition, less energy is needed to warm a bath containing less contaminants, which means the technique also contributes to a more energy efficient process.
The technique also prevents the generation of waste. Without the technique, the whole surface treatment baths would be sent for destruction. By using the technique, this fraction no longer exists, since the baths are purified and circulated.
Environmental performance and operational data
No specific data has been available.
Cross-media effects
Negative environmental aspects of implementing the technique is that some parts of the technique, such as the evaporator, consume energy. The technique also results in more water which needs to be purified in an internal wastewater treatment plant, something which use energy and chemicals, takes time and lead to a larger outflow of water from the installation. For example, eluate which is created from the ion exchangers, need to be purified in an internal wastewater treatment plant.
Another negative aspect is that the evaporators contain refrigerants; for example, the evaporators in Arboga Hårdkroms installation contain 36 kg refrigerants.
Technical considerations relevant to applicability
The technique can be implemented by installations which perform hard chromating. Investments in equipment are needed, as well as competence to manage and maintain the equipment. Installations also need space. For other surface treatment processes than hard chromating, it is a common technique to purify the surface treatment baths by using ion exchangers.
Economics
The investment costs depend partly on the size of the installation. At Arboga Hårdkrom in Sweden, the investment cost was about 0,5-1 million SEK. Operating costs include maintenance, control and inspection of the equipment. According to cost calculations, the technique is profitable in a long-term perspective, since the costs for chemicals and destruction of waste is reduced.
Driving force for implementation
Driving forces for implementing the technique include economic profitability and resource efficiency, where the chemical consumption is optimised, waste is minimised, and a more energy effective process is achieved. The quality of the products is also increased, since the surface treatment baths have a higher purity.
Example plants
Arboga Hårdkrom, Sweden.
References
Karlberg, C. (2020, October 12). Quality and Environmental Manager, Arboga Hårdkrom. (L. Lundström, Interviewer).
Appendix D – Recirculating rinsing water from etching and surface treatment to surface treatment baths
Description
Water used in rinsing after etching and surface treatment is recirculated to the surface treatment baths.
Technical description
When the objects have been treated in the surface treatment baths, the remaining residues are rinsed, resulting in chemical-containing wastewater from the rinsing bath. The rinsing water is subsequently recirculated to the surface treatment baths, reusing chemicals in the process. Without this technique the wastewater from the rinsing baths would be directed to an onsite wastewater treatment plant or sent for destruction as waste. Figure 6 presents an overview of the recycling of rinsing water to surface treatment baths. As can be seen in the figure, water and chemicals are still needed as input to the surface treatment bath. However, the amount required is less than without this technique.
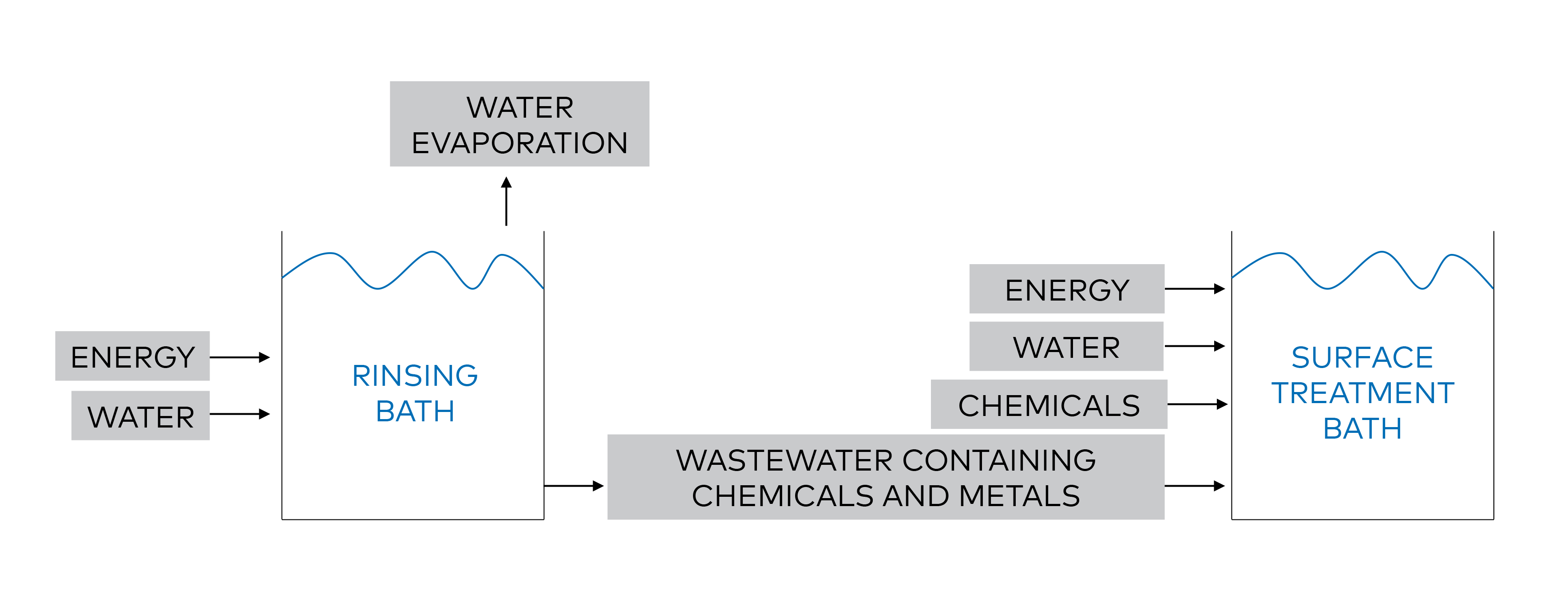
Figure 6. Overview of the recycling of rinsing water to surface treatment baths.
This surface treatment baths require a high concentration of chemicals to be recirculated from the rinsing baths. It is therefore most suitable for hard chromating processes that have a long duration of time for treatment in the baths, resulting in a high degree of natural evaporation of water increasing the concentration of chemicals in the rinsing water.
Achieved environmental benefits
The main achieved environmental benefits with the technique are the optimisation of chemical usage, the minimisation of waste generation and a decrease in the volumes of wastewater generated by the process.
Environmental performance and operational data
No specific data has been available.
Cross-media effects
Negative environmental aspects of implementing the technique for STM-processes other than hard chromating is that the installation of an evaporator leads to an increase in energy use and the need for refrigerants.
Other cross-media effects of this technique are assessed as small, although as with all chemical handling, there is a risk of spillage of chemicals in the production during the recirculation process. The installations can, however, address the risk for chemical spills by implementing general protective measures such as strengthening of piping and pumps, provide secondary containment, and develop procedures and training for the handling of chemicals.
Technical considerations relevant to applicability
The technique is most suitable for installations performing hard chromating activities. For installations with STM-activities other than hard chromating, the time for each object in the treatment baths are limited to 10–20 minutes, with next to no time allowed for natural evaporation of water. In order to obtain a sufficiently high concentration of chemicals for recirculation to the surface treatment baths, these processes require the installation of an evaporator.
Economics
Operating costs include maintenance, control and inspection of the equipment. According to cost calculations, the technique is profitable in a long-term perspective since less chemicals need to be purchased.
Driving force for implementation
Driving forces for implementing the technique include economic profitability and resource efficiency when the chemical consumption and water consumption is optimised.
Example plants
Arboga Hårdkrom, Sweden.
References
Karlberg, C. (2020, October 12). Quality and Environmental Manager, Arboga Hårdkrom. (L. Lundström, Interviewer)
Appendix E – Circulating cooling water in a closed loop system
Description
The technique enables circulation of cooling water in a closed loop system. The cooling water is cooled by a heat exchanger where a heat pump is installed which utilises the heat and heats the indoor air. By doing this, part of the energy is returned and used for the heating of premises.
Technical description
Many surface treatment processes need a specific temperature to work. Due to chemical reactions in the surface treatment baths, heat is generated. Because of this, the surface treatment baths need to be cooled down in order to achieve the exact temperature wanted. Cooling is normally done by using water loops. This BAT technique enables a circulation of cooling water in a closed loop system.
When the water has been used for cooling purposes, the water is cooled down by using heat exchangers. The heat exchangers can for example be cooled down by using ground- or surface waters or by using refrigerants. In the case of Arboga Hårdkrom, two heat exchangers are cooled using surface water and one heat exchanger is cooled using refrigerants. The warm water is led to heat pumps where the heat in the water is being utilised to heat the indoor air. Figure 7 presents a simplified flow chart of Arboga Hårdkrom’s system for circulating cooling water in a closed loop
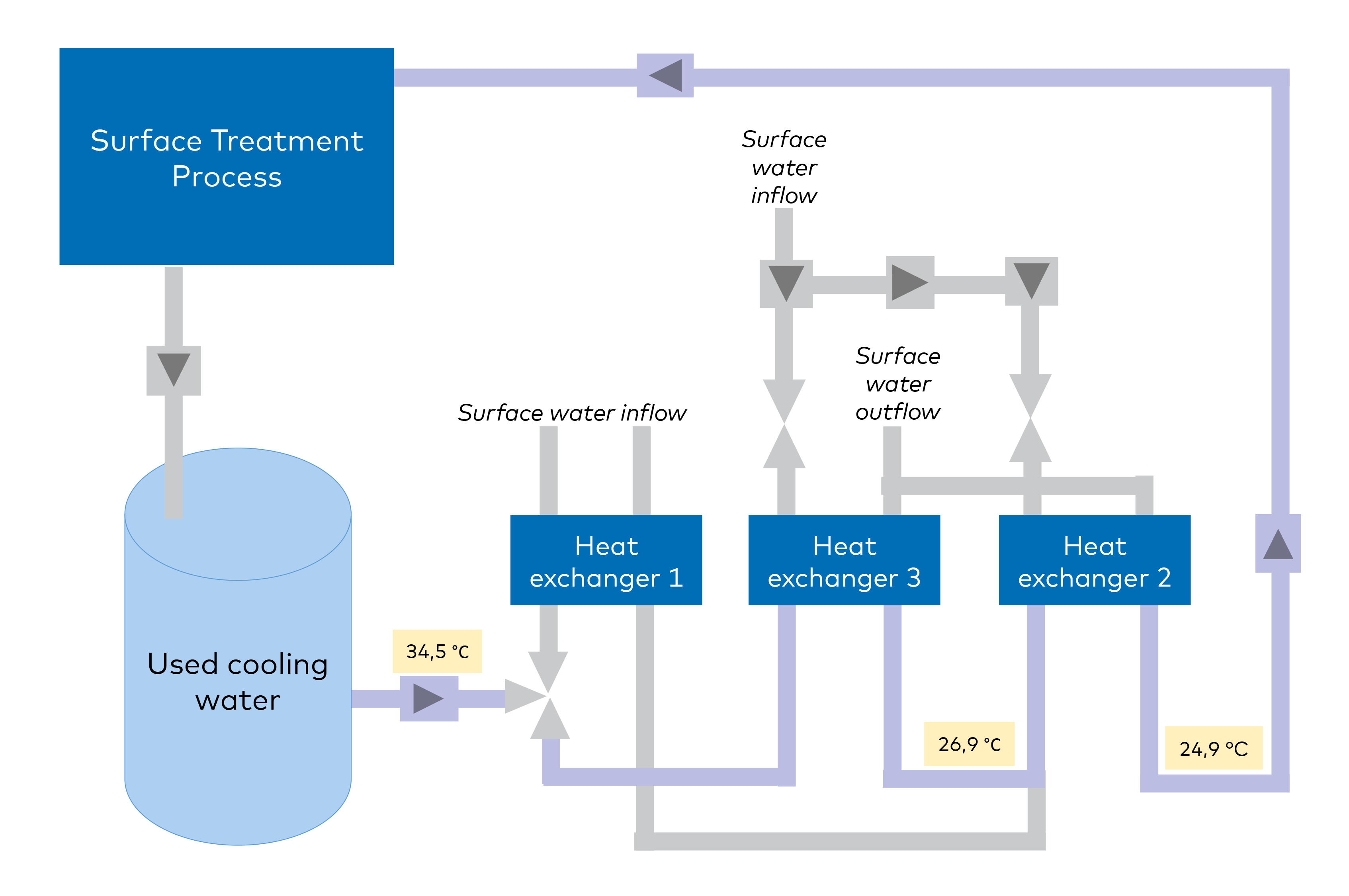
Figure 7. Overview of Arboga Hårdkrom’s system for circulating cooling water in a closed loop system.
Without this technique, warmed cooling water is released from the installation.
Achieved environmental benefits
The main environmental benefits achieved with the technique are optimised energy and water consumption. By circulating the cooling water, less water is needed, and less water is released from the installation.
At the STM installation Arboga Hårdkrom in Sweden, the technique results in that part of the energy is returned for the heating of premises and that no other heating supplement is needed from April until October.
Environmental performance and operational data
No specific data has been available.
Cross-media effects
Negative environmental aspects of implementing the technique is consumption of refrigerants.
Technical considerations relevant to applicability
All STM installations which generates heat and needs cooling can probably implement this technique, or another similar solution.
Economics
The investment costs include equipment such as heating pumps, pipes, heat exchangers and changes in the cooling system. Operating costs include maintenance, control and inspection of the equipment. According to cost calculations, the technique is profitable from a long-term perspective since less energy and water need to be purchased.
Driving force for implementation
Driving forces for implementing the technique include economic profitability and resource efficiency, where the consumption of energy and water is reduced.
Example plants
Arboga Hårdkrom, Sweden.
References
Karlberg, C. (2020, October 12). Quality and Environmental Manager, Arboga Hårdkrom. (L. Lundström, Interviewer).
Appendix F – Recycling of pressed aluminium hydroxide sludge
Description
The technique enables recycling of pressed aluminium hydroxide sludge as material in the production of purification chemicals. The aluminium hydroxide sludge is generated when purifying process water in the installation’s internal wastewater treatment plant.
Technical description
The aluminium hydroxide sludge is a waste generated from the STM installation’s internal wastewater treatment plant. To be able to recycle the sludge as purification chemicals, the sludge needs to be as dry as possible. It can therefore be of relevance to implement equipment and methods to increase the dryness of the sludge. ProfilGruppen in Sweden have implemented this technique, the sludge from ProfilGruppen have a dryness of about 30 %.
From ProfilGruppen, the aluminium hydroxide sludge is sent to an approved waste treatment installation, which is allowed to receive aluminium hydroxide sludge and use it in their production of purification chemicals. A simple flow chart of ProfilGruppen’s process line enabling recycling of pressed aluminium hydroxide sludge as purification chemicals is displayed in Figure 8.
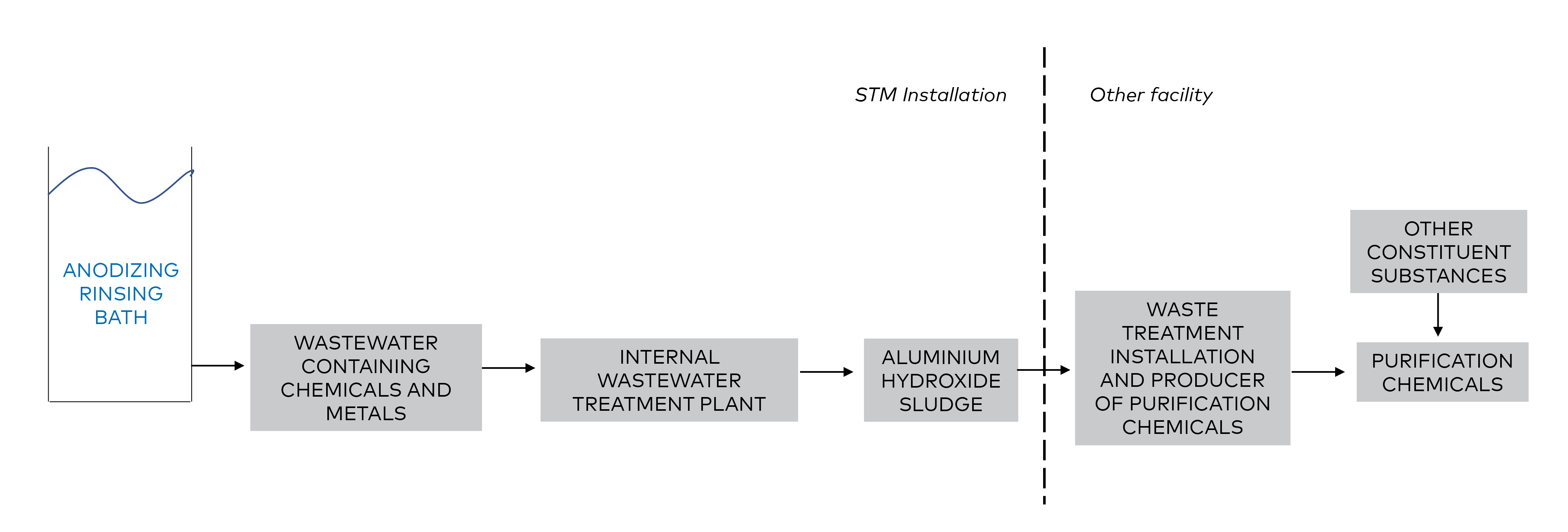
Figure 8. Simplified flow chart of the process line enabling recycling of pressed aluminium hydroxide as purification chemicals.
Achieved environmental benefits
The main achieved environmental benefit of the technique is reduction of waste. Without the technique, most of the sludge would be sent to landfill or used as construction material on landfills.
Environmental performance and operational data
ProfilGruppen generates about 2 000 ton aluminium hydroxide sludge annually. Instead of sending this sludge to landfill, it is recycled. The sludge contains about 10–-20 % aluminium.
Cross-media effects
No cross-media effects have been identified.
Technical considerations relevant to applicability
Theoretically, every STM installation that preforms anodizing and that produces aluminium hydroxide sludge from their internal wastewater treatment plant can apply the technology. However, the aluminium needs be as pure as possible, which means that it might not be possible to implement the technique at installations which perform dyeing. The purity is also highly affected by what kind of aluminium alloys that is anodised.
When applying the technology, an obstacle might be finding a relevant industry within a reasonable distance that wants the aluminium hydroxide sludge and is interested in co-operating.
Economics
ProfilGruppen is not getting paid for the aluminium hydroxide sludge, instead they pay for the transportation of the sludge to the installation that manufactures purification chemicals. However, the cost for transportation is lower than the cost for sending the sludge to a waste treatment plant as landfill.
Investment costs might include additional equipment to increase the dryness of the sludge.
At ProfilGruppen, the technology includes extra manual handling of the sludge, which would not be needed if the sludge was sent to landfill. The extra manual handling imposes higher costs for the STM installation.
Driving force for implementation
Driving forces for implementing the technology are economic revenue and resource efficiency, as the generation of waste is minimized.
Example plants
ProfilGruppen, Sweden.
References
Fransson, R. (2020, October 16). Quality and Environmental Manager, ProfilGruppen. (L. Lundström, Interviewer).
Appendix G – Optimising the ventilation for increased energy efficiency
Description
Both process ventilation and general building ventilation systems use considerable amounts of energy with several STM installations having great energy savings potential.
Technical description
Arboga Hårdkrom in Sweden is investigating the potential to improve energy efficiency by installing heat exchangers in the ventilation systems and optimising air flows. The recovered energy from heat exchangers can be used to preheat the incoming process air, significantly reducing overall operating and production costs.
Achieved environmental benefits
The use of heat exchangers in air handling units increase energy efficiency, lowering the overall energy use of the installation.
Environmental performance and operational data
No specific data has been available.
Cross-media effects
The indoor air quality needs to be closely monitored when optimising the air flow, so that no harmful levels of hazardous chemicals are reached.
Technical considerations relevant to applicability
Measures to optimise the ventilation can be applied throughout the STM sector. The ventilation is crucial as it removes hazardous substances from the indoor air and is a significant contributor to heat loss from the installation. The ventilation can, however, be operating at a level which is higher than required to reach an acceptable level of hazardous concentrations in the indoor air. This results in an energy use higher than necessary and means that the ventilation could be lowered without reaching harmful concentrations of hazardous substances. In other words, it is possible to optimise the ventilation, but this is must be weighed against the quality of indoor air ensuring that the levels of hazardous substances are maintained below concentrations acceptable from an occupational hygiene perspective.
Economics
Investment and operational costs of the energy saving measures varies.
It takes time and capital investments to investigate and optimize the ventilation system. According to Arboga Hårdkrom, an analysis of the indoor air costs about 20 000–25 000 SEK, with several analyses required in order to identify and adjust the ventilation at an optimised level.
Increasing energy efficiency means that operational costs are lowered by reducing the energy use.
Driving force for implementation
Driving forces for implementing the technology is economic revenue and lowered energy use.
Example plants
Arboga Hårdkrom, Sweden.
References
Karlberg, C. (2020, October 12). Quality and Environmental Manager, Arboga Hårdkrom. (L. Lundström, Interviewer)
Appendix H – Using excess heat for the local district heating
Description
ProfilGruppen in Sweden are connected to the municipal district heating system network, supplying its excess heat to the district heating system for reuse in heating other buildings connected to the same network.
Technical description
The anodizing baths must hold a constant temperature at about 20 °C, which means that they must be cooled. The excess heat from the compressors can be supplied to the local district heating system network, given that there is a possibility to connect the installation to the network.
Achieved environmental benefits
By implementing the technique, excess heat from the STM installation is utilized to heat buildings that are connected to the local district heating system.
Environmental performance and operational data
The anodization at ProfilGruppen contributes with approximately 1 200 MWh annually to the local district heating system.
Cross-media effects
No cross-media effects have been identified.
Technical considerations relevant to applicability
This technique is heavily dependent on the location of the STM installation, whether there is a district heating network located close to the site, and if the local energy company operating the district heating system is interested in receiving excess heat.
Economics
A drawback with the technique, in the case of ProfilGruppen, was the large investment costs. New circulation pumps and heat exchangers were needed in order to be able to provide the excess heat to the district heating network. The technique provides a small income for ProfilGruppen, and altogether it is doubtful whether the technique is profitable for ProfilGruppen. Operating costs are maintenance, control and exchange of equipment.
Driving force for implementation
The main driving force for implementing the technique is the environmental benefit of utilising excess heat instead of letting it go to waste.
Example plants
ProfilGruppen, Sweden.
References
Fransson, R. (2020, October 16). Quality and Environmental Manager, ProfilGruppen. (L. Lundström, Interviewer).
Appendix I – Recycling of degreasing bath water for pH-adjustments in rinsing baths
Description
The technique enables recycling of the degreasing bath water for pH-adjustments in rinsing baths, which reduces the use of chemicals. The example plant’s main operation is electrolytic galvanization with a capacity to treat zinc, nickel and chrome products.
Rinsing in between STM lines is not a novel technique and distilled water is commonly used in the rinsing process. Distilled water has properties (oxidation), that are damaging to the products. In this technique, however, the reuse of degreasing bath water in the rinsing baths inhibits the oxidation and prevents additional use of chemicals.
Technical description
The technology has been implemented at Cromtjänst, Sweden. The lines of the STM installation comprise of hanging and placement of products, pre-treatment, metal plating bath and chemical passivation with chromium(III) and cobalt. All the STM lines are conducted in baths that require a lot of reheating of water to perform at optimal capacity.
The STM installation mitigates the use of water through proper hanging and placement of products. Water consumption is directly correlated to how the product is angled when lowered into the pre-treatment and washing baths. Surface tension of the water can increase the required amount of water and raw material with 5 times if it is not hanged in a correct way, in comparison with products hanged/placed with a corner edge downwards.
Alkaline pre-treatment takes place as a degreasing step before surface treatment. Water-based degreasers are used. Alkaline degreasers consist of alkaline salts, such as hydroxides, carbonates, and silicates. The alkaline salts give the degreasing bath a high pH.
After the alkaline pre-treatment, rinsing takes place. The products are rinsed two to three times in the process. Rinsing in between STM lines is not a novel technique and distilled water is commonly used in the rinsing process. Distilled water has oxidation properties that are damaging to the metal objects being surface treated. Without this technique, chemicals are added to the distilled water to decrease the oxidation properties of the rinsing baths. In this technique, however, alkaline degreasing water is added to the distilled water in the rinsing baths. This reuse of degreasing water in the rinsing baths inhibits the oxidation and prevents additional use of chemicals since the degreasing water is alkaline. The hydrogen in the degreasing water creates a hydrogen ion brake in the distilled water, which reduces oxidation on the metal objects. Each rinse generates a lower general water consumption, for example:
- First rinse requires 1000 litres of water.
- Second rinse requires 110 litres of water.
- Third rinse requires 38 litres of water.
Next step is acidic pre-treatment. Acid degreasers are used for slightly dirty goods. The acid degreasing bath comprise of an acid, phosphates, surfactants and corrosion inhibitors. The bath has a low pH.
Cromtjänst combines this technique with a closed loop vacuum evaporator as a wastewater treatment step, further described in Appendix J.
Achieved environmental benefits
The main environmental benefit is recycling of contaminated water with the trade-off effect that less input of virgin chemicals is required in the process.
Environmental performance and operational data
No specific data has been available
Cross-media effects
No information has been available.
Technical considerations relevant to applicability
The processes need to include degreasing as a pre-treatment step combined with rinsing baths.
Economics
This is a relatively low-cost technique to limit chemical use at a STM installation.
Driving force for implementation
Driving forces for implementing the technology are economic revenue and resource efficiency, as the chemical consumption is reduced.
Example plants
The technique is installed at the STM installation Cromtjänst in Vaggeryd, Sweden. The plant is completely sewage-free with its own treatment plant for process wastewater with recirculation. Metal-containing slurry is sent away and used for processing or recycling of metals.
References
Johansson, P. (2020, October 16). CEO, Cromtjänst. (A. Hederén, Interviewer).
Appendix J – Closed-loop wastewater treatment plant with vacuum evaporator
Description
The technique is a closed loop wastewater treatment plant (WWTP) with vacuum evaporation, found in (at least) two STM installations in Sweden. The BAT candidate´s environmental performance provides; better control of hazardous waste with 100 tonnes sent to recycling each year, 10 times less chemical use, as well as no emissions or effluent released into the municipal wastewater system.
Case 1: The vacuum evaporator is installed after a STM line for nickel-plating of cylinders, with a capacity to recover and recycle all the STM line´s process water, comprising of approximately 7 000 m3 water per year.
Case 2: The vacuum evaporator is a closed-loop wastewater treatment plant (WWTP) with vacuum evaporation, implemented at the installation in 2001 with three evaporators installed today. The energy demand of the three vacuum evaporators ranges from 70 W to 500 W per m3 water, depending on the cost of equipment.
Technical description
Case 1: The process water from the surface treatment plant is pH-adjusted with sodium hydroxide and sulfuric acid. Then the process water is led to the double evaporator system. In connection with the purification process, metals and salts are separated from an aqueous phase. The metals and salts are collected in a separate tank and sent to Germany for recycling. The water is recycled back into the production, see Figure 9. The plant has a treatment capacity of 19.2 m3 per day.
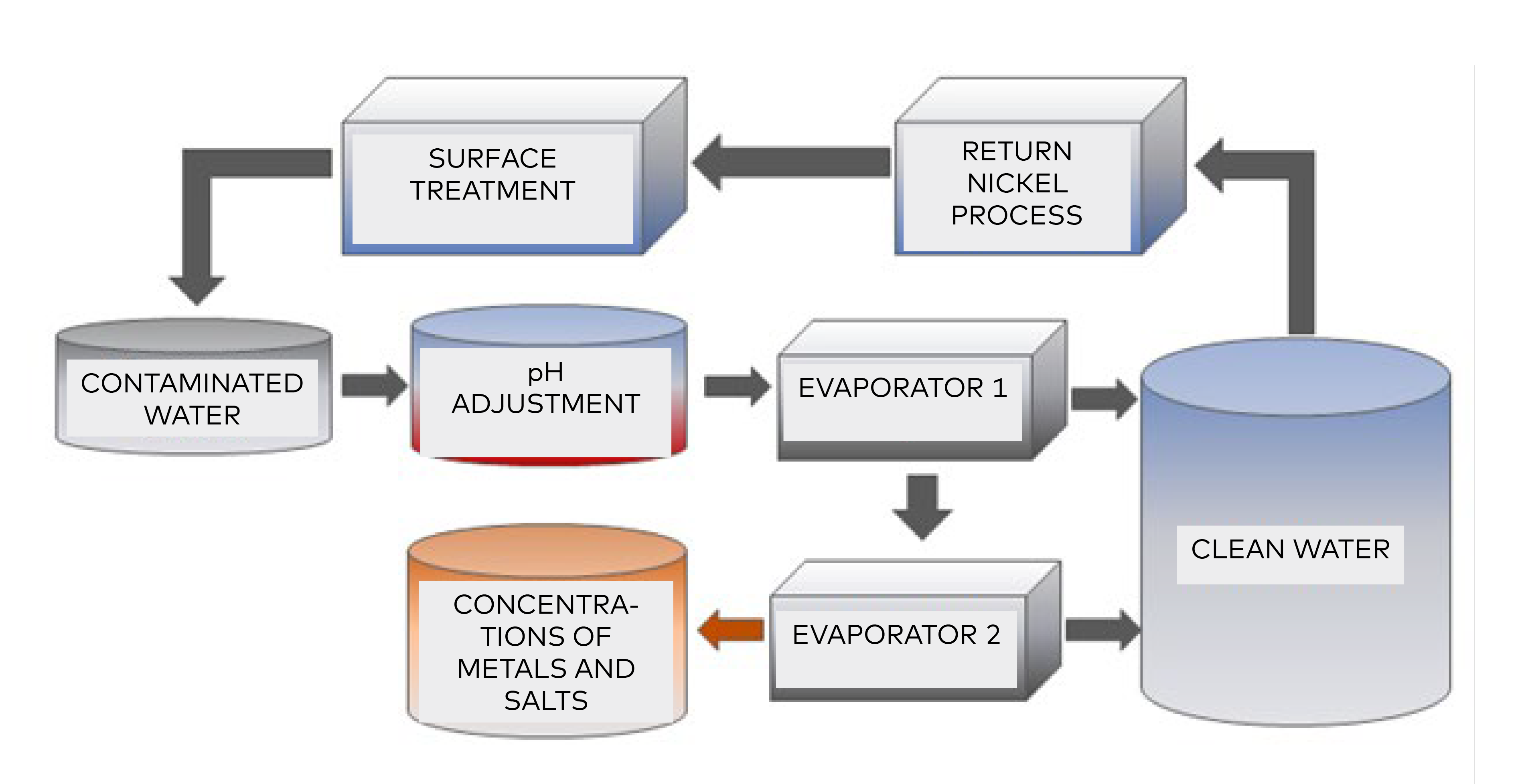
Figure 9. Overview of closed-loop wastewater treatment plant with a vacuum evaporator.
The chemical additives used in the treatment process comprise of; E-acid wash (10 %) EC 504, E-Clean EC 644 and active coal AET 600, as well as sulphuric acid (37 %) and sodium hydroxide (45 %) in the pH-adjustment phase.
Case 2: The installation´s conduct electrolytic galvanization for zinc, nickel and chrome products. STM lines comprise of metal plating bath, chemical passivation with chromium(III) and cobalt.
In the vacuum evaporation, heat is added to the liquid and the more volatile substances are evaporated into a nickel slurry. The evaporable phase is condensed to a liquid and the residue is obtained as a concentrate.
Today the plant in case 2, thermally treats its contaminated slurry due to the regulation of the residue classifies it as a hazardous waste. The hydroxide sludge, containing sodium, chloride, sulphate, potassium, could potentially be recycled or treated and reused in other industrial or commercial purposes. However, the treatment today is not economically feasible, amounting to approximately 2,5 % of the production price. Future technical development and regulation are foreseen to close this gap and allow STM installations to recover its contaminated slurry in a cost-efficient and sustainable manner.
Achieved environmental benefits
Case 1
- Energy consumption: The vacuum evaporator´s energy demand during operation is unchanging. However, a slight increase in energy consumption occurs when the evaporator reheats after a stop.
- Reduced use of chemicals: The new installation uses 10 times less chemicals per produced cylinder. Today the total use of chemical comprises of approximately 12 tons per year with an average of 12 g per cylinder. The old installation’s chemical consumption amounted to 62 tons per year, with an average chemical consumption of 124 g per cylinder.
- Energy recovery: the condense heat is used to heat the incoming process water.
- Recycling of hazardous waste: Waste generated from the treatment plant consists of concentrates from evaporators with nickel slurry (approximately concentrate of 5-15 % nickel). The slurry is collected in containers and then transferred and stored in 200-liter barrels at a nearby terminal.
- This waste stream is then exported (currently to Germany) for recycling. The amount of nickel-containing waste is estimated to approximately 100 tons per year.
- Reduced emissions to water: The closed loop wastewater treatment plant has no emissions to the municipal wastewater system. All the process water is recovered and recycled into the process basins after treatment.
Case 2:
- Recycling of hazardous waste: Waste generated from the treatment plant consists of concentrates from evaporators with nickel slurry. 100 % of the slurry is collected in containers and then transferred and recycled at WRC in Germany into an alloy steel additive.
- A second waste stream comprises of a hydroxide sludge (incl. sodium, chloride, sulphate, potassium) generated in the pH-adjustment phase process and thermally treated at the plant. From 100 m3 of water, the installation collects 1-2 m3 slurry out of the process water.
- Reduced emissions to water: The closed-loop wastewater treatment plant has no emissions to the municipal wastewater system. All the process water is recovered and recycled into the process basins after treatment.
Environmental performance and operational data
Operational data of the technique is presented in Table 12.
Table 12. Operational data of the technique.
| Environmental parameter | Amount | |
| Energy consumption | 70–500 W per m3 water | |
| Hazardous waste | About 100 tons nickel contaminated slurry per year | |
| Use of chemicals | E-acid wash (10 %) EC 504 | 2 000 kg per year |
| E-Clean EC 644 | 2 000 kg per year | |
| Sulfuric acid (37 %) | 150 kg per year | |
| Sodium hydroxide (45 %) | 4 000 kg per year | |
| Sulfuric acid (37 %) | 4 000 kg per year | |
Cross-media effects
A negative environmental aspect of the technique is that it uses energy, where the evaporators are the major energy users. The energy demand of the three vacuum evaporators ranges from 70 W to 500 W per m3 water, depending on the cost of equipment. In case 1, however, some of the condense heat is used to heat the incoming process water.
Technical considerations relevant to applicability
The vacuum evaporator is a relatively new and untested technique within the industry. Technical errors occur. The use of evaporator is a complex process that might not be suitable in all installations.
Economics
The evaporation method comes with a high investment cost (approximately 200 000 EUR). However, the technology is accompanied by high operational cost depending on the energy consumption of the installed vacuum evaporator.
Driving force for implementation
Driving forces for implementing the technology include the commercial possibility to ecolabel products treated in installations with a closed-loop wastewater treatment. In addition, less chemicals are needed, the treatment of hazardous waste is improved and no emissions to the municipal wastewater system occur.
Another driving force to implement a vacuum evaporator include the Nordic Swan (ecolabel). The ecolabel approves STM processes with closed-loops WWTP as an acceptable treatment for labelling commercial products.
Example plants
Case 1 reference plant: The technique is installed at Husqvarna AB´s manufacturing installation in Jönköping, Sweden, with production all year round of forest- and garden equipment, as well as hard material cutters and saws for the construction industry. The STM lines at the installation include passivation and pre-treatment before painting, nickel-plating of cylinders, chemical polishing and hard chrome-plating of saw chains (including pre- and post-treatment), with a total volume of 50 m3 in all STM lines´ treatment baths.
Case 2 reference plant: Cromtjänst in Vaggeryd, Sweden.
References
Husqvarna. (2013). Anmälan avseende nytt renigsverk vid behandling av cylindrar.
Johansson, P. (2020, October 16). CEO, Cromtjänst. (A. Hederén, Interviewer).
Länsstyrelsen Östergötland. (2015). Tillstånd enligt 9 kap. miljöbalken (1998:808) till befintlig och utökad verksamhet vid verkstadsanläggningarna på fastigheterna Huskvarna 5:2 och 5:5 samt Stockmakarebyn 2 i Jönköpings kommun (verksamhetskod 27.50, 28.10 (industriutsläppsverksamhet) och 34.70).
Appendix K – Atotech - Combining Sig Sigma and Lean methodologies with wastewater batch treatment processes
Description
Abloy has a wastewater batch treatment process, provided by Atotech, including multiple pH adjustment steps (e.g. with HCl, NaOH), reduction of chromium (NaHSO3), various precipitation steps of metals (e.g. with FeCl3, CaCl2,), testing and laboratory analysis, flocculating, settling and filtrations (chamber filter press and sand filter). Different types of wastewaters are treated in separate batches.
This batch treatment process was identified as a bottleneck in the production process. In order to optimize the reaction times, treatment tanks capacity, dosing of chemicals and to avoid unnecessary changing of waters, Abloy has performed Six Sigma and Lean-method experiments.
The digital batch technique, combined with a Six Sigma and Lean method is found to be cost-efficient and provide a better operational performance of the onsite WWTP, lowering the input of chemicals and discharge of wastewater.
Technical description
The application of Six Sigma and Lean-method on this wastewater batch treatment process has resulted in an optimised and visualised wastewater treatment. In pilot attempts, the technology is proven efficient to optimise the batch treatment with overall benefits being optimised reaction times, increased capacity of treatment tanks, optimized chemical dosing and ability to avoid unnecessary changing and discharges of water. The real-time analysis of the wastewater treatment has enabled;
- Wastewater treatment DOE (Design of Experiments) comprising of determining test parameters and planning DOE
- Statistical testing (multivariate analysis) and real-time analyses of results
- User Maintenance Visualization, and
- Laboratory Analysis Visualization
The Six Sigma and Lean methods are applied by using the International Standard ISO 13053-2:2011 ”Quantitative methods in process improvement. Six Sigma. Part 2: Tools and Techniques” (p. 85)
Six Sigma is a set of management tools and techniques designed to improve business by reducing the likelihood of error. It is a data-driven approach that uses a statistical methodology for eliminating defects. It is often used to remove a bottleneck in the production process or support troubleshooting a service design flaw. The Six Sigma was originally developed by the American company Motorola in 1986. Over the years, it has been refined and polished into a sound theory of principles and methods, aimed at business transformation through a clearly defined process. This finished product is Six sigma. The two main Six Sigma methodologies are DMAIC[1]DMAIC is a data-driven method used to improve existing products or services for better customer satisfaction. It is the acronym for the five phases: D – Define, M – Measure, A – Analyse, I – Improve, C – Control. DMAIC is applied in the manufacturing of a product or delivery of a service, primarily for improving existing business processes. and DMADV[2]DMADV is a part of the Design for Six Sigma (DFSS) process used to design or re-design different processes of product manufacturing or service delivery. The five phases of DMADV are: D – Define, M – Measure, A – Analyse, D – Design, V – Validate. DMADV is employed when existing processes do not meet customer conditions, even after optimization, or when it is required to develop new methods.. Each has its own set of recommended procedures to be implemented for business transformation.
Sigma represents the population standard deviation, which is a measure of the variation in a data set collected about the process. If a defect is defined by specification limits separating good from bad outcomes of a process, then a Six Sigma process has a process mean (average) that is six standard deviations from the nearest specification limit (see figure 10). This provides enough buffer between the process natural variation and the specification limits.
Footnotes
- ^ DMAIC is a data-driven method used to improve existing products or services for better customer satisfaction. It is the acronym for the five phases: D – Define, M – Measure, A – Analyse, I – Improve, C – Control. DMAIC is applied in the manufacturing of a product or delivery of a service, primarily for improving existing business processes.
- ^ DMADV is a part of the Design for Six Sigma (DFSS) process used to design or re-design different processes of product manufacturing or service delivery. The five phases of DMADV are: D – Define, M – Measure, A – Analyse, D – Design, V – Validate. DMADV is employed when existing processes do not meet customer conditions, even after optimization, or when it is required to develop new methods.
Figure 10. The Sig Sigma process average and six standard deviations.
The fundamental principles of Lean methodology are based on eliminating all forms of waste and increasing customer perceived value. An industrial engineer at Toyota, Taiichi Ohno, first developed the Lean methodology in the 1950s, then known as the Toyota Production System. The Lean methodology is based on a foundation of five principles designed to help companies change the way they do business for the better. A key tenet of Lean is the reduction of waste. Using the acronym WORMPIIT, there are eight types of waste that can be eliminated by using Lean techniques.
Waiting Waiting for parts or information, e.g., an absence of flow, or a delay in the process. The goal is to be able to respond to the customer’s request with no delays to services or goods.
Overproduction Producing too much or too soon, i.e., to forecast rather than demand. This consumes resources with things the customer does not need and has not asked for.
Re-work Any repair or change to the product after it’s been made. One of the primary components of Lean is value, and something is only valuable if it was done right the first time.
Motion Actual movement of a person, e.g., unnecessary motion within a workstation or motion in a job task that takes too much time to complete.
Processing Over-processing of information, e.g., doing operations that the customer does not care about or does not ask for.
Inventory Any type of supplies and materials that are kept in a quantity above the minimum to get the job done. Inventory ties up financial resources and contributes negatively to quality issues.
Intellect Any failure to utilize the time and the talents of people, e.g., micromanaging and not empowering employees, or overlooking the collective knowledge of employees.
Transportation Any conveyance of a product, e.g., assembly lines, shipping and email. Transportation does not transform the good or service, it just simply moves it.
Achieved environmental benefits
The application of Six Sigma method results in an optimized use of chemicals based upon extensive data collection and the use of statistical calculations to derive a process mean (average) use of chemicals that is six standard deviations from the nearest specification limit. This helps the operational personnel to monitor the chemical dosing and provides for quicker reaction times than conventional batch process.
The digitalisation and visualisation of the batch treatment process allow the operational personnel to minimize the changing and discharge of wastewater, thereby reducing waste use.
Environmental performance and operational data
The main benefit of the batch process is that each batch can be treated under optimal conditions.
Cross-media effects
No significant cross-media effects have been identified.
Technical considerations relevant to the applicability
The technique is possible to implement in all kinds of STM installations.
Economics
The Six Sigma and Lean method were performed within regular working hours, without extra resources, except from onsite personnel involved in the project and the need for subcontracting certified experts to assist in the Six Sigma and Lean assessment. There were no additional capital expenditures required or increased operations costs associated with the implementation.
In general, the digitalisation of WWTP has the potential to lead to cost savings related to decreased chemical and water usage.
Driving force for implementation
The wastewater treatment process has been a bottleneck by constraining the maintenance of the process baths. Sometimes multiple treatments of the batches have been needed to reach the acceptable limits of metal discharges to water, in particular for nickel and copper.
The target of the Six Sigma and Lean-method trials was to:
- Discover variables that have the most impact on the metal concentrations of the treated wastewaters and to reduce the number of chemicals (e.g. FeCl3) used in metal precipitation.
- Obtain results on how to schedule the maintenance of the baths on time, resulting in stable plating baths and sound quality of the products and treated waters.
- Strengthen the market position and to stand out in favourable light (e.g. Nordic Ecolabel).
Example plants
Abloy, Finland.
References
International Standard ISO 13053-2:2011 “Quantitative methods in process improvement. Six Sigma. Part 2: Tools and Techniques” (p. 85)
Lean Methods Group. (2020). Retrieved from www.leanmethods.com
Lean Sig Sigma Definition. (2020). Retrieved from www.leansixsigmadefinition.com
Wikipedia. (2020). Taguchi methods. Retrieved from https://en.m.wikipedia.org/wiki/Taguchi_methods
Appendix L – Wastewater treatment with electrolysis
Description
The technique is electrocoagulation (EC) is an advanced and cost-efficient water treatment technology. The technique is used for wastewater treatment, wash water treatment, industrial processed water, and medical treatment.
The process is found to effectively remove suspended solids, sub-micrometre levels, breaks emulsions such as oil and grease or latex, and oxidizes and eradicates heavy metals from water without the use of filters or the addition of separation chemicals.
Technical description
In the EC process, the coagulant is generated in situ by electrolytic oxidation of an appropriate anode material. In this process, charged ionic species— for example, metals —are removed from wastewater by allowing it to react with an ion having an opposite charge, or with floc of metallic hydroxides generated within the effluent.
In its simplest form, an electrocoagulation reactor is made up of an electrolytic cell with one anode and one cathode. When connected to an external power source, the anode material will electrochemically corrode due to oxidation, while the cathode will be subjected to passivation.
In the EC process the water-contaminant mixture separates into a floating layer, a mineral-rich flocculated sediment, and clear water. The floating layer is generally removed by means of an overflow weir or similar removal method. The aggregated flocculent mass settles either in the reaction vessel or in subsequent settling tanks due to gravitational force.
Following removal to a sludge collection tank, the sludge is typically dewatered to a semi-dry cake using a mechanical screw press. The clear, treated (supernatant) water is then pumped to a buffer tank for disposal and/or reuse in the plant's process.
The example plant uses steel anodes and aluminium cathodes.
Achieved environmental benefits
The example plant confirms that the consumption of chemicals is significantly smaller than in traditional (chemical) water treatment. Electrocoagulation requires no filters, no daily maintenance, no additives, removes any size of suspended solids, oil, grease and heavy metals, and the EC process also removes phosphates and sulphates from wastewaters. However, sulphate removal has not been as good as reference literature are indicating.
Reuse of water: an electro coagulated flock tends to contain less bound water, is more shear resistant and is more readily filterable. The purified water can be reused in the STM process.
Use of chemicals: the EC process generally avoids excessive use of chemicals, hence there is less need to neutralize excess chemicals and less possibility of secondary pollution caused by chemical substances added at high concentration, compared to when chemical coagulation of wastewater is used.
Recycling of metals: sludge formed by EC tends to be readily settable and easy to de-water, compared to conventional alum or ferric hydroxide sludges, because the mainly metallic oxides/hydroxides have no residual charge. The heavy metal precipitate is delivered to a recycling plant where the metal precipitate is refined for reuse.
Environmental performance and operational data
The implementation of the process has mitigated the use of polymers significantly, which keep the sand filter and filter press less contaminated. However, the amount of the sediment from the filter press is rather similar as to when chemical coagulation of wastewater is used.
The amount of chemicals used for pH adjustment (lye and sulphuric acid) has been reduced by about 75 %. Also, the use of polymers has been reduced by approximately 85 %.
Cross-media effects
A negative environmental aspect of implementing the technique is increased energy consumption since the process requires more energy (electricity) input than a traditional (chemical) treatment.
Technical considerations relevant to applicability
EC requires simple equipment and is easy to operate. The process needs energy (electricity) and anodes and cathodes (raw materials, e.g. steel, iron, aluminium). A simple arrangement of an EC cell with a pair of anodes and a pair of cathodes in parallel arrangement is shown in Figure 11. The example plant confirm that the technique is broadly adaptable and function well especially with wastewater compilations with high concentration of chlorides. It is known to be used in Germany in some STM installations.
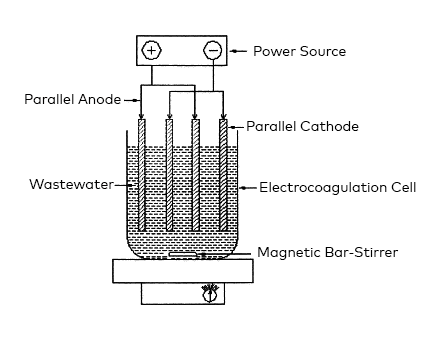
Figure 11. Simple arrangement of an EC cell with a pair of anodes and a pair of cathodes in parallel arrangement (Mollah et al., 2001).Depending on the quality and characteristics of the wastewater, there might be some technical challenges with the equipment, e.g. distance between anodes and cathodes and the lifetime of the cathodes.
Parameters such as temperature and pressure only have a minor effect on the process. Nevertheless, the process is not proven optimal for removal of infinitely soluble matter.
Economics
Investment costs are on the same level as in traditional water treatment, but operational costs are estimated to be lower due to reduced use of chemicals.
Driving force for implementation
The main driving forces for implementing EC are:
- Reduced discharges to water,
- Better efficiency of treatment process especially for certain water fractions, and
- Better operational reliability and processes that are stable and accurate.
Example plants
Pinnoitus Helin Ltd, Finland. The installation has used this technique since 2017.
References
Kuokkanen, V. (2016). Utilization of electrocoagulation for water and wastewater treatment and nutrient recovery. Techno-economic studies University of Oulu Graduate School; University of Oulu, Faculty of Technology, Faculty of Science Acta Univ. Oul. C 562, 2016 University of Oulu, P.O. Box 8000, FI-90014 University of Oulu, Finland. Retrieved from http://jultika.oulu.fi/files/isbn9789526211084.pdf
Mollah, M., Y., A., Schennach, R., Parga, J., R. & Cocke D. L. (2001). Electrocoagulation (EC) – science and applications. Journal of Hazardous Materials, 84:1, pp. 29-41.
Vepsäläinen, M. (2012). Electrocoagulation in the treatment of industrial waters and wastewaters, Espoo VTT Science 19. 96 p. + app. 50 p. Retrieved from https://www.vttresearch.com/sites/default/filestemanord2021-509.pdfscience/2012/S19.pdf
Powell Water Systems, Inc. (2016). Electrocoagulation Vs. Chemical Coagulation. Retrieved from http://powellwater.com/electrocoagulation-vs-chemical-coagulation/
About this publication
Surface Treatment Industry in the Nordic Countries
– Overview and BAT examples
Kristoffer Karström, Jenny Noreng, Jard Gidlund, Linnéa Lundström, Amanda Hederén, Bjørn Cederberg-Krohn and Vilma Skinnari
ISBN 978-92-893-6949-7 (PDF)
ISBN 978-92-893-6950-3 (ONLINE)
http://dx.doi.org/10.6027/temanord2021-509
TemaNord 2021:509
ISSN 0908-6692
Cover photo: BarneyElo / Pixabay
© Nordic Council of Ministers 2021
Disclaimer
This publication was funded by the Nordic Council of Ministers. However, the content does not necessarily reflect the Nordic Council of Ministers’ views, opinions, attitudes or recommendations.
Rights and permissions
This work is made available under the Creative Commons Attribution 4.0 International license (CC BY 4.0) https://creativecommons.org/licenses/by/4.0.
Translations: If you translate this work, please include the following disclaimer: This translation was not produced by the Nordic Council of Ministers and should not be construed as official. The Nordic Council of Ministers cannot be held responsible for the translation or any errors in it.
Adaptations: If you adapt this work, please include the following disclaimer along with the attribution: This is an adaptation of an original work by the Nordic Council of Ministers. Responsibility for the views and opinions expressed in the adaptation rests solely with its author(s). The views and opinions in this adaptation have not been approved by the Nordic Council of Ministers.
Third-party content: The Nordic Council of Ministers does not necessarily own every single part of this work. The Nordic Council of Ministers cannot, therefore, guarantee that the reuse of third-party content does not infringe the copyright of the third party. If you wish to reuse any third-party content, you bear the risks associated with any such rights violations. You are responsible for determining whether there is a need to obtain permission for the use of third-party content, and if so, for obtaining the relevant permission from the copyright holder. Examples of third-party content may include, but are not limited to, tables, figures or images.
Photo rights (further permission required for reuse):
Any queries regarding rights and licences should be addressed to:
Nordic Council of Ministers/Publication Unit
Ved Stranden 18
DK-1061 Copenhagen
Denmark
pub@norden.org
Nordic co-operation
Nordic co-operation is one of the world’s most extensive forms of regional collaboration, involving Denmark, Finland, Iceland, Norway, Sweden, and the Faroe Islands, Greenland and Åland.
Nordic co-operation has firm traditions in politics, economics and culture and plays an important role in European and international forums. The Nordic community strives for a strong Nordic Region in a strong Europe.
Nordic co-operation promotes regional interests and values in a global world. The values shared by the Nordic countries help make the region one of the most innovative and competitive in the world.
The Nordic Council of Ministers
Nordens Hus
Ved Stranden 18
DK-1061 Copenhagen
pub@norden.org
Read more Nordic publications on www.norden.org/publications